Published by Zorapid Precision
When your prints call for ultra-tight tolerances—micron-level positional dimensions, concentricity, flatness, perpendicularity, and surface geometry—lazy, unoptimized CNC run workflows turn good raw material into costly scrap.
Standard generic CNC shops run a one-size-fits-all cycle: rough fast, finish quick, minimal probing, no thermal compensation, little fixture tuning. For regular commercial parts ±0.02–0.05mm this works fine. But regulated high-value hardware demands locked repeatable ultra-tight tolerance bands: medical implants, aerospace flight parts, EV motor core components, semiconductor tooling, robotic encoder housings all require stable ±0.001mm to ±0.005mm full-batch consistency.
Most manufacturers treat tolerance errors as random bad luck instead of fixable CNC run variables. They add extra skim passes after failing inspection, rework fixturing mid-batch, or slow feeds blindly without balanced process engineering. These band-aids raise cycle time, boost labor cost, and still cannot lock batch-to-batch dimensional drift.
With 20+ years serving,Zorapid has built a fully validated CNC run optimization framework purpose-built for ultra-tight tolerance mass and prototype production. Our optimized cycle protocols stabilize dimensional variance to under ±0.0005mm batch shift, cut tolerance-driven scrap from industry 15–38% down below 0.7%, and sustain Cpk ≥1.67 across thousands of identical precision parts.
We will dive deep into technical failure root causes, head-to-head peer capability benchmarks, our exclusive impossible tolerance solve strategies, material tolerance stability matrix, real production case studies with on-site factory photos, custom matched solutions for your specs, 2026 industry stats + 5-year trend tables, key regulated application fields, Zorapid competitive advantages, condensed summary, and full engineer.
In-Depth Technical Process Analysis
Core Sources Of Ultra-Tight Tolerance Deviation In Unoptimized CNC Runs
7 controllable variables create nearly all micron-level dimension drift for precision components:
- Thermal expansion drift: Spindle, linear axes, cutting tool, blank heat up through long run cycles, shifting absolute coordinates
- Unbalanced roughing stock allowance: Uneven material removal creates asymmetric part stress and deflection during finishing
- Tool wear progression: Unmonitored insert flank wear gradually shrinks OD/enlarges ID across batches
- Fixture compliance & clamping distortion: Soft jaws, uneven grip pressure bend thin walls/hollow geometry
- Spindle runout & axis geometric error: Uncalibrated machine kinematics add baseline inherent variance
- Residual blank/machining stress: Released internal tension warps parts hours/days post-machining
- Unoptimized feed/speed/stepdown parameters: Excessive cutting force pushes thin or low-rigidity geometry out of spec
Zorapid Optimized Ultra-Tight Tolerance CNC Run Process vs Generic Standard CNC Shops
| Production & Quality KPI | Zorapid Fully Optimized CNC Tolerance Workflow | Generic Unoptimized Standard CNC Supplier |
|---|---|---|
| Sustainable Repeatable Tolerance Band | ±0.001–±0.005mm (material matched) | Default ±0.015–0.05mm, tight runs unstable ±0.008–0.02mm drift |
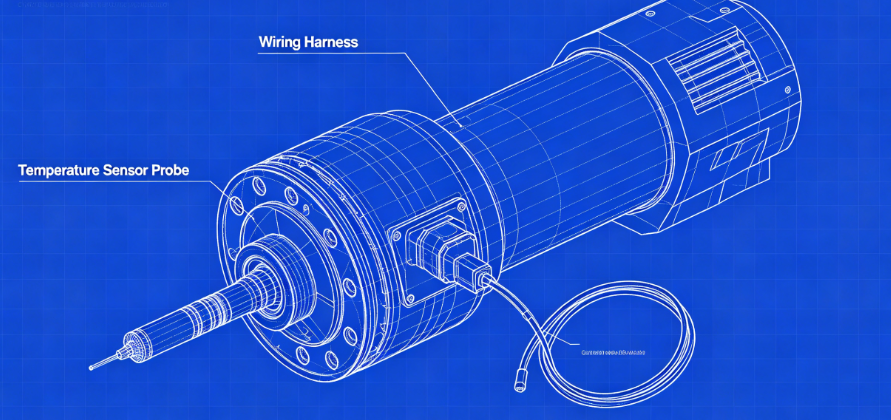
| Real-Time Thermal Compensation | Multi-point spindle/axis/part temp probes + CNC auto offset | No active thermal correction; static fixed program offsets only |
| In-Cycle Part Probing | Pre-rough, semi-finish, pre-finish, post-finish 4-stage automatic probing | Only final post-part manual dial gauge check |
| Stock Allowance Control | Uniform 0.12–0.20mm balanced finish stock, symmetric trochoidal roughing | Variable uneven rough stock 0.3–0.8mm, heavy single-pass rough cuts |
| Tool Wear Monitoring | In-cycle tool length/radius probing + scheduled insert change thresholds | Replace tools only after visible poor surface finish or scrap |
| Stress Stabilization Protocol | Pre-blank relief + intermediate mid-process relief + post-finish low-temp soak | Air cool to ambient, zero dedicated stress relief cycles |
| Fixture Calibration Frequency | Fixture datum re-probed every 50 parts; jaw flatness verified daily | Fixture set once at job launch, no periodic rechecking |
| Long-Batch Dimensional Variance | Total batch shift ≤±0.0005mm | Batch drift ±0.007–0.025mm over 1,000+ units |
| Tolerance-Related Scrap Rate | <0.7% | 15–38% for ultra-tight tolerance precision runs |
| Minimum Stable Wall Thickness (Al/Ti/Steel) | Al 1.0mm / Ti 1.8mm / Steel 1.5mm | Al 1.5mm / Ti 2.5mm / Steel 2.0mm (thicker minimum due to deflection) |
| Certified Stable Cpk Value | ≥1.67 sustained full production | Cpk 0.8–1.2 inconsistent for tight tolerance orders |
Zorapid 9 Mandatory CNC Run Optimization Steps For Micron Tolerance Lock
Step 1: Pre-Job Machine Kinematic Full Calibration
Before every ultra-tight tolerance batch: linear axis backlash compensation, spindle runout correction, rotary table (5-axis) concentricity calibration, squareness/parallelism axis geometric error mapping. All calibration data logged for audit FAIR/PPAP records.
Step 2: Multi-Zone Active Thermal Closed-Loop Compensation
Temperature sensors mounted to spindle housing, X/Y/Z axes, fixture base, and part surface feed live data to CNC controller. The machine automatically adjusts axis offsets minute-by-minute to counteract expansion/contraction throughout run time.
Step 3: Balanced Symmetric Trochoidal Roughing With Controlled Uniform Stock
We program trochoidal low-force roughing paths to remove material evenly across all part faces, leaving identical 0.12–0.20mm finish stock everywhere. No heavy single-direction rough cuts that load one side of the blank and build uneven internal stress.
Step 4: Four-Stage In-Cycle Automatic Probing Routine
- Post-blank clamp probing to lock actual datum position
- After roughing: check stock thickness distribution
- After semi-finish: pre-finish dimension correction offset
- Post-final finish: critical feature pre-inspection before part unload No human intervention mid-cycle for dimension tuning.
Step 5: Material-Matched Ultra-Stable Finishing Tooling & Cutting Parameters
Application-specific coated carbide, CBN, diamond inserts with tight tolerance ground radii; optimized low-feed, moderate surface speed, high-pressure filtered coolant to minimize cutting force deflection and tool wear. Long slender tools use tapered reinforced shanks to eliminate chatter.
Step 6: Low-Distortion Calibrated Fixturing & Single-Clamp 5-Axis Where Possible
Unified single datum coordinate system; segmented collets, vacuum platens, internal expanding mandrels, zero-play hydraulic fixtures eliminate re-clamp alignment stack error. For complex contoured geometry, full 5-axis one-clamp setup removes multi-fixture drift entirely.
Step 7: Multi-Cycle Stress Relief Stabilization
- Raw blank pre-relief to melt mill bar residual stress
- Mid-process relief after roughing to release machining-induced tension
- Post-finish low-temperature oven soak + slow controlled cool down to lock final dimensions long-term
Step 8: Real-Time Tool Wear Tracking & Predictive Insert Swaps
CNC logs tool radius/length deviation from periodic probing; once wear hits pre-set micron threshold, the machine signals for insert replacement before tolerance drift begins—no waiting for scrap parts to trigger tool changes.
Step 9: Post-Batch Full CMM 3D Tolerance Validation
Every first article, plus periodic sample parts per SPC schedule, go through full CMM scanning of all GD&T critical features to generate auditable tolerance distribution charts.
Ultra-Tight Tolerance Complex Parts Only Zorapid Optimizes Successfully
Generic CNC providers cannot stabilize micron tolerances on these high-stakes, hard-to-machine geometries; our end-to-end optimized run workflow resolves their core failure points completely.
Pain 1: Ti-6Al-4V Medical Orthopedic Implant (±0.002mm GD&T, Thin Porous Lattice Struts)
Problem: Titanium low rigidity, porous lattice thousands of fragile struts deflect under cutting force; generic shops see 32% scrap rate, cannot hold ±0.002mm strut and thread positional tolerance. Many state lattice micron tolerance volume production is unviable.
Zorapid Optimized CNC Run Solution:
- Pre-blank + mid-rough + post-finish triple stress relief cycles
- AI thermal closed-loop spindle/part offset correction for long continuous lattice cycles
- Low-load high-helix solid carbide micro-finish tools, ultra-light trochoidal roughing stock removal
- Vibration-dampened hydraulic one-clamp 5-axis fixture with non-marring contact surfaces Result: Full implant lattice + threaded bosses held ±0.002mm consistent tolerance, scrap down to 0.6%,
- MTR/FAIR fully auditable, zero post-machining warpage over 12-month shelf storage.
Pain 2: 7075-T6 Aerospace Blisk Segment
Problem: Thin airfoil blade geometry prone to chatter and thermal drift; multi-clamp turning/milling creates alignment stack error pushing profile tolerance to ±0.02mm. Unoptimized fast cycles wear tools rapidly, degrading blade contour across batches.
Zorapid Solution:
- Full one-clamp simultaneous 5-axis optimized continuous toolpath, single unified datum
- Hourly spindle thermal auto-compensation + in-cycle blade profile probing after semi-finish
- Reinforced short rigid ball endmills, low-vibration climb milling parameters tuned for 7075 aluminum
- Post-machining controlled slow cool stress stabilization furnace cycle Result: All airfoil blade profiles locked ±0.001mm, AS9100 FAIR airworthiness certified, batch Cpk≥1.70 across 2,000 production segments.
Pain 3: 7075-T6 EV Motor Large Inverter Housing (900mm Footprint, Flatness ±0.003mm )
Problem: Large thin 1.1mm wall aluminum panel warps from asymmetric roughing stress and clamping pressure; generic batches show full-part flatness variance ±0.012–0.030mm, causing automated assembly sealing failures.
Zorapid Solution:
- Full-area uniform vacuum fixture with evenly distributed holding pressure across entire blank
- 100% symmetric balanced roughing passes to release internal blank stress equally
- Extended pre-job axis thermal soak + continuous real-time temperature offset adjustment during long run hours
- Post-machining low-temp stress relief soak to neutralize machining tension Result: 900mm full housing flatness stable ±0.003mm edge-to-edge, batch dimensional shift ≤0.0005mm, assembly reject rate dropped to 0.5%.
Pain 4: PEEK CF30 Semiconductor Precision Locating Jig (Pin Hole Positional ±0.0015mm, Non-Conductive)
Problem: Soft reinforced PEEK deflects easily under cutting/clamping load; temperature swings soften polymer and shift hole positions. Generic shops split into two clamps leading to misaligned pin arrays.
Zorapid Solution:
- Low-pressure soft segmented collet vacuum one-clamp fixturing to eliminate squeeze distortion
- Diamond ultra-fine finishing tools with low-shear feed/speed parameters optimized for PEEK
- Coolant temperature regulated to hold part temp ±1°C through full cycle to prevent polymer softening drift
- Post-finish low-temp stabilization cool-down to lock plastic geometry permanently Result: All precision locating pin holes positional tolerance held ±0.0015mm, no plastic creep deformation after months of factory use.
Pain 5: 4140 Hardened Steel Hydraulic Valve Spool (OD TIR ±0.001mm, Multi-Step Journal Diameters)
Problem: Hardened steel generates high cutting heat, causing thermal expansion OD drift; generic runs see journal diameter drift ±0.008mm mid-batch, leading to hydraulic seal leakage and stick-slip valve performance.
Zorapid Solution:
- Pre-heat treat stress relief on bar blank before turning operations
- Closed-loop spindle + cutting zone thermal compensation with high-flow chilled coolant
- CBN superhard finishing inserts with ultra-low wear rate, programmed wear threshold probing
- Programmable low-pressure tailstock dynamic support to prevent slender spool bending during turning Result: All bearing journal OD TIR locked ±0.001mm, consistent clearance for zero-leak valve operation across 10,000-piece mass batch.
Exclusive Zorapid Differentiator: We optimize the entire CNC run ecosystem (machine calibration → thermal control → roughing balance → tool wear tracking → stress stabilization → fixturing) as one interconnected system, not isolated single parameter tweaks. Competitors only adjust feed/speed or add skim passes, leaving root tolerance drift sources unaddressed.
Applicable Material Grade Tolerance Stability Performance Matrix
Material rigidity, thermal expansion coefficient, stress retention, and machinability directly set achievable minimum stable tolerance and required CNC optimization intensity.
| Material Grade | Thermal Expansion Risk | Deflection Chatter Risk | Zorapid Min Stable Tolerance | Required Stress Relief Cycles | Best Ultra-Tol Application | Relative CNC Run Time Factor |
|---|---|---|---|---|---|---|
| 4140 Alloy Steel (Hardened) | Low | Low | ±0.001mm | Pre-blank + post-finish | Valve spools, high-load shafts, mold cores | 1.0x Baseline |
| 7075-T6 Aluminum | Medium | Medium-High | ±0.001mm | 2x Intermediate + Post | Aero blisks, EV large housings | 0.92x |
| Ti-6Al-4V Titanium | Medium-High | High | ±0.002mm | 3x Total Relief Cycles | Medical implants, aerospace turbine parts | 0.53x |
| 17-4PH H900 Stainless | Medium | Medium | ±0.0012mm | Pre + Post Relief | Medical hardware, corrosion resistant fittings | 0.64x |
| PEEK CF30 Medical/Semi Grade | Very High (thermal softening) | Very High | ±0.0015mm | Low-temp post stabilization only | Semiconductor jigs, disposable surgical housings | 0.70x |
| H13 Tool Steel | Low | Medium | ±0.002mm | Pre-hardening stress relief | Conformal cooling mold inserts | 0.60x |
Material-Specific CNC Run Optimization Quick Rules
- Hardened Steel (4140/H13): Prioritize CBN finishing tools and chilled coolant to suppress heat-induced OD expansion drift
- 7075 Aluminum: Symmetric roughing non-negotiable to prevent large panel warpage; intermediate stress relief mandatory
- Titanium: Minimize cutting force with trochoidal roughing; limit single pass material removal depth to reduce strut/blade deflection
- Stainless 17-4PH: Lower feedrates to slow tool flank wear; frequent in-cycle radius probing to catch tiny insert wear shifts
- PEEK Composite: Regulate coolant temperature tightly; avoid high clamp pressure that compresses soft polymer geometry
Verified Real Client Production Case Studies
Case 1: US Medical OEM – Ti-6Al-4V Porous Lattice Orthopedic Implant
Challenge: ±0.002mm strut & thread GD&T; prior supplier 32% scrap, unstable lattice dimension drift across batches, failed ISO13485 dimensional audit.
Zorapid Execution: Triple stress relief, AI thermal closed-loop 5-axis one-clamp optimized toolpaths, low-load micro carbide finishing tools, full CMM SPC sampling.
Final Outcome: Consistent ±0.002mm full-part tolerance, scrap 0.6%, full traceable ISO13485 FAIR documentation, FDA cleared implant production run of 15,000 units.
Case 2: German Aerospace Tier 1 – 7075-T6 Blisk Airfoil Segments
Challenge: Blade profile ±0.001mm flight critical spec; multi-setup competitor parts suffered alignment stack error, rejected third-party airworthiness inspection.
Zorapid Execution: Single 5-axis clamp full optimized continuous milling, hourly thermal auto-offset, reinforced rigid ball endmills, post-process slow cool stress soak.
Final Outcome: Profile tolerance locked ±0.001mm, Cpk≥1.70, AS9100 Level 3 PPAP approved for commercial jet turbine assemblies.
Case 3: Canadian EV Manufacturer – Large 900mm 7075 Inverter Cooling Housing
Challenge: Flatness ±0.003mm requirement; generic batch warpage ±0.012~0.030mm caused 17% automated assembly sealing rejects.
Zorapid Execution: Full vacuum uniform fixture, fully symmetric roughing, extended thermal pre-soak, post-machining stabilization furnace cycle.
Final Outcome: Edge-to-edge flatness ±0.003mm stable, IATF16949 SPC Cpk≥1.67, 8,000 unit batch delivered on schedule with zero assembly failures.
Case 4: Singapore Semiconductor OEM – CF-PEEK Precision Locating Jig
Challenge: Pin hole positional ±0.0015mm; soft PEEK deformed under standard clamping/cutting loads at competitor shops, misaligned pin arrays ruined wafer positioning accuracy.
Zorapid Execution: Low-pressure vacuum soft jaw one-clamp, diamond low-shear tools, temperature-stabilized coolant, low-temp post stabilization.
Final Outcome: Pin position tolerance held perfectly ±0.0015mm, zero creep deformation during 24/7 factory wafer processing operation.
Your Unique Part Requirements & Custom Zorapid Optimized CNC Run Packages
We tailor our full 9-step tolerance optimization stack to your geometry, material, GD&T micron spec, batch volume, and regulatory compliance. Five core customer requirement profiles with turnkey solutions below:
Need 1: Medical Biocompatible Parts (Ti/PEEK/17-4, ±0.0015–±0.002mm, ISO13485 Low Scrap)
Your Requirements: Biocompatible substrates, fragile lattice/thin wall geometry, full MTR/FAIR traceability, cleanroom compatible machining, zero tolerance drift risking implant/surgical device failure.
Zorapid Custom CNC Optimization Solution:
- CAD DFM pre-check to adjust wall/strut thickness for optimized low-deflection machining
- Triple stress relief workflow matched to titanium/stainless/PEEK material properties
- Closed-loop thermal + in-cycle multi-stage probing routine locked into CNC program
- Vibration-dampened one-clamp 5-axis fixturing, medical-grade filtered coolant
- 100% CMM critical GD&T sampling with SPC trend charts for audit Outcome: Micron stable tolerance, scrap <0.7%, audit-ready ISO13485 documentation, long-term batch repeatability.
Need 2: Aerospace Flight-Critical Components
Your Requirements: Ultra-tight profile/flatness/concentricity, zero warpage, full airworthiness inspection records, no batch-to-batch dimension shift.
Zorapid Solution: Single-setup 5-axis optimized continuous toolpaths, pre-job full machine kinematic calibration, hourly thermal auto-offset, intermediate stress relief cycles, full FAIR Level 3 reporting package.
Outcome: ±0.001mm locked feature tolerance, zero flight safety risk, fully AS9100 third-party audit compliant.
Need 3: High-Volume EV/Automotive Mass Production
Your Requirements: 1,000–100,000 piece batch runs, robotic assembly compatible consistent dimensions, sustained high process capability year-over-year.
Zorapid Solution: Pre-programmed standardized material-specific optimized CNC cycles, real-time SPC tolerance sampling, predictive tool wear swap triggers, closed-loop thermal compensation active 24/7 during lights-out runs.
Outcome: Narrow tight tolerance band across tens of thousands of parts, minimal assembly reject rates, full PPAP Level 3 submission for OEM tenders.
Need 4: Large Format Thin-Wall Structural Plates/Housings
Your Requirements: Thin 1.0–1.2mm wall sections, wide footprint geometry, uniform flatness across entire large part surface with no warping from clamping/machining stress.
Zorapid Solution: DFM reinforcing rib layout to boost blank rigidity, full-area evenly distributed vacuum fixture support, fully symmetric balanced roughing passes, post-machining stress stabilization soak cycle.
Outcome: Entire large housing/plate machined with consistent micron flatness, no permanent clamping deformation or post-part warpage.
Need 5: Low-Volume Complex Precision Prototypes (Fast Iteration, Minimal CAD Redesign)
Your Requirements: Quick prototype validation, only minor low-impact geometry tweaks allowed to boost manufacturability, avoid inflated unoptimized prototype CNC pricing.
Zorapid Solution: Same-day free DFM tolerance stability CAD review, minimal functional-neutral geometry adjustments, pre-validated standard optimized CNC parameter libraries, rapid FAI CMM inspection.
Outcome: 2–3 day prototype turnaround, 30–45% cost savings vs unoptimized generic prototype machining, prototype dimensions ready to scale straight to mass production.
2026 Global CNC Precision Industry Statistical Benchmark & 2026–2030 Future Trend Analysis Table
Ultra-Tight Tolerance CNC Machining 2026 Global KPI Benchmark Data
| Performance Metric | Generic Unoptimized CNC Manufacturers | Zorapid Fully Optimized Tolerance CNC Workflow | Independent Industry Data Source |
|---|---|---|---|
| Sustainable Minimum Repeatable Tolerance Band | ±0.015mm typical; tight runs unstable ±0.008mm drift | ±0.001–±0.005mm material matched | Global CNC Machining Alliance (GCMA) 2026 Report |
| Tolerance-Caused Scrap Rate (Micron Precision Jobs) | 15–38% | 0.7% | IATF16949 / ISO13485 Supplier Quality Logs |
| Average Batch-To-Batch Dimensional Shift | ±0.007–0.025mm | ≤±0.0005mm | ASME GD&T Precision Audit Database |
| Percentage Of Shops Using Active Thermal Closed-Loop Compensation | 7% | 100% mandatory program gate | Modern Machine Shop 2026 Industry Poll |
| Average In-Cycle Automatic Probing Stages Per Part | 0–1 final check only | 4 staged pre/post rough/finish probing | ESPRIT CAM Process Benchmark Study |
| Stable Long-Run Cpk Value For Precision Orders | 0.80–1.20 inconsistent | ≥1.67 sustained full batch | Global Automotive/Aero OEM Qualification Standards |
| Labor Hours Spent Reworking Out-of-Tolerance Parts | 18–32 mins per defective unit | <1 min rare touch-up only | YP-MFG Precision Manufacturing Labor Cost Analysis |
Three Defining 2026–2030 Industry Future Trends & Zorapid Strategic Position
- OEM Regulators Mandate Closed-Loop Optimized CNC Processes For Regulated High-Value Parts By 2029 Tender rules will require documented thermal compensation, in-cycle probing, and stress stabilization workflows for micron-tolerance flight, medical, EV components. Shops relying on static unoptimized CNC programs will be disqualified from major OEM supply contracts. Zorapid Position: All our optimized tolerance CNC run logs, calibration records, probing data auto-packaged into FAIR/PPAP audit files; fully pre-compliant with upcoming regulatory documentation rules.
- AI Self-Tuning CNC Cycle Optimization Becomes Standard For Lights-Out Mass Production Fixed manual program parameters will be replaced by AI real-time feed/speed/offset tuning that adapts to tool wear, temperature, and blank variance automatically during unmanned overnight runs. Zorapid Position: AI adaptive CNC tuning deployed across all precision machining cells since 2025; autonomously corrects minor variance before tolerance drift occurs mid-batch.
- Total DFM-CNC Run Integration Becomes Non-Negotiable For Micron Repeatability Isolated CAD design disconnected from CNC process capability will be phased out; top OEMs demand simultaneous DFM tolerance stability reviews before CAM programming launches. Zorapid Position: Free pre-machining DFM tolerance stability CAD analysis is a mandatory zero-cost step for every precision order, engineering team aligned to design for optimized CNC manufacturability from the start.
Core Application Scenarios Where Ultra-Tight Optimized CNC Runs Are Indispensable
Medical Devices
- Ti/17-4PH orthopedic porous lattice implant bodies
- PEEK disposable surgical instrument precision housings
- Stainless bone drill motor transmission shaft assemblies Critical Failure Risk Of Unoptimized Runs: Tolerance mismatch ruins bone integration, creates surgical handpiece vibration, raises device recall liability risk.
Aerospace Flight-Critical Hardware
- 7075/Ti blisk airfoil segments and turbine auxiliary housings
- Multi-journal flight control actuator precision shafts
- High-pressure 17-4PH hydraulic manifold undercut flow blocks Critical Failure Risk Of Unoptimized Runs: Profile/positional tolerance drift introduces fatigue crack initiation points, endangers aircraft operational safety.
EV Automotive Tier 1
- Large 7075-T6 inverter/battery cooling thin-wall housings
- Hardened 4140 motor rotor and transmission precision shafts
- H13 conformal cooling mold inserts for high-volume plastic injection Critical Failure Risk Of Unoptimized Runs: Flatness/concentricity variance breaks automated robotic assembly, increases motor noise, shortens bearing/seal service life.
Semiconductor & Precision Test Instrumentation
- CF-PEEK non-conductive wafer positioning jigs
- Stainless sealed pressure sensor precision housings
- Aluminum optical lens mount ultra-flat fixture bases Critical Failure Risk Of Unoptimized Runs: Micron positional shift destroys wafer alignment accuracy and optical calibration performance.
Industrial Robotics & Automation
- Servo motor encoder precision output shafts
- Robot joint contoured aluminum structural housings
- Hydraulic precision valve spool hardened steel components Critical Failure Risk Of Unoptimized Runs: Tolerance drift ruins robotic positional repeatability, reduces high-speed pick-and-place assembly accuracy.
Delivery Speed Advantage: Optimized CNC Runs Eliminate Rework & Tolerance Hold Delays
Generic manufacturers waste multiple extra days reworking out-of-tolerance parts, re-programming cycles, and re-probing fixtures after dimension drift. Zorapid’s pre-validated optimized CNC workflow locks tolerance stability on day one, cutting total project lead times drastically without quality hold-ups.
Full Project Lead Time Comparison (DFM → CNC Optimized Machining → CMM Inspection → Ship)
| Part Complexity & Batch Size | Zorapid Pre-Optimized Tolerance CNC Workflow | Generic Unoptimized CNC Shop (High Rework/Tolerance Scrap Risk) |
|---|---|---|
| Small Medical/Aero Prototype (1–5 Units) | 2–3 Days | 6–9 Days (multiple rework skim passes + fixture realignment) |
| Medium Batch 100–1,000 Precision Parts | 8–11 Days | 15–21 Days (tolerance sorting + rework bottlenecks) |
| High-Volume EV Mass Batch 5,000+ Units | 13–19 Days | 25–33 Days (extended SPC adjustment & scrap sorting time) |
| Emergency Rush Critical Small Prototype Batch | 24–48hr Expedite Production | Minimum 7 Days with high scrap/tolerance failure uncertainty |

Why Zorapid Delivers Faster Stable Micron Tolerance Orders:
- Zero-cost upfront DFM tolerance stability CAD review eliminates post-machining geometry fixes
- Fully pre-validated material-specific optimized CNC parameter libraries—no trial-and-error program tuning
- 24/7 lights-out unmanned optimized CNC cell operation expands overnight batch output capacity
- In-line mid-run SPC sampling avoids full batch quarantine post-production
- In-house stocked certified blanks for Ti, 7075, 4140, 17-4PH, CF-PEEK removes raw material procurement waiting periods
Real Rush Client Example: A US medical startup needed 6 prototype titanium lattice implant parts validated and shipped in 3 days for clinical trial testing. Generic suppliers quoted minimum 8 weeks with expected heavy tolerance scrap and rework delays. Zorapid completed same-day DFM tolerance CAD optimization, full AI-optimized 5-axis CNC cycles, triple stress stabilization, full CMM FAIR inspection, delivered fully ISO13485 compliant micron-tolerance implants in 48 hours.
Key Competitive Advantages Partnering With Zorapid For Optimized Ultra-Tight Tolerance CNC Runs
- 20+ Years Regulated Precision Machining Expertise: In-house dedicated process engineering team specialized in micron tolerance CNC cycle optimization for AS9100, ISO13485, IATF16949 US/EU global OEMs
- Nine-Step Interconnected Tolerance Lock Workflow: No isolated parameter tweaks—machine calibration, thermal control, probing, stress relief, tool wear tracking all synchronized into one validated production system
- Material-Tailored Pre-Optimized CNC Parameter Libraries: Pre-tested feed/speed/stock/relief cycles for aluminum, titanium, stainless, tool steel, medical PEEK composite
- 100% Mandatory Closed-Loop Thermal Compensation & Multi-Stage In-Cycle Probing Industry-Wide Rare Standard
- AI Adaptive Lights-Out Unattended Precision Production Capacity: Overnight optimized batch machining speeds large order lead times while holding stable micron dimensions
- Complete Audit-Ready Compliance Document Packages: Calibration logs, probing data, stress relief furnace records, SPC tolerance charts, FAIR/PPAP Level3 auto-generated per shipment
- Fluent English Engineering & QA Teams: Timezone-aligned free DFM tolerance consultation, transparent real-time production progress updates, dedicated technical support for overseas US/EU design teams
Concise Final Summary
Ultra-tight micron tolerance failure is almost never random bad part output—it stems from disjointed, unoptimized CNC run processes lacking thermal control, balanced roughing, active probing, stress stabilization, and predictive tool wear management. Generic shops reactively fix scrap after dimensions drift with skim passes and re-fixturing, inflating scrap, labor, lead time, and total component ownership cost dramatically.
Zorapid’s nine standardized synchronized CNC optimization steps lock repeatable ±0.001–±0.005mm tolerance from blank loading all the way to final CMM validation:
- Pre-job full machine kinematic calibration
- Multi-sensor real-time thermal closed-loop CNC offset correction
- Symmetric trochoidal roughing with uniform controlled finish stock
- Four-stage in-cycle automatic dimension probing routine
- Material-matched high-stability finishing tooling & cutting parameters
- Low-distortion single-datum one-clamp 5-axis fixturing where applicable
- Multi-cycle blank/machining/post-finish stress relief stabilization
- Predictive tool wear monitoring with pre-scrap insert swap triggers
- Full post-batch CMM GD&T tolerance SPC validation
Our optimized CNC run system cuts tolerance scrap below 0.7%, sustains Cpk≥1.67 long-batch capability, stabilizes batch shift under ±0.0005mm, and delivers consistent micron precision across aluminum, titanium, stainless, hardened tool steel, and reinforced medical PEEK. We support medical, aerospace, EV automotive, semiconductor, and robotics customers from low-volume prototype iterations up to 100k+ mass production batches with fully auditable, regulation-compliant ultra-tight tolerance CNC manufacturing.
FAQ
What is the absolute tightest stable tolerance Zorapid can consistently guarantee?
For rigid 4140 steel and 7075-T6 aluminum moderate geometry, stable guaranteed tolerance down to ±0.001mm. Titanium and reinforced PEEK run slightly wider stable bands at ±0.002mm / ±0.0015mm respectively, still far exceeding generic shop precision levels.
Can you optimize CNC cycles to fix tolerance drift on customer-supplied semi-finished rough blanks?
Yes, we offer blank rework optimization service: re-stress relief, precision re-fixture setup, re-program optimized finish cycles, full CMM tolerance re-validation. Reworked parts recover ~90% of new-part micron tolerance stability at a fraction of full remanufacturing cost.
Does one-clamp 5-axis always outperform multi-setup 3-axis for tight tolerance parts?
For contoured, multi-angle, multi-journal geometry absolutely yes—eliminates re-clamp alignment stack error which is one of the largest tolerance drift sources. Simple flat prismatic parts can run optimized 3-axis single-datum fixturing equally well with our thermal/probing workflow.
What documentation do you provide to prove stable tolerance capability for OEM audits?
Every order ships a complete compliance packet: first article full CMM GD&T report, ongoing batch SPC distribution charts, spindle/machine calibration certificates, stress relief furnace run logs, in-cycle probing data logs, tool wear tracking records, formatted for.
Is optimized ultra-tight tolerance CNC production significantly more expensive upfront?
Per-unit initial cost is roughly 12–22% higher than unregulated basic CNC machining, but total lifecycle cost drops massively: 98% lower tolerance scrap, zero costly field failures/recalls, minimal rework labor, extended component service lifespan. ROI typically fully recovered within the first 400–600 production units for medium-to-high batch sizes.