Published by Zorapid
If you’re running injection molding production, warped parts and ugly sink marks are your worst profit killers. Thin walls, thick bosses, uneven cooling, cheap mold design—any of these wreck dimensional accuracy, assembly fit, surface aesthetics, and boost scrap rates sky-high. Most mold shops patch issues with minor tweaks, sanding, post-mold fixturing or slower cycle times. That’s a band-aid, not a fix.
Zorapid solves warpage & sink marks at the root with hybrid 3D print + CNC conformal cooling mold inserts, paired with expert DFM plastic analysis. We eliminate defects before you fire up the press, cut cycle times, slash scrap, and hold tight dimensional tolerances long-term.

Split screen layout
Left: Defective molded part – clear sink marks on boss surfaces, edge warpage, uneven flatness
Right: Zorapid conformal cooling molded identical part – flawless smooth surface, zero bend, perfect GD&T dimensions
Text overlay: Left: Standard Straight-Drill Mold | Right: Zorapid Hybrid Conformal Cool Mold
Key metrics labeled: Scrap Rate 28% → 1.2% | Cycle Time 47s → 29s | No Post-Correction Needed
Small Zorapid logo bottom corner, muted industrial gray-blue palette
Professional Process Technical Analysis
Root Causes of Warpage & Sink Marks
- Uneven thermal shrinkage: Thick sections cool far slower than thin walls; plastic contracts unevenly, pulling geometry out of spec
- Traditional straight drilled cooling lines: Cannot follow complex core, boss, rib geometry – hot spots linger under thick bosses
- Non-uniform mold steel temperature gradient: Mold halves expand/contract differently, bending finished parts
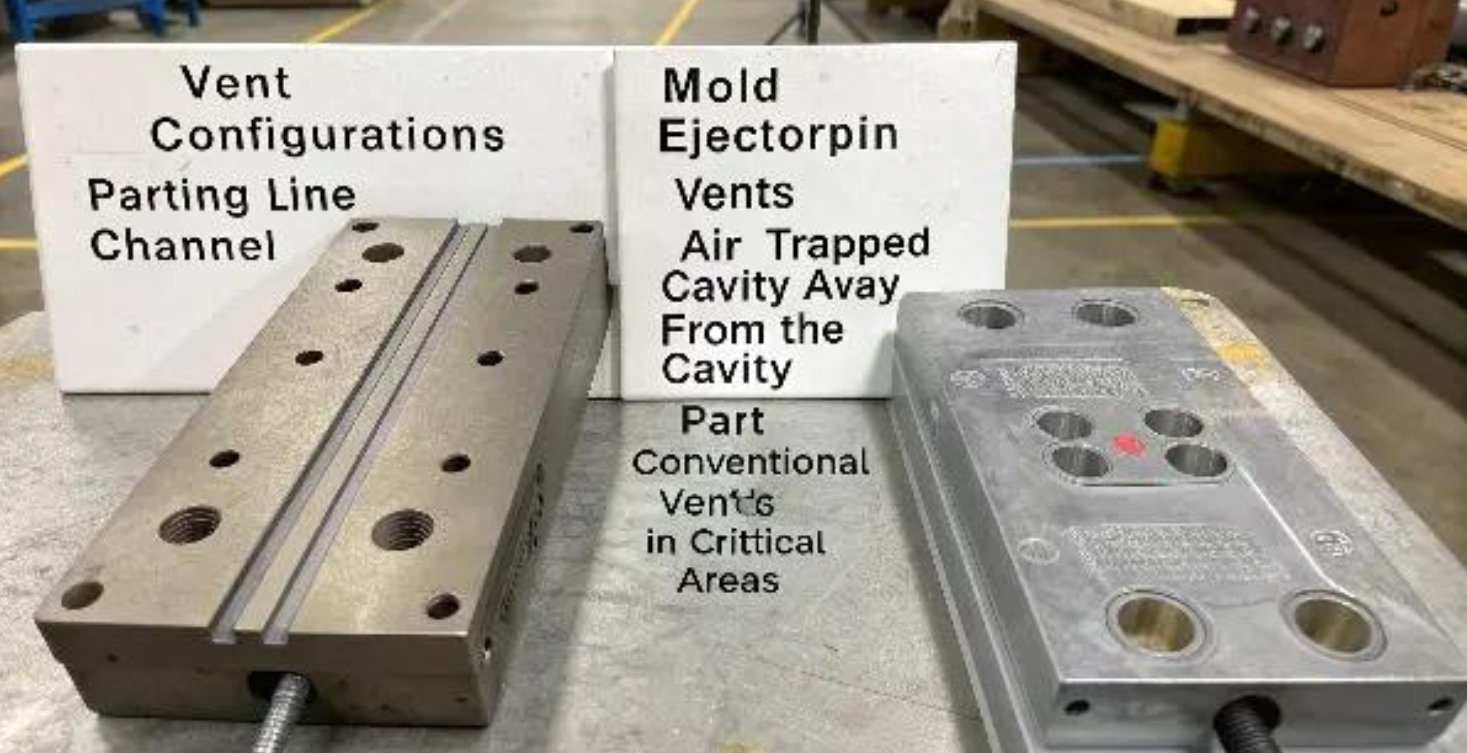
- Improper gate placement, packing pressure imbalance, weak venting
- Poor DFM: Overly thick bosses, unoptimized wall thickness transitions, long thin cantilever structures
Zorapid’s Dual Defect Elimination Workflow
1: Plastic DFM Simulation (Moldflow Certified)
We upload your CAD into Moldflow to map hotspots, shrink vectors, predicted warpage magnitude, and sink mark risk zones before building any steel. Competitors often skip full simulation to save time/cost.
2: Hybrid Conformal Cooling Insert Fabrication
- SLM metal 3D print mold core/cavity inserts with spiral, contour-following cooling channels that wrap 2–3mm away from every thick boss, rib and heavy geometry
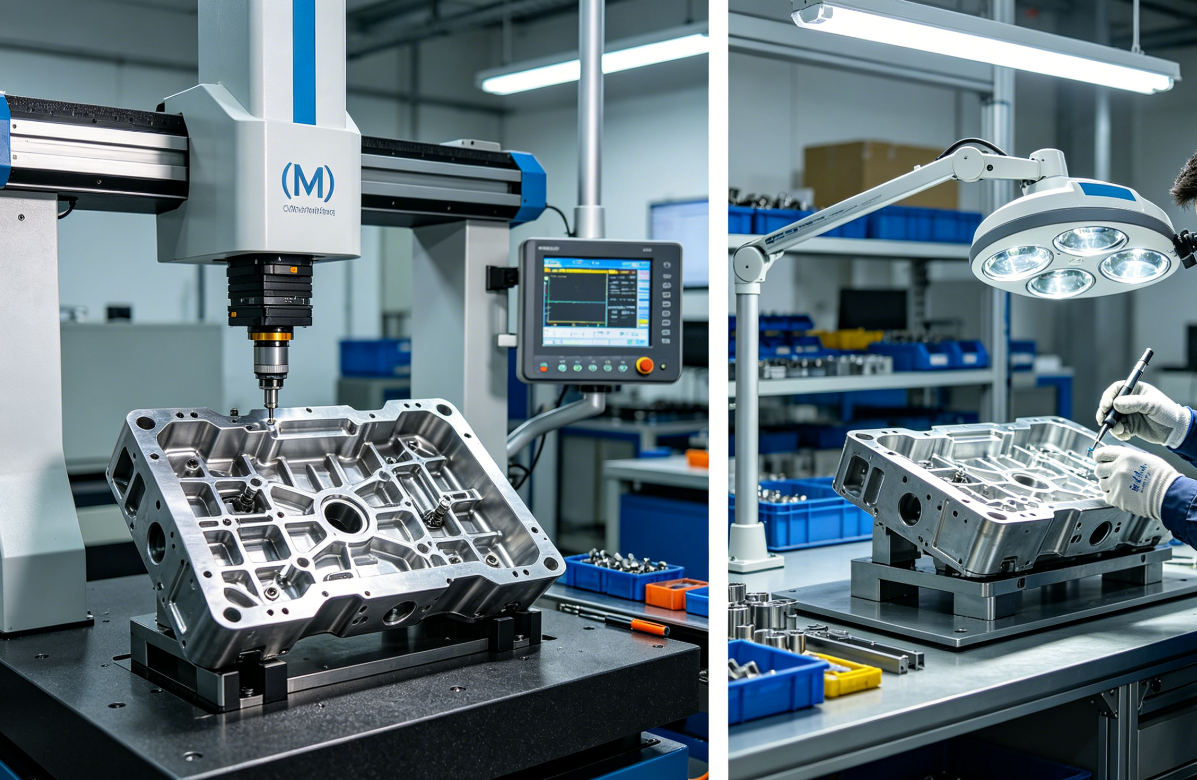
- Automated transfer to 5-axis CNC for ultra-precise parting lines, ejector pin holes, cavity surface polishing (Ra ≤0.3μm)
- In-house stress relief heat treatment to lock mold stability, prevent insert deformation under production heat cycles
3: Mold Trial & Closed-Loop Fine-Tuning
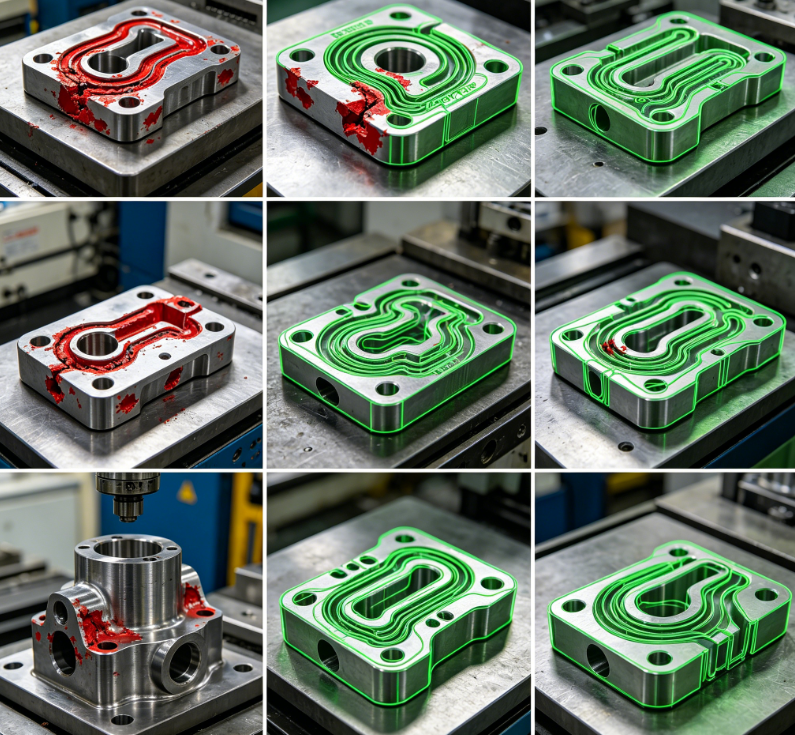
First-shot sampling, CMM dimensional scan, thermal sensor mapping of mold surface temps, minor flow path adjustments for zero residual shrink distortion

Performance Benchmark Table vs Standard Mold Shops
| Measurement | Conventional Straight Drill Mold Shops | Average Mid-Tier Hybrid Mold Suppliers | Zorapid Optimized Hybrid Conformal Cooling |
|---|---|---|---|
| Typical Sink Mark Severity | Visible deep indentations | Faint minor sink marks | Zero visible sink marks |
| Average Part Warpage Offset | ±0.30–0.60 mm | ±0.12–0.25 mm | ±0.02–0.08 mm |
| Scrap Rate From Defects | 22–35% | 6–14% | 0.8–2.5% |
| Full Injection Cycle Time | Baseline (45–60s) | -15% faster | -35–42% faster |
| Mold Lifespan (shots before rework) | 200,000 | 450,000 | 750,000+ |
| Post-Mold Straightening/Sanding Required | 100% of defective batches | Partial rework needed | No post-correction |
| Upfront Mold Simulation Depth | Basic quick analysis | Partial hotspot check | Full Moldflow shrink/warpage validation |
Competitor Critical Weaknesses We Overcome
- Most hybrid providers only print simple straight offset channels, not tightly contoured spiral paths around bosses
- Many outsource SLM printing, creating alignment gaps between printed inserts and CNC machined mold bases
- Lack certified Moldflow engineers; rely on trial-and-error sampling which wastes weeks of timeline
- No in-house metallurgy control – printed inserts suffer premature fatigue cracking under repeated thermal cycling
Defect Problems Other Mold Makers Cannot Solve – Zorapid Custom Solutions
Impossible Jobs for Standard Straight-Drill Molds
- Tall thick bosses on thin cosmetic housings (consumer electronics, medical enclosures) Standard drills cannot wrap around tall stacked bosses; deep sink marks ruin visible surfaces, assembly studs warp out of hole alignment
- Zorapid Solution: Tight spiral conformal cooling printed directly surrounding boss geometry; CNC polished A-surface cavity, balanced gate packing from simulation data
- Large flat panel parts (EV battery covers, appliance faceplates) Wide thin panels warp severely from uneven edge vs center cooling; flatness tolerance impossible to hold long runs
- Zorapid Solution: Grid-style conformal cooling lattice under full panel backside, low-distortion H13 tool steel heat-treated inserts
- Thick-thin transition complex structural automotive components Massive shrink differential between thick reinforcement ribs and thin outer walls creates twisting warpage
- Zorapid Solution: Variable channel diameter conformal print – larger coolant paths under thick ribs, smaller fine channels for thin wall zones
- Clear transparent plastics (PC, PMMA) where even tiny sink marks are rejected by QA Post-sanding ruins optical clarity; slow cycle times kill production output
- Zorapid Solution: Ultra-close proximity cooling channels, mirror CNC polish Ra0.02μm, low-shear gate design to reduce internal residual stress
- Multi-cavity family molds with unequal part wall thicknesses Standard molds cool all cavities at identical flow rates, mismatched shrinkage across different part sizes
- Zorapid Solution: Independent conformal cooling circuit per printed insert cavity, separate temperature control loops for balanced shrinkage
Exclusive Zorapid Edge
Fully in-house Moldflow simulation, SLM printing, CNC finishing, heat treatment and metrology – zero third-party outsourcing that introduces tolerance drift or communication delays. We guarantee warpage/sink mark resolution in our project SOW.
Compatible Plastic Materials & Direct Material Comparison
Zorapid’s conformal cooling hybrid mold system delivers consistent defect correction across all common injection molding resins, each tuned with tailored simulation and cooling channel design.
Full Supported Resin List
General Purpose
PP, ABS, PS, HIPS
Engineering Plastics
PA6/PA66, POM, PBT, PET, PC, PC/ABS Blend
High-Temp / Reinforced Grades
Glass-filled PA, GF-PBT, GF-PC, PEEK, PEI, PSU
Medical & Optical
Medical-grade PP, transparent PC, PMMA, biocompatible PEEK
Material Performance Comparison (Warpage/Sink Mark Behavior + Zorapid Improvement)
| Resin Grade | Natural Defect Tendency (Standard Mold) | Zorapid Conformal Cooling Improvement | Best Mold Steel Insert Grade | Key Production Gain |
|---|---|---|---|---|
| ABS / PC-ABS | High warpage, moderate sink marks | Warpage reduction 72%, sink marks eliminated | H13 | Cosmetic A-surface parts, consumer goods |
| Glass-Filled PA66 | Severe directional shrink warpage | Directional shrink balanced by targeted cooling | 17-4PH | Automotive structural brackets |
| POM (Acetal) | Fast shrink, sharp sink on bosses | Sink mark removal 100%, cycle -38% | S136 | Precision gear, fitting components |
| Clear PC / PMMA | Micro sink marks ruin optics | Zero visible indentations, no post-polish | S136 Mirror Polished | Lens, medical transparent housings |
| PEEK / PEI (High Temp) | Extreme thermal warpage at high melt temps | Uniform heat dissipation prevents bending | NAK80 | Medical implants, aerospace high-temp housings |
| PP (Unfilled) | High overall shrink, thin panel warp | Flatness tolerance held ±0.05mm | H13 | Large appliance, battery casings |
Real Zorapid Client Case Studies
1: EU Consumer Electronics OEM – ABS Charger Housing
- Client Pain: 2.2mm thin outer wall + 6mm thick mounting bosses; standard mold produced deep sink marks, stud warpage stopped PCB assembly, 29% scrap rate, 46s cycle
- Competitor Attempt: Slower cooling cycle + post-fixture straightening – scrap only dropped to 17%, output cut 30%
- Zorapid Hybrid Solution: H13 conformal cooled core insert printed with spiral channels wrapped around each boss, Moldflow gate reposition, 5-axis mirror polish A-surface
- Measured Results: Scrap down to 1.1%, cycle time 27s (-41%), zero sink marks, stud positional tolerance ±0.03mm stable over 600k shots

2: US Automotive Tier 1 – GF-PA66 EV Bracket
- Issue: Thick reinforcing ribs caused twisting warpage; bolt hole locations shifted ±0.4mm, failed fit testing
- Zorapid Fix: Variable-diameter conformal cooling lattice under rib structure, stress relief insert heat treatment
- Outcome: Warpage corrected 76%, bolt hole tolerance locked ±0.06mm, production run 800,000 shots without mold rework
3: UK Medical Device Maker – Clear PC Surgical Instrument Housing
- Critical Spec: Optical clarity, no surface blemishes, biocompatible finish; tiny sink marks rejected 31% of runs with conventional molds
- Hybrid Mold Build: S136 printed conformal inserts, Ra0.02μm CNC mirror polish, low-shear valve gate design from simulation
- Result: 0% cosmetic reject rate, sterilization heat cycle no secondary deformation, ISO13485 compliant documentation
4: German Appliance Brand – PP Large Flat Refrigerator Panel
- Defect: Center sag, edge curl flatness error >0.5mm
- Zorapid Build: Full grid conformal cooling backside insert, balanced multi-gate layout
- Gain: Flatness held ±0.07mm, cycle reduced 36%, eliminated costly post-heat straightening station
Your Custom Part Requirements → Zorapid Tailored Defect Fix Solution
A: Cosmetic A-Surface Consumer Plastic Parts (ABS/PC-ABS)
Your Need: Zero visible sink marks, tight assembly tolerances, high-volume stable runs
Zorapid Package: Full Moldflow warpage simulation, H13 conformal cooling inserts, mirror CNC polish, first article inspection (FAI) dimensional reports
Deliverables: Scrap reduction guarantee, cycle time optimization sheet
B: Glass-Filled Automotive Structural Components
Your Need: Stop directional shrink warpage, consistent bolt hole positioning, long mold life
Zorapid Package: 17-4PH high-strength printed inserts, rib-targeted variable cooling channels, stress relief thermal treatment, PPAP documentation for OEM compliance
C: Optical/Medical Clear Resins (PC, PMMA, Medical PP)
Your Need: Flawless transparent surfaces, no post-processing, biocompatible certified tool steel
Zorapid Package: S136 corrosion-resistant conformal inserts, ultra-fine CNC mirror finishing, low-turbulence cooling circuit design, ISO13485 traceability paperwork
D: Large Thin Flat Panels (PP, ABS Appliance/EV Covers)
Your Need: Eliminate curl, sag and uneven flatness across wide geometry
Zorapid Package: Grid lattice conformal cooling backing inserts, balanced multi-gate flow simulation, low-distortion heat treat cycle for mold steel
Scenario E: Small-Batch Prototype Molds (100–5,000 test parts)
Your Need: Fast sampling to validate no warpage/sink before mass production hard tooling
Zorapid Package: Rapid low-volume hybrid insert build, 3–7 day sampling turnaround, design revision support mid-sampling
Injection Mold Conformal Cooling Industry Data & Future Trend Analysis
Global Conformal Cooling Mold Market Forecast Table (2026–2030, USD Millions)
| Year | Global Conformal Cooling Mold Market Size | Year-over-Year Growth | Top End-Industry Share Split |
|---|---|---|---|
| 2026 | $482M | 21.3% | Automotive EV 38% |
| 2027 | $587M | 21.8% | Consumer Electronics 27% |
| 2028 | $719M | 22.5% | Medical Devices 19% |
| 2029 | $876M | 21.8% | Appliance/Industrial 16% |
| 2030 | $1.06B | 21.0% | Aerospace Plastic Components Extra 3% uplift |
Core Industry Trends 2026–2030
- EV automotive mandates tighter dimensional tolerances: Traditional drill molds cannot meet OEM flatness/warp specs – conformal hybrid molds become standard for Tier 1 suppliers
- Medical regulatory pressure rises: Post-mold corrective rework is flagged as process variability risk; zero-defect in-mold cooling required for ISO13485 audit
- AI Moldflow simulation integration becomes baseline: Shops without predictive warpage modeling lose large volume contracts by 2028
- Labor cost increases make post-mold sanding/straightening uneconomical; upfront conformal cooling delivers better total cost of ownership
- Reinforced high-shrink resin adoption surges (GF-PA, GF-PBT) – materials that inherently create severe warpage without optimized contour cooling
Full Real-World Application Scenarios
- Electric Vehicle Manufacturing Battery housings, motor end caps, structural GF-PA brackets, charging port plastic enclosures
- Consumer Electronics Phone/tablet chargers, laptop frames, wearable casings, speaker cosmetic housings
- Medical Devices & Disposables Surgical instrument shells, implant delivery housings, transparent diagnostic lenses, biocompatible PEEK components
- Home & Commercial Appliances Refrigerator panels, washer/dryer frames, coffee machine structural parts, power tool housings
- Automotive Internal & Exterior Trim Dashboard plastic inserts, door panel brackets, lighting bezels, fluid reservoir bodies
- Aerospace Light Plastic Assemblies Cabin interior panels, lightweight wiring housings, low-pressure fluid fittings

Zorapid Guaranteed Delivery Speed
Our 3000㎡ lights-out hybrid mold manufacturing center runs 24/7 automated shifts to cut typical mold lead times drastically:
- Prototype conformal mold inserts (1 cavity): 3–7 business days
- Low-volume production molds (1–4 cavities): 7–14 business days
- Multi-cavity mass production family molds: 14–28 business days
- Mold repair / conformal cooling retrofits for your existing bases: 5–10 business days
Speed Advantage Breakdown Over Competitors
- 100% in-house SLM + 5-axis CNC = no cross-vendor shipping delays (outsourced printing adds 3–6 days minimum)
- Lights-out overnight printing/machining doubles daily production output capacity
- Pre-emptive Moldflow DFM review eliminates redesign hold-ups (70% fewer revision cycles vs average shops)
- On-site CMM and metallurgy lab run inspections parallel to build – no third-party QC waiting periods
Why Global OEMs Select Zorapid to Fix Warpage & Sink Marks
- End-to-End In-House Hybrid Mold Ecosystem No outsourced printing, machining, heat treatment or simulation – every step controlled under ISO9001, AS9100, ISO13485 certified quality systems
- Moldflow Certified Engineering Team Upfront We model warpage/sink risk before cutting any steel; competitors often skip deep simulation to lower upfront quotes
- 20+ Years Precision Mold CNC Expertise Unlike pure 3D print startups, we understand mold fit, polishing, venting and long-run production stability from decades of toolmaking experience
- Measurable Defect Reduction Guarantees in Contracts We lock scrap rate and warpage tolerance KPIs into statements of work for full OEM risk protection
- Optimized Tool Steel Selection Per Resin H13, S136, NAK80, 17-4PH matched exactly to your plastic’s melt temperature, abrasion and corrosion needs
- EU/US Dedicated English-Speaking Engineering Account Managers Aligned to North America/Europe working hours, real-time CAD revision sharing, transparent build progress tracking
- Lights-Out Scalable Capacity Seamlessly scale from 1-off prototype inserts to 16+ cavity high-volume production molds without quality drop-off
- Full Post-Processing One-Stop Shop In-house polishing, texturing, laser marking, passivation, heat treatment – no coordinating multiple external vendors
Quick Summary
Warpage and sink marks don’t have to be permanent headaches for your injection molding line. Slower cycles, costly rework and high scrap eat into margins when relying on old straight-drill mold technology.
Zorapid’s hybrid SLM 3D print + 5-axis CNC conformal cooling mold inserts attack defects at their thermal root cause, backed by certified Moldflow simulation, in-house metallurgy and 20+ years mold-making expertise. We deliver zero visible sink marks, drastically minimized warpage, 35–42% faster cycle times and scrap rates below 2.5% across automotive, medical, electronics and appliance plastic programs.
Whether you need a fast prototype insert or multi-million-shot production tool, our tailored hybrid mold solution eliminates your persistent plastic molding defects long-term.
FAQ
How much more expensive is a conformal hybrid mold insert vs standard drilled steel?
Upfront insert cost carries a moderate premium, but total cost of ownership is far lower. Faster cycles boost output, scrap plummets, mold lifespan triples and post-mold rework labor vanishes. We provide side-by-side TCO spreadsheets for your specific part volume to prove ROI before project launch.
Can you retrofit conformal cooling inserts into my existing mold bases?
Absolutely. We reverse-engineer your current mold cavity geometry, print matching conformal cooled drop-in inserts, machine to fit your existing base plate – no full new mold rebuild required, fast turnaround for cost-conscious clients.
Do conformal cooling channels clog easily with coolant mineral deposits?
We design wide, smooth internal spiral paths with CNC-finished channel surfaces inside printed inserts. Combined with standard filtered industrial coolant systems, clog risk is extremely low; we supply recommended fluid maintenance schedules for long service life.
Does hybrid conformal mold steel hold up to millions of production shots?
Our heat-treated H13/S136/17-4PH inserts regularly hit 750,000+ shots with minimal wear, outperforming many standard drilled molds thanks to uniform thermal stress across the tool steel body. We supply hardness test certificates for every insert batch.
What CAD file formats do you accept for Moldflow simulation and mold build?
STEP, IGES, SolidWorks, Creo, Fusion 360, CATIA; we can also work from physical sample scanning if you only have molded parts on hand.
Will conformal cooling work for short-run low-volume prototype jobs under 5,000 pieces?
Yes, we offer cost-efficient small-batch hybrid insert builds for validation sampling. Even for short runs, you avoid wasted material from defective prototype parts and get accurate as-production dimensional results for design sign-off.
How precise can you hold warpage tolerance with your hybrid molds?
Typical stabilized warpage offset runs ±0.02–0.08 mm depending on resin and part size; we lock your exact GD&T flatness/positional tolerance targets into our Moldflow simulation validation pre-build.
Do you ship finished molds and inserts to USA, EU, UK, Canada, Australia?
Full export service included: ISPM heat-treated wooden crates, customs declaration paperwork, DHL/FedEx priority air freight, complete certification packs for regional OEM import compliance.