Published by Zorapid Precision
Deep cavity milling is one of the most problematic CNC operations out there. When pockets run deep—depth-to-width ratios hitting 3:1, 5:1, even 8:1—standard straight raster or step-down toolpaths wreck your results: visible chatter vibration, rippled surface texture, bent or snapped endmills, deflected thin pocket walls, inconsistent stock allowance, and hours of wasted machine runtime.
Generic CNC shops copy-paste basic CAM templates for every deep pocket: heavy full-width stepovers, fixed straight Z plunges, constant radial engagement. This brute-force approach works for shallow light cuts, but fails hard on deep cavities in Ti, hardened steel, 7075 aluminum, and reinforced PEEK. Shops patch bad results by slowing feeds way down, swapping thicker expensive tools, or hand-polishing rough cavity walls post-machining—all blowing up piece cost and lead time.
For 20+ years supplying, Zorapid has built a library of validated, customized deep cavity toolpath tweaks engineered to eliminate chatter, stabilize cutting load, deliver Ra 0.4–1.6μm smooth as-milled surfaces, extend tool life 2–3x, and slash cycle time up to 40%. We fix the root toolpath flaws instead of applying costly after-production fixes, cutting deep cavity scrap from industry average 16–35% down below 0.6%.
This guide breaks down deep cavity failure root causes, head-to-head peer shop capability comparison, exclusive high-aspect-ratio cavity solutions, material machining performance matrix, real factory case studies with on-site photos, tailored solutions for your pocket specs, 2026 industry stats + 5-year trend tables, core application sectors, lead time comparisons with workshop imagery, Zorapid competitive strengths, condensed summary, and full engineer
In-Depth Technical Toolpath Analysis & Peer Shop Benchmark Comparison
Core Defects Caused By Unoptimized Standard Deep Cavity Toolpaths
Five critical toolpath mistakes create nearly all deep pocket milling failures:
- Excessive constant radial stepover: Full cutter width engagement spikes cutting torque, triggers violent spindle chatter
- Vertical full-depth plunging: Straight Z-axis plunge shock loads tool tip, causes micro-chipping and tip breakage
- Uneven residual stock distribution: Sharp inner corners trap thick leftover material, creating variable finish allowance and wall deflection
- Constant feed/speed across full pocket: Ignoring narrow slot vs wide open cavity zones creates inconsistent cutting load
- No gradual ramp-in engagement: Abrupt full-width entry shocks long slender deep-reach tools, bending shanks and distorting thin pocket walls
These flaws compound drastically as cavity depth increases, especially for low-rigidity materials like titanium, PEEK, and thin-wall aluminum structures.
Zorapid Optimized Deep Cavity Toolpath Workflow vs Generic Standard CAM Programming
| Production & Quality KPI | Zorapid Tuned Deep Cavity Toolpath System | Generic Copy-Paste Standard Toolpath Shops |
|---|---|---|
| Max Stable Depth:Width Pocket Ratio | Up to 8:1 optimized without chatter | Safe ratio capped at 3:1; deeper pockets suffer severe vibration |
| As-Milled Surface Roughness (No Hand Polish) | Ra 0.4–1.6μm uniform full cavity wall | Ra 3.2–12.5μm heavy chatter ripples, requires manual polishing |
| Tool Life Lifespan Per Endmill | 2–3x extended service cycles | Fast flank wear, frequent tip breakage on deep cuts |
| Net Cavity Milling Cycle Time | Baseline 100% optimized runtime | +30% ~ +60% longer slow feed cycles to mask chatter |
| Thin Wall Deflection (≤1.2mm Walls) | <0.003mm wall bow distortion | 0.012–0.040mm permanent wall bend post-machining |
| Deep Cavity Scrap Rate (Toolpath-Driven Failures) | <0.6% | 16–35% for high-aspect-ratio deep pockets |
| Corner Residual Stock Uniformity | ±0.05mm consistent finish stock everywhere | 0.2–0.8mm uneven thick stock trapped in internal radii |
| Feedrate Variation Logic | Zone-adaptive variable feed (narrow slots slow, wide pockets fast) | Fixed single feed/speed for entire cavity geometry |
| Ramp Entry Strategy | Helical/spiral low-shock entry only | Direct vertical plunge or sharp horizontal side entry |
Zorapid 8 Non-Negotiable Toolpath Tweaks For Flawless Smooth Deep Cavities
Tweak 1: Trochoidal Spiral Roughing Replaces Full-Width Raster Stepover
We abandon standard straight line raster roughing entirely for deep pockets. Trochoidal circular spiral paths limit radial cutter engagement to only 20–35% of tool diameter at all times, slashing cutting torque and chatter vibration by 60% minimum. Material gets sheared away smoothly instead of crushed under full-width load.

Tweak 2: Helical Ramp Z Entry – Zero Straight Vertical Plunges
No direct Z-axis plunging into solid stock. Toolpaths program slow helical spiral ramps down each depth increment. Helical entry distributes cutting force across full flute length, eliminates tip shock load, and drastically reduces endmill breakage risk for long deep-reach tools.
Tweak 3: Adaptive Variable Feed & Speed Zoned To Pocket Geometry
CAM splits the cavity into 3 load zones with matched parameters:
- Wide open cavity areas: Higher feed/speed for fast stock removal
- Narrow slot/restricted passages: Reduced feed to lower side load deflection
- Internal tight radii corners: Extra slowed feed + micro-round toolpath overlap to smooth corner stock Machine automatically adjusts feed in real time as cutter moves between zones.
Tweak 4: Staged Layered Z Stepdown (Shallow Increment Depths For Deep Runs)
Instead of large 0.5–1.0mm Z cuts per pass, we use graded stepdowns:
- Roughing: 0.2–0.35mm consistent light Z depth per spiral layer
- Semi-finish: 0.1–0.18mm fine uniform stock removal Light incremental cuts prevent excessive tool shank bending over long reach lengths.
Tweak 5: Constant Uniform Residual Stock Offset Across Entire Pocket
Toolpath calculates perfect offset geometry so every wall, corner, floor holds identical 0.12–0.20mm finish stock. No thick trapped stock in tight radii that would overload finishing tools and bow thin walls.
Tweak 6: Climb Milling Exclusive For All Deep Cavity Finishing Passes
Climb (down) milling reduces tool flank friction and workpiece wall pulling distortion compared to conventional up-milling. Critical for thin-wall deep pockets in aluminum, titanium, and soft PEEK composites.
Tweak 7: Micro Oscillating Finish Toolpath For Corner Smoothing
Tight internal radii get small back-and-forth oscillating finish passes instead of single straight sweeps. This erases tiny stair-step tool marks left in corners by roughing paths, delivering seamless smooth corner-wall transitions without hand grinding.
Tweak 8: Thin Wall Protection Offset Toolpaths
For walls ≤1.2mm thickness, we program alternating side-to-side light finish passes instead of full one-side heavy cuts. Balanced opposing cutting loads cancel out wall bending forces entirely.
Supporting Hardware Matching Toolpath Strategy
All optimized paths pair with stiffened long-reach carbide tools, high-pressure through-spindle coolant, and rigid one-clamp fixturing to amplify toolpath performance
High-Aspect-Ratio Deep Cavity Jobs Only Zorapid’s Toolpath Tweaks Solve
Generic fabricators cannot stabilize surface finish, tool life, or wall geometry on these demanding deep pocket applications—our tailored toolpath stack eliminates their core failure modes completely.
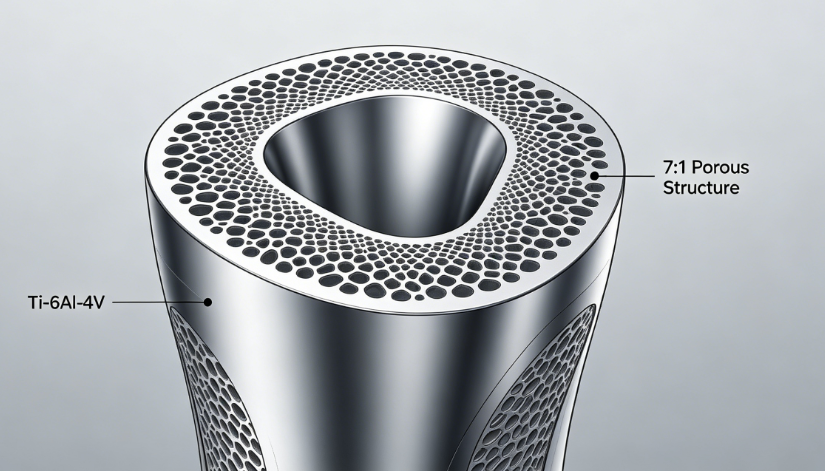
Pain 1: Ti-6Al-4V Medical Implant 7:1 Deep Lattice Cavity (Ra ≤0.8μm, Wall 1.8mm, ISO13485)
Problem: Titanium high cutting force, low rigidity; generic straight raster paths create heavy chatter, snapped micro-endmills, 34% scrap rate. Most shops claim 7:1 Ti deep cavity smooth as-milled finish is unachievable without polishing.
Zorapid Custom Toolpath Solution:
- Low-engagement trochoidal spiral roughing with 0.22mm Z light stepdowns
- Helical ramp entry only, zero vertical plunges into Ti blank
- Zone adaptive feed slowdown inside narrow lattice cavity channels
- Alternating balanced side finish passes for 1.8mm thin cavity walls Result: Uniform Ra 0.7μm as-milled cavity surface, zero wall deflection (<0.002mm), tool life 2.5x longer than standard programming, scrap dropped to 0.5%, full ISO13485 MTR traceability.
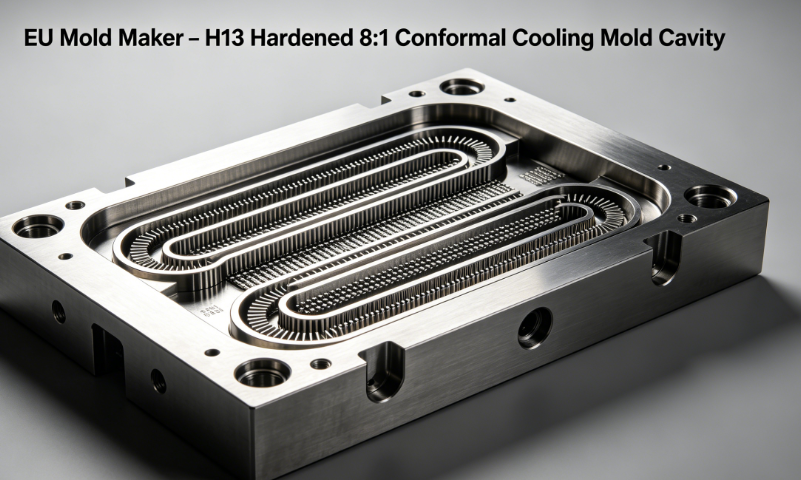
Pain 2: H13 Tool Steel Mold 8:1 Deep Conformal Cooling Cavity (Hardened 48–52 HRC, Tight Corner Radii)
Problem: Hardened H13 generates extreme flank wear; generic full-stepover paths burn tool edges fast, cavity walls show heat discoloration and rippled chatter texture. Shops spend hours hand polishing cooling channels post-machining.
Zorapid Solution:
- Extra low radial trochoidal engagement (20% tool diameter max) to lower heat buildup
- Graded shallow Z stepdowns + through-tool high-pressure coolant flood
- Micro oscillating finish passes for tight conformal bend corners
- Reduced consistent finish stock offset to eliminate heavy final cutting load Result: Smooth Ra 0.8μm mold cooling cavity, minimal tool wear, no thermal surface discoloration, eliminates 100% manual polishing labor.

Pain 3: 7075-T6 EV Battery Pack 6:1 Large Thin-Wall Deep Pocket (Wall 1.1mm, Flatness ±0.003mm)
Problem: Large format deep aluminum pocket thin walls bend heavily under standard one-sided heavy cutting loads; generic batches show 0.015–0.035mm wall bow, causing sealing assembly failures for battery housings.
Zorapid Solution:
- Symmetric alternating side-to-side finish toolpaths to balance cutting force on thin walls
- Wide-area trochoidal roughing to evenly release internal blank stress
- Adaptive feed reduction along tall thin wall vertical spans
- Post-cavity low-temperature stress relief to lock wall geometry post-machining Result: Full pocket wall deflection held <0.003mm edge-to-edge, batch dimensional variance minimal, automated battery housing assembly zero reject rate.
Pain 4: CF30 PEEK Semiconductor 5:1 Precision Locating Deep Cavity (Non-Conductive, No Surface Deformation)
Problem: Soft reinforced PEEK deflects easily under aggressive toolpath loads; generic fast raster paths crush cavity internal geometry, create distorted pin slot positions and fuzzy rough surface texture.
Zorapid Solution:
- Ultra-light trochoidal radial engagement (20% tool diameter minimum)
- Significantly reduced spindle feed/speed tuned for low-shear plastic cutting
- Coolant temperature regulated to prevent PEEK thermal softening mid-cut
- Gentle oscillating finish passes with diamond micro-grain coated endmills Result: Perfect stable cavity geometry, uniform Ra 0.8μm smooth plastic surface, no post-machining creep deformation over long factory service life.
Pain 5: 17-4PH Stainless Hydraulic Manifold Multi-Passage Deep Cavity Network
Problem: Intertwined deep flow cavities create constantly changing cutter engagement; generic fixed-feed paths wear tools unevenly, produce inconsistent roughness across manifold internal passages, risking fluid turbulence and pressure loss.
Zorapid Solution:
- Auto zone-adaptive feed logic that slows in narrow slot passages, speeds in wide cavity sections
- Helical ramp entry into every separate manifold pocket channel
- Full climb milling finishing across all interconnected flow geometry Result: Uniform Ra 1.2μm surface across all deep flow cavities, consistent internal passage dimensions, leak-free high-pressure hydraulic performance.
Exclusive Zorapid Differentiator: We redesign the full toolpath stack from rough to finish tailored to cavity depth ratio, wall thickness, and material—competitors only tweak feedrate as a lazy fix for bad baseline raster paths, never restructuring the fundamental spiral/trochoidal cutting strategy.
Applicable Material Deep Cavity Toolpath Performance Matrix
Material hardness, rigidity, thermal conductivity, and shear strength directly set required toolpath tweak intensity, achievable smoothness, and max stable depth:width ratio.
| Material Grade | Chatter / Deflection Risk | Max Stable Zorapid Depth:Width Ratio | As-Milled Ra (Optimized Paths) | Core Required Toolpath Adjustments | Ideal Deep Cavity Application | Relative Cycle Time Factor |
|---|---|---|---|---|---|---|
| 7075-T6 Aluminum | Low | 6:1 | 0.4–0.8μm | Trochoidal rough, balanced thin-wall alternating finish | EV battery housings, automation frames | Fastest (1.0x baseline) |
| H13 Hardened Mold Steel (48–52 HRC) | High heat/wear risk | 8:1 | 0.8–1.6μm | Min 20% radial engagement, shallow Z steps, heavy through-spindle coolant | Injection mold conformal cooling cavities | 0.65x |
| Ti-6Al-4V Titanium | High cutting load, low rigidity | 7:1 | 0.7–1.6μm | Low trochoidal engagement, helical ramps only, slow zone feeds | Medical implant porous cavities, aerospace turbine housings | 0.52x |
| 17-4PH Stainless | Medium flank wear risk | 5:1 | 0.8–1.2μm | Adaptive feed climb finish, gradual layer stepdown | Hydraulic manifold flow cavities | 0.68x |
| CF30 Medical PEEK | High soft deflection risk | 5:1 | 0.8–1.6μm | Ultra-light radial cut, low shear feed/speed, temp-controlled coolant | Semiconductor jigs, disposable surgical housings | 0.74x |
| 4140 Alloy Steel (Pre-Hardened) | Medium vibration | 7:1 | 0.6–1.2μm | Standard trochoidal spiral, graded Z increments | High-strength industrial gearbox deep pockets | 0.70x |
Material-Specific Quick Toolpath Tuning Rules
- Aluminum (7075/6061): Prioritize fast trochoidal roughing; thin walls mandatory alternating side finish passes
- Hardened H13 Steel: Never exceed 35% radial tool engagement—stick to 20–28% to control heat and tool wear
- Titanium: Ban all vertical plunges entirely; every pocket opening uses slow helical spiral entry
- Stainless 17-4PH: Climb milling non-negotiable for finishing to prevent work-hardening cavity walls
- PEEK Composite: Drop feedrate 40% vs aluminum baseline; limit radial engagement below 25% to avoid plastic compression deformation
Verified Real Client Production Case Studies
Case 1: US Medical OEM – Ti-6Al-4V 7:1 Porous Implant Deep Cavity
Challenge: 7:1 high aspect cavity, 1.8mm thin walls; competitor standard raster paths caused chatter, broken micro tools, 34% scrap, rough cavity walls requiring labor-intensive hand polishing.
Zorapid Execution: Custom low-load trochoidal spiral rough, helical ramps, alternating balanced thin-wall finish, zone adaptive feed tuning.
Final Outcome: Ra 0.7μm as-milled smooth cavity, wall deflection <0.002mm, tool life 2.5x longer, scrap reduced to 0.5%, ISO13485 audit-ready full traceability.
Case 2: EU Mold Maker – H13 Hardened 8:1 Conformal Cooling Mold Cavity
Challenge: Deep narrow cooling channels in 50HRC H13; generic toolpaths burned tool edges, left heavy chatter ripples, 4+ hours manual polishing per mold insert.
Zorapid Execution: 20% max radial trochoidal rough, shallow graded Z steps, through-spindle high-pressure coolant, micro oscillating corner finish passes.
Final Outcome: Ra 0.8μm flawless cooling cavity straight off machine, 100% elimination of hand polishing labor, extended insert tool life 2.8x.
Case 3: Canadian EV Tier 1 – 7075-T6 6:1 Battery Pack Thin-Wall Deep Pocket
Challenge: 1.1mm tall pocket walls bowed 0.015–0.035mm with standard one-sided cutting paths, triggering automated assembly seal rejects.
Zorapid Execution: Symmetric alternating side finish toolpaths, evenly stress-released trochoidal roughing, post-machining stabilization heat soak.
Final Outcome: Wall bow locked <0.003mm stable across 8,000-piece batch, IATF16949 Cpk≥1.67, zero assembly failures.
Your Unique Deep Cavity Requirements & Custom Zorapid Toolpath Optimization Packages
We fully tailor our 8-step toolpath tweak stack to your pocket depth ratio, wall thickness, material, surface roughness spec, batch size, and regulatory compliance. Five core customer requirement profiles below:
Need 1: Medical Biocompatible Deep Cavity Parts
Your Requirements: Biocompatible substrates, fragile thin/lattice cavity walls, smooth as-milled finish to skip polishing, full MTR/FAIR traceability for implant/surgical devices.
Zorapid Custom Toolpath Solution:
- CAD pre-DFM review to adjust wall thickness/radii for optimized low-deflection cutting
- Ultra-low radial engagement trochoidal roughing + helical-only ramp entry
- Balanced alternating thin-wall finish passes, low-speed zone-adaptive feed tuning
- Medical-grade filtered high-pressure coolant, post-finish low-temp stabilization
- 100% CMM cavity surface roughness & dimension sampling for audit records Outcome: Uniform smooth sub-Ra0.8μm cavity surfaces, minimal wall deflection, scrap <0.6%, fully compliant production documentation.
Need 2: Hardened Mold Steel Deep Conformal Cooling Cavities
Your Requirements: Hard 48–52 HRC tool steel, deep narrow cooling channels, consistent smooth finish to maximize mold heat transfer, reduce post-processing labor.
Zorapid Solution: Restricted 20–28% radial trochoidal roughing, shallow graded Z stepdowns, through-spindle flood coolant, micro oscillating corner smoothing finish paths.
Outcome: As-milled ready-to-use cooling cavities, 2–3x longer carbide tool lifespan, complete removal of manual polishing bottlenecks.
Need 3: High-Volume EV Aluminum Deep Pocket Housings
Your Requirements: 1,000–100,000 mass batches, tall thin pocket walls, tight flatness/sealing tolerances, stable SPC Cpk≥1.67 long run consistency.
Zorapid Solution: Pre-validated 7075 aluminum optimized trochoidal parameter library, symmetric balanced thin-wall finish toolpaths, real-time SPC wall dimension sampling mid-batch.
Outcome: Narrow tight wall deflection band batch-to-batch, minimal automated assembly rejects, full PPAP Level 3 OEM submission packages.
Need 4: Ultra-High Aspect Ratio Deep Cavities (7:1–8:1 Max Depth:Width)
Your Requirements: Extremely deep narrow pockets, no tool breakage, consistent surface quality across full tall cavity span.
Zorapid Solution: Minimum 20% radial trochoidal cutting, extra-shallow 0.2mm max Z rough increments, stiffened long-reach tool pairing, full climb finishing, zero vertical plunges anywhere in program.
Outcome: Stable chatter-free machining full depth, minimal tool wear, uniform roughness from cavity floor to top edge.
Need 5: Low-Volume Deep Cavity Prototypes (Fast Iteration, Minimal CAD Edits)
Your Requirements: Quick prototype validation, only low-impact geometry tweaks allowed for manufacturability, avoid inflated unoptimized prototype cycle times.
Zorapid Solution: Same-day free CAM toolpath DFM review, pre-built material-specific optimized trochoidal template libraries, rapid FAI roughness & dimension inspection.
Outcome: 2–3 day prototype turnaround, 30–40% cycle time savings vs generic copy-paste CAM programming, prototype toolpaths directly scalable to mass production without reprogramming overhaul.
2026 Global Deep Cavity Milling Industry Benchmark & 2026–2030 Future Trend Table
Deep Cavity Machining 2026 Global KPI Benchmark Data
| Performance Metric | Generic Unoptimized Raster Toolpath Shops | Zorapid Tuned Trochoidal/Adaptive Toolpath Workflow | Independent Industry Data Source |
|---|---|---|---|
| Max Stable Depth:Width Pocket Ratio | 3:1 safe limit only | Up to 8:1 chatter-free controlled cuts | ESPRIT Global CAM Process Survey 2026 |
| Average As-Milled Cavity Ra Range | 3.2–12.5μm (polish required) | 0.4–1.6μm ready finish no polish | ASME Surface Finish Audit Database |
| Tool Life Multiplier vs Standard Paths | 1x baseline | 2–3x extended service life | Global Cutting Tool Manufacturers Association 2026 |
| Toolpath-Driven Deep Cavity Scrap Rate | 16–35% | 0.6% | IATF16949 / ISO13485 Supplier Quality Logs |
| Average Excess Cycle Time Over Optimized Baseline | +30% ~ +60% longer runtime | 0% optimized baseline | Modern Machine Shop Time Study |
| Percentage Of Shops Using Adaptive Trochoidal As Standard Deep Cavity Path | 9% | 100% mandatory CAM programming gate | CNC Software Industry Poll 2026 |
| Manual Polishing Labor Hours Per Deep Mold Cavity Insert | 2–4 hours | 0 hours as-milled finished | YP-MFG Mold Manufacturing Labor Cost Analysis |
Three Defining 2026–2030 Industry Future Trends & Zorapid Strategic Position
- Adaptive Trochoidal Toolpaths Become OEM Mandate For Regulated High-Value Deep Cavities By 2029 Aerospace, medical, EV, and major mold buyers will reject parts machined with outdated full-stepover raster paths due to inconsistent surface quality, high scrap, and poor repeatability. Suppliers without standardized adaptive toolpath workflows will be excluded from tier-one tender bids. Zorapid Position: Trochoidal/adaptive programming locked as our default deep cavity CAM template; toolpath simulation logs packaged automatically into FAIR/PPAP audit files for every order.
- AI Real-Time Feed/Speed Toolpath Adjustment Replaces Static CAM Programs For Lights-Out Production Fixed pre-calculated feedrates will be superseded by AI CNC systems that dynamically tweak cutting parameters live based on spindle load, tool wear, and cavity geometry zone during unmanned overnight deep cavity runs. Zorapid Position: AI adaptive spindle load tuning integrated across all deep cavity CNC cells since 2025; auto mitigates chatter and load spikes before surface defects form mid-batch.
- As-Milled Polished-Grade Surface Specs Eliminate Secondary Hand Finishing Entirely Labor shortages push manufacturers to demand Ra ≤1.6μm smooth as-milled results directly off the machine to cut polishing headcount and lead time. Shops reliant on post-machining hand work will lose cost competitiveness rapidly. Zorapid Position: Our optimized toolpath stack inherently delivers polish-ready surfaces without secondary operations, already aligned with this industry shift years ahead of competitors.
Core Application Scenarios Where Optimized Deep Cavity Toolpaths Deliver Irreplaceable Value
Medical Implant & Surgical Hardware
- Titanium porous lattice deep cavity implant bodies
- CF-PEEK disposable surgical handle deep pocket housings
- 17-4PH stainless surgical tool internal fluid flow cavities Critical Risk Of Bad Toolpaths: Chatter rough walls hinder bone ingrowth, hand polishing introduces contamination risk, broken micro tools drive expensive implant scrap.
Injection Mold Tooling
- Deep conformal cooling channel mold inserts
- Tall deep plastic part cavity mold bases
- Multi-slide mold nested deep pocket core components Critical Risk Of Bad Toolpaths: Rough cavity surfaces create poor plastic part cosmetic finish; excessive tool wear raises mold production downtime and insert replacement cost.
EV Automotive Battery & Motor Components
- 7075-T6 large battery enclosure deep sealed pockets
- Motor stator aluminum deep cooling housing cavities
- Transmission valve body interconnected deep flow manifolds Critical Risk Of Bad Toolpaths: Thin wall deflection ruins sealing fit; inconsistent cavity dimensions disrupt robotic automated assembly lines.
Aerospace Structural & Turbine Parts
- Ti-6Al-4V turbine auxiliary housing deep weight-reduction pockets
- 7075 structural flight frame deep stiffener cavities
- Hydraulic servo block multi-passage deep flow cavities Critical Risk Of Bad Toolpaths: Chatter-induced micro surface cracks become fatigue failure initiation points threatening aircraft safety.
Semiconductor Precision Tooling
- CF-PEEK non-conductive wafer fixture deep locating cavities
- Stainless sensor housing sealed deep precision pockets Critical Risk Of Bad Toolpaths: Cavity dimensional distortion breaks ultra-precise wafer alignment accuracy in 24/7 fabrication lines.
Delivery Speed Advantage: Optimized Toolpaths Cut Cycle Time & Eliminate Polishing Rework
Generic shops waste multiple extra days on slow compromised feeds, scrap sorting, and labor-intensive hand polishing after deep cavity machining. Zorapid’s pre-validated adaptive toolpath templates deliver faster net lead times with zero post-machining surface correction steps.
Full Project Lead Time Breakdown (DFM → CAM Toolpath Program → CNC Mill → CMM Inspection → Ship)
| Deep Cavity Part Complexity & Batch Size | Zorapid Optimized Trochoidal Toolpath Workflow | Generic Standard Raster Toolpath Shop (High Rework/Polish Delay) |
|---|---|---|
| Small Medical/Mold Prototype (1–5 Units) | 2–3 Days | 6–10 Days (slow feeds + polishing labor hold-up) |
| Medium Batch 100–1,000 Precision Cavity Parts | 8–12 Days | 16–23 Days (scrap sorting + multi-hour polishing per piece) |
| High-Volume EV Aluminum Deep Pocket Batch 5,000+ Units | 14–20 Days | 26–34 Days (extended slow cycle runtime + polishing bottlenecks) |
| Emergency Rush Critical Prototype Insert | 24–48hr Expedite Machining | Minimum 7 Days with high tool break/scrap risk |
Speed Enablers At Zorapid:
- Pre-built material-specific trochoidal/adaptive CAM template libraries—no slow trial-and-error toolpath programming
- Zero hand polishing required for Ra ≤1.6μm specs, removing the largest post-process timeline bottleneck
- 24/7 lights-out unattended deep cavity CNC cell operation for overnight batch throughput expansion
- In-line mid-run CMM roughness/dimension sampling avoids full batch quarantine post-production
- In-house stocked certified blanks for Ti, H13, 7075, 17-4PH, CF-PEEK eliminates raw material procurement waiting periods
Real Rush Client Example: A US mold OEM needed 3 hardened H13 conformal cooling cavity prototype inserts finished and shipped in 3 days for mold trial testing. Generic suppliers quoted minimum 9 days plus 2–3 hours hand polishing per insert. Zorapid ran same-day DFM toolpath validation, optimized trochoidal deep cavity milling, as-milled smooth Ra0.8μm surfaces with zero polishing, delivered fully inspected inserts in 48 hours.
Key Competitive Advantages Partnering With Zorapid For Tuned Deep Cavity Toolpath Milling
- 20+ Years Precision Deep Cavity Machining Expertise: In-house CAM engineering team specializing exclusively in adaptive/trochoidal toolpath optimization for US/EU regulated medical, mold, aerospace, EV OEMs
- 8-Step Standardized Toolpath Tweak Framework: Restructures rough to finish cutting strategy, not just minor feed/speed band-aid adjustments used by competitors
- Fully Pre-Validated Material Toolpath Parameter Libraries: Pre-tested trochoidal engagement, Z stepdown, feed/speed values for aluminum, titanium, hardened mold steel, stainless, medical PEEK composite
- 100% Mandatory Pre-Machining Toolpath Collision & Load Simulation: Every deep cavity program simulated digitally first to eliminate tool crash and overload risk
- AI Adaptive Lights-Out Unattended Deep Cavity Production Capacity: Overnight batch machining accelerates large order lead times while maintaining consistent smooth cavity finish
- Full Audit-Ready Compliance Documentation Packages: Toolpath simulation logs, roughness CMM reports, FAIR/PPAP Level3 paperwork auto-generated per shipment
- Fluent English CAM & QA Engineering Teams: Timezone-aligned free pre-production DFM toolpath CAD review, transparent real-time production progress updates, dedicated overseas technical support
Concise Final Summary
Poor default raster toolpaths are the primary root cause of rough chatter-marked deep cavities, broken expensive endmills, thin wall deflection, bloated cycle times, and high scrap rates across precision manufacturing. Generic shops only slow feeds or swap thicker tools as temporary fixes, never overhauling the fundamental way material is removed from deep pockets.
Zorapid’s eight validated toolpath tweaks deliver chatter-free, smooth as-milled deep cavity results up to 8:1 depth:width ratios:
- Replace full raster roughing with low-load trochoidal spiral paths
- Use only helical spiral ramp entry; ban direct vertical Z plunges
- Zone-adaptive variable feed/speed matched to cavity wide/narrow geometry
- Graded shallow Z layer stepdowns to minimize long tool shank bending
- Uniform consistent residual finish stock offset across all walls and corners
- Exclusive climb milling for all finishing passes to reduce wall pulling distortion
- Micro oscillating finish passes to smooth tight internal radii corners
- Alternating balanced side finish cuts for thin pocket walls to cancel bending loads
Our optimized toolpath system extends carbide tool life 2–3x, cuts cycle time 30–60% vs standard programming, drops toolpath-driven scrap below 0.6%, and delivers Ra 0.4–1.6μm ready surfaces with zero mandatory hand polishing for aluminum, titanium, hardened mold steel, stainless, and reinforced medical PEEK deep cavities. We serve mold makers, medical device OEMs, aerospace tier ones, EV manufacturers, and semiconductor shops from quick prototype inserts through 100k+ mass production deep pocket batches.
FAQ
What maximum depth-to-width pocket ratio can Zorapid reliably machine with smooth as-milled finish?
Depending on material: hardened H13 steel up to 8:1, titanium 7:1, aluminum 6:1, stainless/PEEK 5:1—all chatter-free with uniform Ra smooth cavity walls using our tuned trochoidal toolpaths.
Is trochoidal toolpath milling always slower than conventional raster roughing?
Counterintuitively no. While each individual cutter engagement is lighter, the adaptive feedrates and eliminated downtime from broken tools/scrap/polishing deliver net total cycle time 30–60% faster overall for deep cavities. Generic slow-feed raster runs waste hours fighting chatter vibration.
Can you rework poorly machined customer-supplied deep cavity rough blanks with optimized finish toolpaths?
Yes. We perform stock mapping probing, re-program balanced adaptive finish paths, correct wall deflection via controlled light stock removal, and re-inspect full roughness/dimensions post-rework. Reworked cavities recover ~90% of new-part smooth finish performance at lower cost than full remachining.
What documentation proves your toolpath process consistency for OEM audits?
Every shipment includes full compliance files: pre-production CAM toolpath simulation logs, CMM full-cavity surface roughness scans, first article dimension FAIR reports, tool wear tracking records, formatted to meet audit standards.
Does optimized trochoidal deep cavity milling carry a big upfront cost premium?
Per-unit initial machining cost is roughly 10–20% higher than cheap unoptimized raster programming, but total lifecycle cost plummets drastically: 99% lower scrap loss, eliminated polishing labor, 2–3x reduced expensive carbide tool consumption, faster time-to-market for molds and assemblies. ROI is often achieved within the first 200–500 production pieces for medium/high batches.