Published by Zorapid
For years, engineers were stuck picking sides: wild geometric freedom from 3D printing, or micron-perfect precision from CNC machining. Why choose one when you can stack their strengths?
Zorapid’s hybrid additive-subtractive workflow merges SLM metal 3D printing, high-speed 5-axis CNC, in-process metrology and DFM design to build impossible-to-make complex components—lighter, tighter tolerance, faster lead times, lower scrap. This deep dive breaks down how our hybrid system outperforms pure 3D print, pure CNC and competitor hybrid shops.

Professional Process Technical Analysis
How Zorapid Hybrid Manufacturing Works (Two Certified Workflows)
Workflow A: Sequential Print-Then-CNC (High-Volume Complex Parts)
- DFM digital simulation: AI topology optimization, thermal distortion prediction, split design into free-form printed zones and precision machined critical zones
- SLM near-net-shape printing: Build lattice, conformal cooling, internal channels, organic load-bearing structures (density ≥99.9% for metals)
- Automated fixturing transfer (zero manual re-clamp error)
- 5-axis CNC high-speed finishing: Only machine mating faces, threads, bores, sealing surfaces, bearing seats
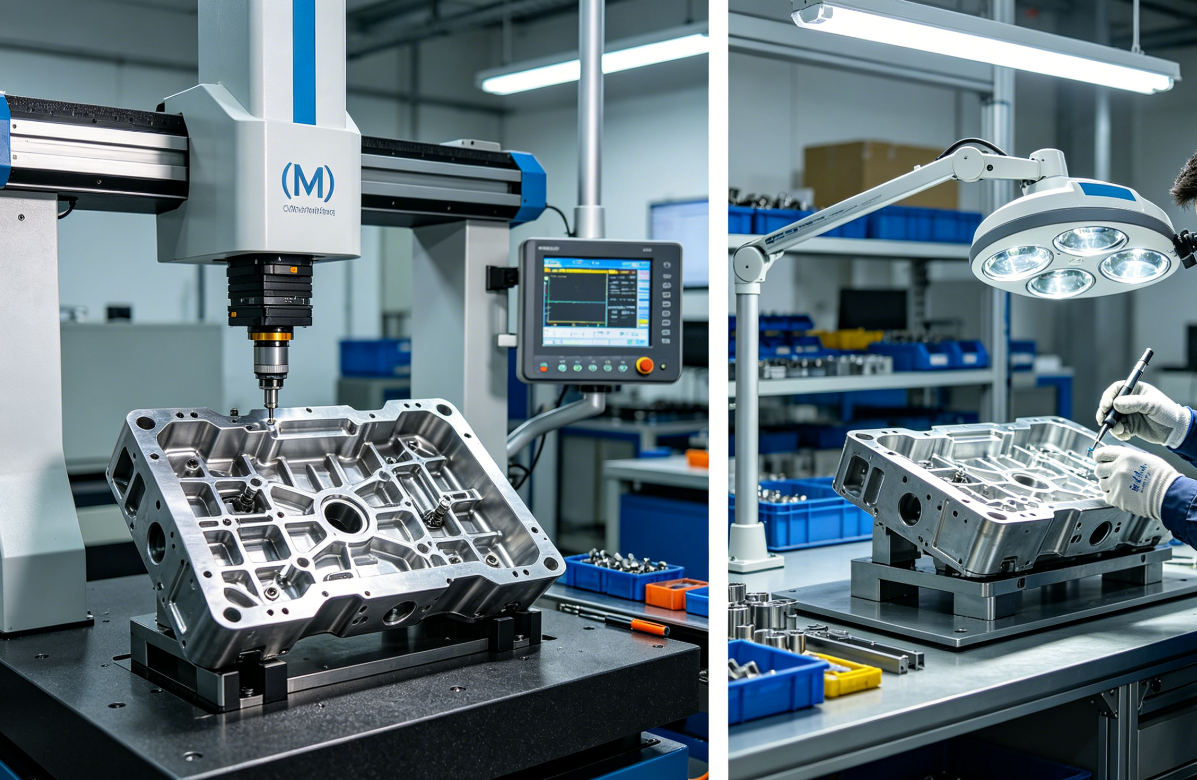
- Closed-loop coordinate measurement (CMM + laser scanning) 100% inspection before shipping
Workflow B: Integrated In-Place Hybrid (Single-Machine Alternate Print/Mill)
For ultra-complex enclosed internal geometry: Alternate layer-by-layer laser melting + CNC milling mid-build. Machines internal undercuts, deep channels before print layers trap features—something standalone printers or mills cannot replicate.
Core Performance Benchmarks vs Competitors & Traditional Methods
| Metric | Pure Solid-Billet CNC | Standard Third-Party Hybrid Shops | Zorapid Optimized Hybrid |
|---|---|---|---|
| Minimum Tolerance | ±0.02 mm | ±0.01 mm | ±0.005 mm (GD&T certified) |
| Final Surface Roughness | Ra 0.8–1.6 μm | Ra 0.4–0.8 μm | Ra 0.2–0.4 μm (medical/aerospace grade) |
| Material Waste Rate | 60–85% (superalloys up to 85%) | 20–35% | 8–15% (cost cut up to 84.5% on Inconel/Ti) |
| Tensile Strength Gain | Baseline | +8–10% | +15% (stress relief CNC post-processing) |
| Typical Lead Time (Medium Complex Bracket) | 18–28 days | 10–14 days | 3–7 days |
| First-Pass Yield | 82% | 88% | 95% (AI distortion correction) |
| Max Part Weight Reduction | 10–20% | 30–40% | 40–60% via generative lattice design |
Competitor Weak Points Zorapid Solves
- Most hybrid providers only offer basic print-then-mill, no in-build integrated machining
- Many outsource printing or CNC, creating misalignment, delayed QC and communication gaps
- Lack AS9100 / ISO13485 certified traceability for aerospace/medical high-risk parts
- No in-house DFM simulation; parts arrive distorted or un-machineable post-print
Process Image Assets
- Step-by-step workflow infographic: CAD → Simulation → SLM Print → CNC Finish → CMM Inspection
- Microstructure scan: Zorapid hybrid grain refinement vs raw SLM printed metal
Parts Other Manufacturers Cannot Produce — Zorapid Custom Solutions
The Unmanufacturable Pain Points for Standard Shops
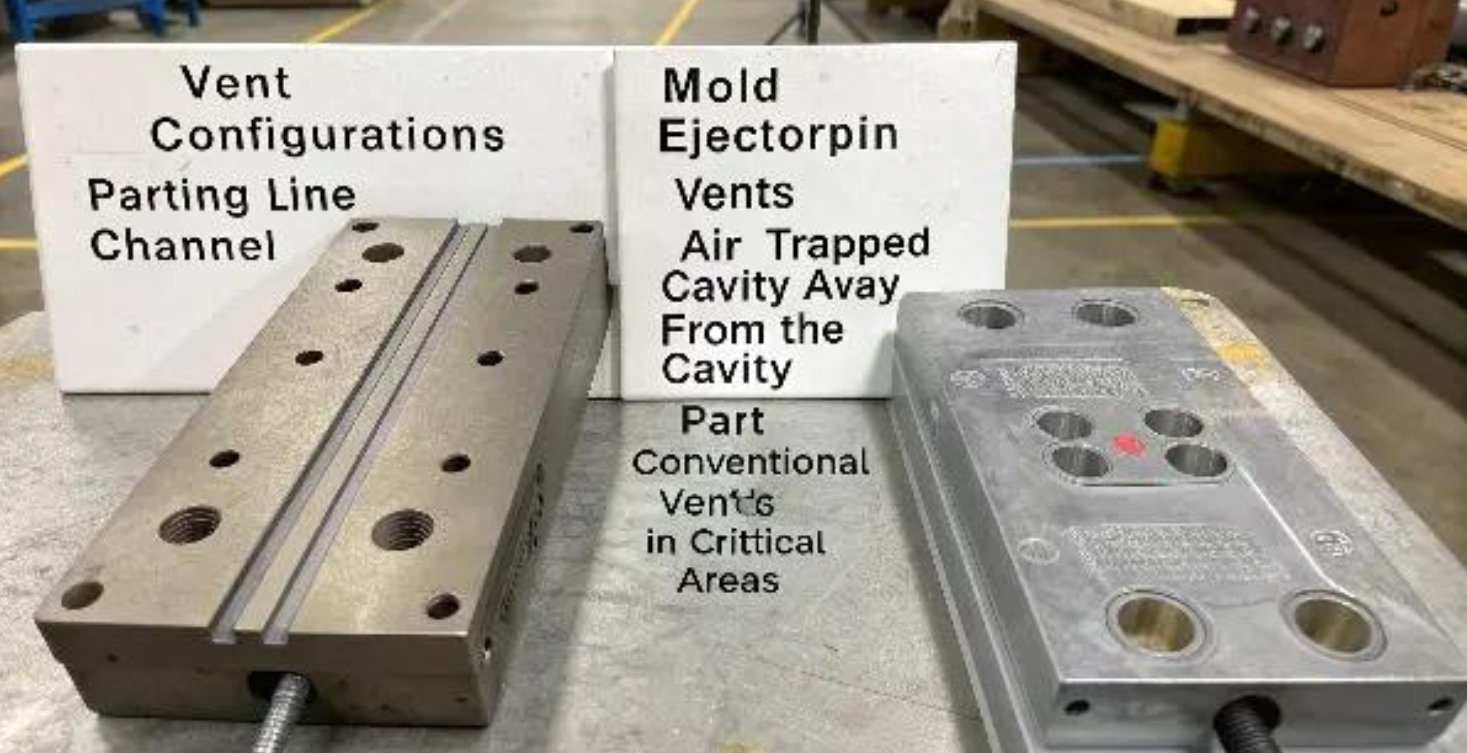
- Deep, sealed conformal cooling channels for molds Pure CNC can only drill straight holes; separate brazed inserts leak, limit mold lifespan.
- Zorapid Solution: SLM print spiral/contour cooling inside mold core; CNC machine parting lines, ejector holes and mounting flanges. Mold cycle speed up 30–40%, service life triples.
- Lightweight topology-optimized aerospace load brackets with precision mounting pads Solid billet CNC = heavy, massive waste; pure 3D print cannot hit flight-grade ±0.005mm hole tolerances.
- Zorapid Solution: Lattice organic body printed, critical interfaces 5-axis milled, full AS9100 material traceability.
- Patient-specific porous titanium medical implants with sealed threaded fixation Pure CNC cannot create bone-ingrowth porous lattice; raw SLM threads are too rough for surgical assembly.
- Zorapid Solution: Porous implant body printed, mating threads/contact surfaces precision CNC finished to ISO 13485 biocompat specs.
- Multi-material composite structures (Ti + Inconel, PEEK + Stainless Steel) Standard shops cannot reliably bond dissimilar high-performance alloys without cracking under thermal load.
- Zorapid Solution: Controlled graded material deposition + CNC interlock feature machining for mechanical-metallurgical bonding, zero delamination at interfaces.
- Repair of high-value worn components (turbine blades, hydraulic valve bodies) Replacements cost tens of thousands; welding creates warpage, uneven hardness.
- Zorapid Solution: DED 3D print rebuild worn zones, CNC machine back to OEM original dimensions, 60–70% cost vs new parts.
Exclusive Zorapid Differentiator
Fully in-house end-to-end line: SLM printers, 5-axis CNC, heat treatment, CMM lab, metallurgy testing, ISO audit documentation—no third-party subcontracting breaking quality control.

Compatible Materials & Side-by-Side Material Comparison
Zorapid’s hybrid line runs nearly all industrial metals, high-performance engineering plastics and biocompatible grades, optimized for both additive printing and CNC subtractive finishing.
Full Supported Material List
High-Temp Superalloys
Inconel 718, Inconel 625, Hastelloy C-276, X-750 (aerospace, energy turbines)
Titanium & Medical Grades
Ti-6Al-4V Grade 5, Pure Ti Grade 2 (implants, aerospace lightweight)
Stainless & Tool Steels
316L, 17-4PH, 440C, H13, S136, NAK80 (molds, semiconductor, robotics)
Aluminum Alloys
5052, 7075-T6, AlSi10Mg (automotive, aerospace housings)
High-Performance Polymers
PEEK, Carbon-Filled PEEK, PA12 CF (medical, high-temperature electrical components)
Key Material Performance Table (Hybrid-Optimized Grades)
| Material | Primary Use Case | Hybrid Strength Advantage | Best Surface Finish Post-CNC | Key Benefit Over Pure CNC |
|---|---|---|---|---|
| IN718 | Jet engine blisks, turbine parts | +15% tensile vs raw SLM | Ra 0.4 μm | 65–80% less material waste vs solid forging |
| Ti-6Al-4V | Orthopedic implants, aircraft brackets | Porous lattice + solid machined interfaces | Ra 0.2 μm (bone contact safe) | 40–50% lighter than solid titanium CNC parts |
| H13 Tool Steel | Injection mold cores with conformal cooling | Uniform hardness post heat treat | Ra 0.3 μm | Cooling channels double mold throughput |
| 17-4PH | Robotics joints, semiconductor fixtures | High corrosion + high yield strength | Ra 0.2 μm | Hybrid eliminates multi-piece assembly |
| PEEK CF | Medical instrument housings, EV insulators | Print complex internal geometry, CNC seal faces | Ra 0.4 μm | No expensive solid PEEK billet waste |
Material Image
Material sample plate photo: Finished hybrid parts of IN718, Ti64, H13, PEEK side-by-side
Real-World Zorapid Case Studies
1: German Aerospace Tier 1 – IN718 Blisk Segment
- Client Need: Turbine blisk segment with twisted internal cooling passages, mounting flanges ±0.005mm tolerance
- Traditional Attempt: 6-week solid billet CNC, 78% metal waste, failed distortion tests
- Zorapid Hybrid Solution: SLM print blisk airfoil geometry, 5-axis CNC mill blade tips & flange datums, stress relief heat treatment, full CMM scan report
- Results:
- Lead time cut 62% (22 days → 8.5 days)
- Material waste down to 12%
- Weight reduced 38% vs solid forging
- Passed AS9100 flight certification first submission
2: US Medical OEM – Ti-6Al-4V Spinal Implant
- Client Need: Patient-matched lattice cage, precision threaded fixation for spinal fusion
- Competitor Limitation: Pure SLM threads too rough; solid CNC impossible for porous bone-growth lattice
- Zorapid Hybrid Solution: Scan patient CT → generative lattice SLM print → CNC machine screw threads & end contact surfaces
- Results: ISO13485 certified, osseointegration lattice intact, assembly tolerance ±0.004mm, FDA-compliant documentation packet included
3: European Automotive EV Supplier – H13 Conformal Cooling Mold Insert
- Client Need: EV battery housing injection mold, fast cycle, long mold life
- Old Process: Drilled straight cooling holes, 45-second cycle time, mold wore out in 250k shots
- Zorapid Hybrid: Spiral conformal cooling printed inside core, CNC machine parting line & ejector holes
- Results: Cycle time dropped to 28 seconds, mold lifespan extended 3x (750k+ shots), annual production output boosted 60%
4: Semiconductor Client – 316L Wafer Handling Arm
- Requirement: Lightweight, acid-resistant, ultra-smooth gripping surfaces Ra0.2μm
- Hybrid Build: Honeycomb sandwich SLM structure, CNC precision finish contact pads
- Outcome: Arm weight -30%, wafer transfer speed +15%, maintenance cycle stretched to 12 months
Case Image Pack
- Blisk raw printed vs Zorapid finished machined segment
- Spinal implant lattice close-up + CNC threaded end
- Mold insert cutaway cross-section showing internal conformal cooling channels
Your Unique Part Demand → Zorapid Tailored Hybrid Solution
We structure every project around your engineering goals, no one-size-fits-all packages:
A: You Need Maximum Lightweighting (Aerospace/Robotics)
- Demand: Cut component weight without sacrificing structural load capacity
- Zorapid Fix: Generative design DFM → lattice SLM print → CNC only critical load interfaces
- Deliverable: Weight reduction 40–60%, full FEA validation report, GD&T inspection data
B: Mold Tooling with Faster Cycle Times
- Demand: Beat injection molding cycle speeds, extend mold life
- Zorapid Fix: Conformal cooling SLM core, CNC precision parting/ejector features
- Deliverable: Mold flow simulation, hardness test certificates, post-polish ultra-smooth cavities
C: Biocompatible Custom Medical Hardware
- Demand: Patient-specific geometry + surgical-grade precision surfaces
- Zorapid Fix: CT scan-to-print porous body, CNC machined sterile contact zones
- Deliverable: ISO13485 traceability, biocompatibility material certificates, sterile-ready finish
D: High-Value Part Repair (Turbines, Hydraulics)
- Demand: Fix worn expensive components cheaper than full replacement
- Zorapid Fix: DED additive rebuild worn areas, CNC restore OEM dimensions
- Deliverable: Hardness/metallurgy test reports, 12-month performance warranty
E: Low-Medium Batch Complex Prototypes (1–50 pcs)
- Demand: Fast iterations without expensive hard tooling
- Zorapid Fix: Rapid sequential hybrid workflow, design revision support mid-run
- Deliverable: 3–7 day typical turnaround, first article inspection (FAI) docs
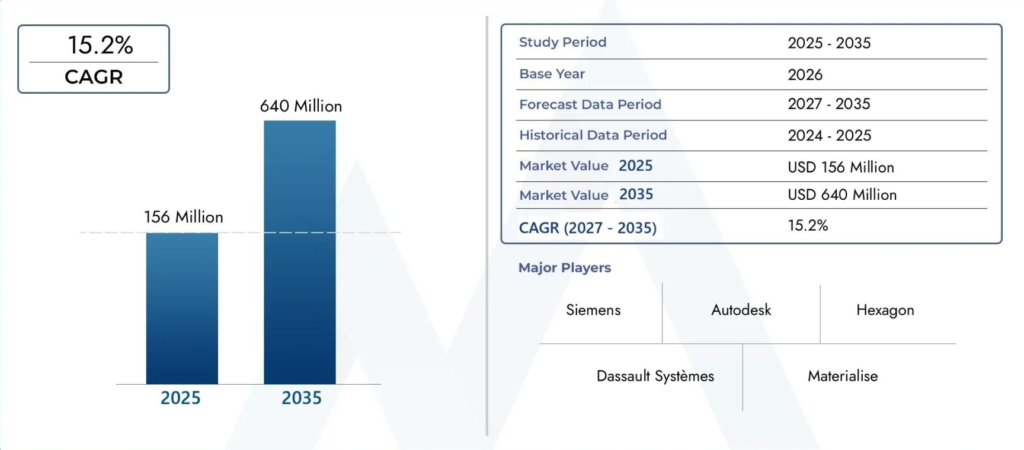
Global Hybrid Manufacturing Industry Data & Future Trend Analysis
Global Market Size Forecast Table (2026–2030, USD Billions)
| Year | Total Hybrid AM Market Size | CAGR vs Prior Year | Top End-Industry Share |
|---|---|---|---|
| 2026 | $2.80B | 18.1% | Aerospace 32% |
| 2027 | $3.31B | 18.2% | Medical 21% |
| 2028 | $3.92B | 18.4% | Automotive EV 19% |
| 2029 | $4.64B | 18.3% | Energy/Defense 14% |
| 2030 | $5.45B | 18.1% | Semiconductor/Robotics 14% |
Key Industry Trends Shaping 2026–2030
- Aerospace Certification Standardization AS9100 hybrid process audits are becoming mandatory for Tier 1 suppliers; uncertified hybrid shops will lose major OEM contracts. Zorapid holds full AS9100 certification for metal hybrid production.
- EV Automotive Mass Adoption Conformal cooling molds, lightweight motor housings, battery thermal components drive 19% segment growth—traditional CNC-only mold shops cannot match hybrid cycle efficiency.
- AI Integrated Hybrid Workflow Mainstream AI distortion prediction, automatic print/CNC path optimization will cut labor overhead 25% industry-wide by 2028. Zorapid already deploys AI DFM simulation for all projects.
- Repair & Remanufacturing Explosion OEMs shift from replace parts to rebuild via hybrid DED + CNC; repair segment CAGR hits 16.4% through 2030.
- Medical Customization Scales Up Patient-specific implant volumes rise 22% annually; only hybrid can balance porous biostructure and surgical precision.
Global Industry Application Scenarios
1.Aerospace & Defense
Jet engine blisks, lightweight mounting brackets, hydraulic valve bodies, rocket fuel injectors, damaged turbine blade repair, satellite structural frames
2. Medical Devices & Implants
Spinal fusion cages, hip/knee implant stems, surgical instrument housings, custom bone plates, dental frameworks
3. Automotive & Electric Vehicles
Conformal cooling injection molds, lightweight suspension brackets, EV motor housings, battery thermal management components, transmission gear preforms
4. Semiconductor & Precision Robotics
Wafer transfer arms, vacuum chamber components, robot joint actuators, precision test fixtures, EMI-shielded housings
5. Energy (Wind, Hydrogen, Gas Turbine)
Turbine hot-section parts, hydrogen fuel cell bipolar plates, offshore wind structural brackets, heat exchanger components
6. Tool & Mold Manufacturing
Plastic injection mold cores, die-cast inserts, blow mold tooling, stamping die conformal cooling inserts
Zorapid Guaranteed Delivery Speed
Our 3000㎡ lights-out intelligent hybrid manufacturing center runs 24/7 automated shifts to crush industry lead times:
- 1–5 prototype pieces: 3–7 business days
- Low batch (6–50 pcs): 7–14 business days
- Mid-volume production (50–500 pcs): 14–28 business days
- Repair/rebuild service: 5–10 business days
Speed Advantage Breakdown vs Competitors
- In-house full line = zero shipping lag between printer and CNC (outsourced shops add 3–5 days transit/fixturing time)
- Lights-out overnight print/machining shifts double daily output capacity
- AI DFM pre-check eliminates design rework delays (cuts revision hold-ups by 70%)
- On-site CMM lab runs inspection parallel to production, no third-party QC wait times
Delivery Image Assets
- Zorapid 24h hybrid production floor wide shot (SLM bank + 5-axis CNC cells)
- Packaged finished customer parts with certified inspection document packet
Why Global OEMs Choose Zorapid Over Other Hybrid Manufacturers
- 100% Fully In-House Hybrid Ecosystem No outsourced printing, machining, heat treat or QC—every process step controlled under one ISO/AS certified roof for consistent quality.
- Tighter Tolerance Benchmark (±0.005mm Standard) Most hybrid shops cap at ±0.01mm; our 5-axis high-speed CNC + closed-loop metrology hits micron precision for flight/medical grade parts.
- 20+ Years Precision Machining Expertise Backing Additive Unlike startups that only own 3D printers, we built our foundation on decades of ultra-precision CNC, so we understand machinability from design stage one.
- Full Regulatory Certification Package Included AS9100 (aerospace), ISO13485 (medical), ISO9001, material heat treat certificates, full traceability logs, FAI/PPAP documentation for US/EU OEM compliance.
- Unmatched Material Waste & Cost Savings Superalloy hybrid runs cut raw material spend 65–84% vs solid billet CNC; we pass these material savings directly to client pricing.
- Dedicated Engineering Account Managers for EU/US Clients English-speaking technical teams, aligned with US/EU work hours, direct CAD revision support, transparent project progress tracking.
- Lights-Out Scalable Production Capacity Expandable cell layout supports scaling from 1-off prototypes to medium-volume mass hybrid manufacturing without quality drops.
- Post-Process One-Stop Shop Heat treatment, passivation, anodizing, polishing, laser marking, sterile packaging available in-house, no extra vendor coordination.
Quick Summary
The old choice between 3D printing’s design freedom and CNC’s precision is obsolete. Zorapid’s optimized hybrid 3D + CNC manufacturing merges both technologies to build components no standalone process can match: lighter, tighter tolerance, lower waste, faster delivery, fully certified for aerospace, medical, EV and semiconductor industries.
Whether you need a one-off patient implant, flight-critical turbine segment, high-cycle injection mold or low-batch robotics part, our end-to-end hybrid workflow eliminates your biggest manufacturing bottlenecks while slashing lead time and total component cost.
FAQ
What’s the difference between sequential print-then-CNC and integrated single-machine hybrid?
Sequential works best for large brackets, molds, standard complex parts (our most common workflow for volume jobs). Integrated single-machine alternates print/mill layer-by-layer for enclosed internal geometry impossible to reach post-print—ideal for ultra-intricate turbine or fluid flow components. We select the optimal workflow during your free DFM design review.
Can hybrid parts match the mechanical strength of solid CNC billet parts?
AYes—our stress relief heat treatment + CNC grain refinement delivers 15% higher tensile strength than raw SLM print, and nearly identical yield strength to solid billet for IN718, Ti-6Al-4V and steel grades. We supply full mechanical test reports for critical load-bearing applications.
Is hybrid manufacturing more expensive than pure CNC for simple parts?
For basic block/flat geometry, solid CNC remains cost-effective. Hybrid shines when your part has complex internal channels, lattices, lightweight topology or multi-material builds—these cases deliver massive net cost savings vs pure CNC due to reduced material waste and fewer assembly steps. We provide side-by-side cost quotes for both processes upfront.
Do you ship finished hybrid parts to the US, EU, UK and Canada?
Yes, we handle full export packaging, customs documentation, DHL/FedEx priority air shipping with tracked delivery, and provide all OEM-required certification paperwork to clear regional import compliance.
What file formats do you accept for hybrid part design?
STEP, IGES, SolidWorks, Creo, Fusion 360 CAD files; we also work from CT/MRI scan data for custom medical implant geometry and hand-drawn concept sketches for initial quoting.
What surface finishes can you achieve post-CNC on printed parts?
Standard machined Ra 0.4–0.8 μm; super-polished medical/aerospace grade Ra 0.2 μm; we also offer bead blasting, passivation, anodizing, PVD coating and laser marking as secondary finishes.
Do you offer small 1-piece prototype hybrid orders, or only large batches?
We specialize in 1-off custom prototypes all the way up to 500+ piece medium production runs—no minimum order quantity for hybrid projects.
How do you guarantee zero distortion on high-temperature alloy hybrid parts?
Our AI DFM simulation pre-calculates thermal warpage before printing; we use stress-relief furnace cycles post-SLM, low-stock CNC fixturing and slow-speed roughing passes to eliminate distortion risks, backed by 100% CMM dimensional scanning before shipment.