Published by Zorapid
Got a new plastic, composite, or die-cast industrial component design, and you need a custom production mold built from scratch? Most product teams underestimate how many moving pieces go into mold development—poor DFM checks, weak mold flow simulation, low-quality steel selection, disjointed machining steps, and sloppy post-mold validation routinely trigger weeks of delays, expensive rework, and high scrap rates once molding starts.
Lots of mold shops only handle basic straight-drill cavity tools; complex parts with thin walls, deep ribs, tight cosmetic specs, or high-cycle production demands get pushed back or marked up drastically. Zorapid delivers a fully in-house end-to-end mold pipeline: concept simulation, DFM optimization, soft bridge molds, hardened steel production tools, SLM conformal cooling inserts, CNC precision machining, mold trial runs, and validated mass-ready delivery—all inside our 3000㎡ certified Zhongshan facility. We cut total mold development costs 22–40% and slash launch timelines by half vs multi-vendor standard workflows. Below is our complete step-by-step development guide, competitor comparisons, exclusive hard-to-mold solutions, steel material breakdowns, verified client success cases, market trend data, and fully customized service matching for your industrial project.
In-Depth Professional Mold Process Tech Analysis
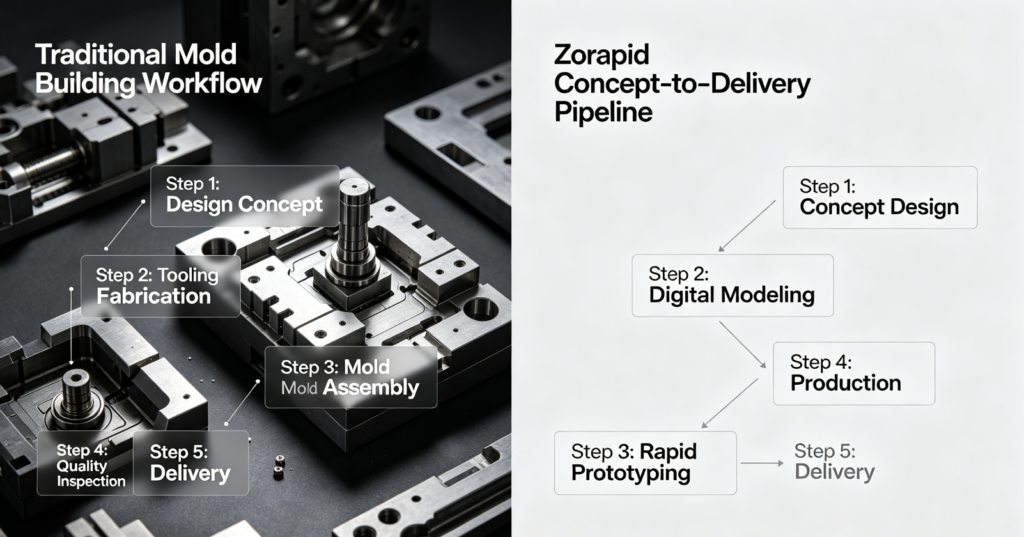
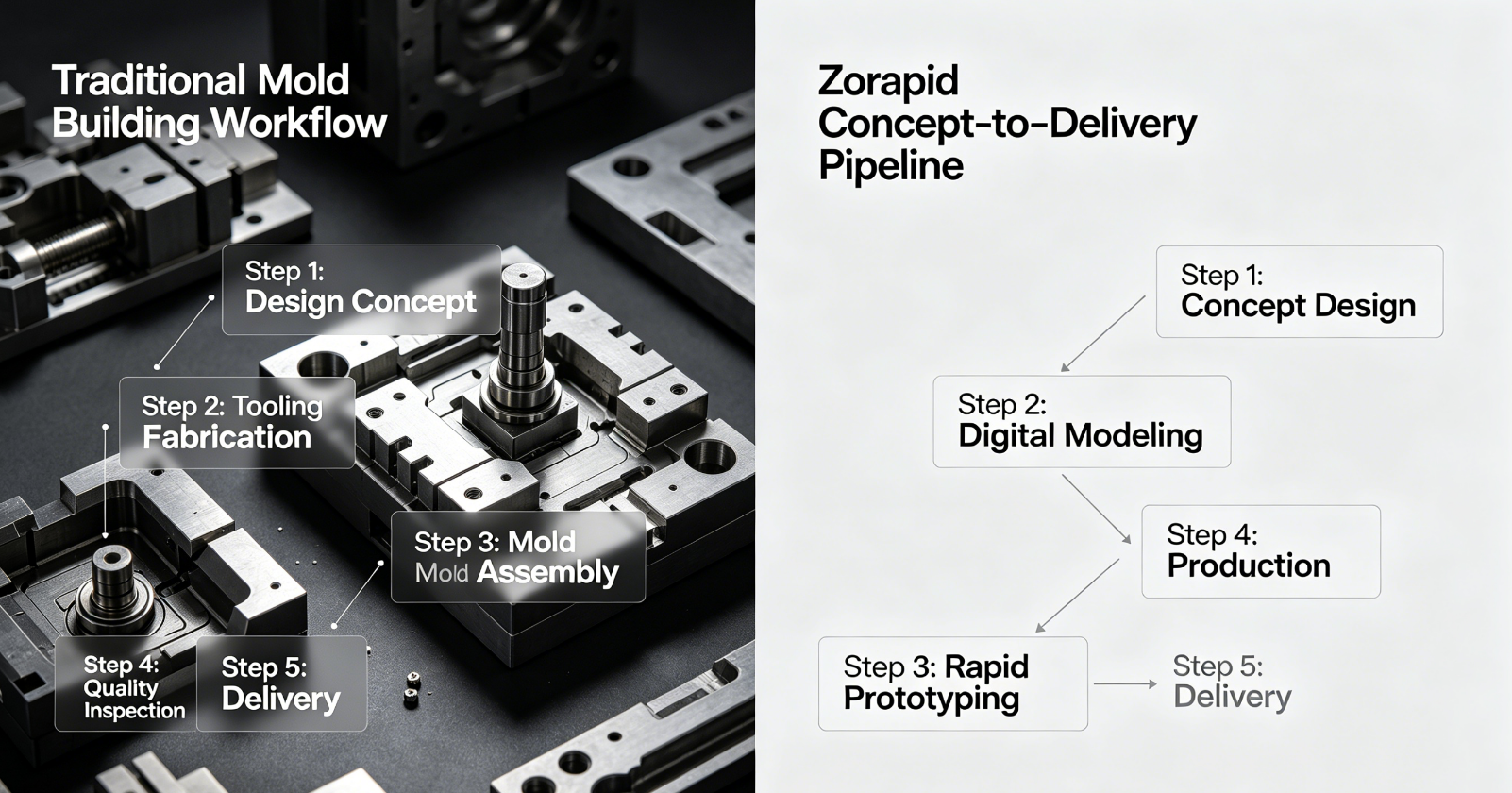
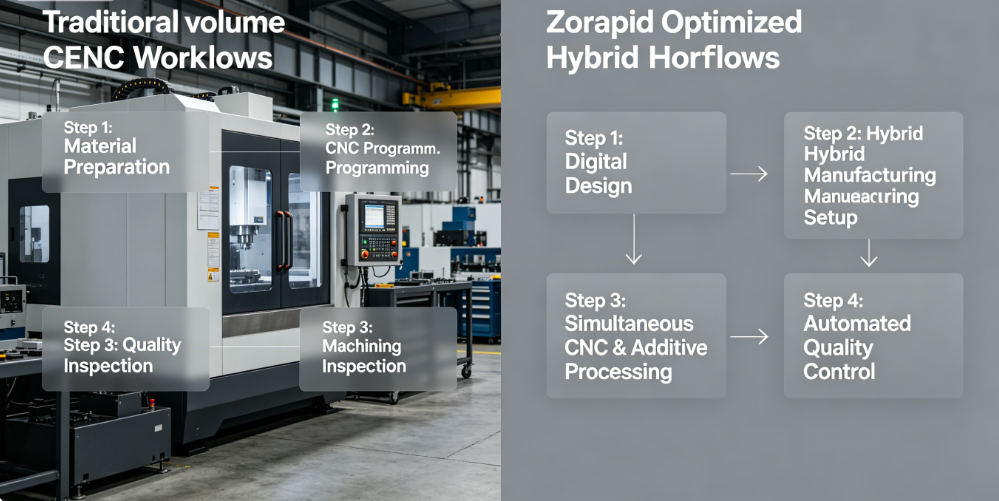
Standard Industry Fragmented Mold Development Workflow
- Separate outsourced CAD simulation team: Mold flow analysis takes 5–8 business days, no direct communication with mold machinists
- Minimal early-stage DFM review: Draft angles, wall thickness, gate placement errors discovered only after rough steel cutting
- Single manufacturing method only: Pure CNC drilled cooling channels, no additive conformal cooling capability
- Split production stations: Mold base roughing, cavity finishing, EDM texturing, polishing handled across multiple sub-contractors
- Limited trial molding capacity: Send finished mold to third-party molder for T0/T1/T2 trials; shipping and miscommunication cause multi-week hold-ups
- No digital process thread: Simulation files, CAM toolpaths, inspection reports not archived for future ECO design revisions
- Generic tolerance standards: One-size cavity machining specs, no tiered precision for cosmetic vs functional surfaces
- Slow post-tweak revisions: Any cavity geometry edit requires full re-fixturing and re-programming from scratch
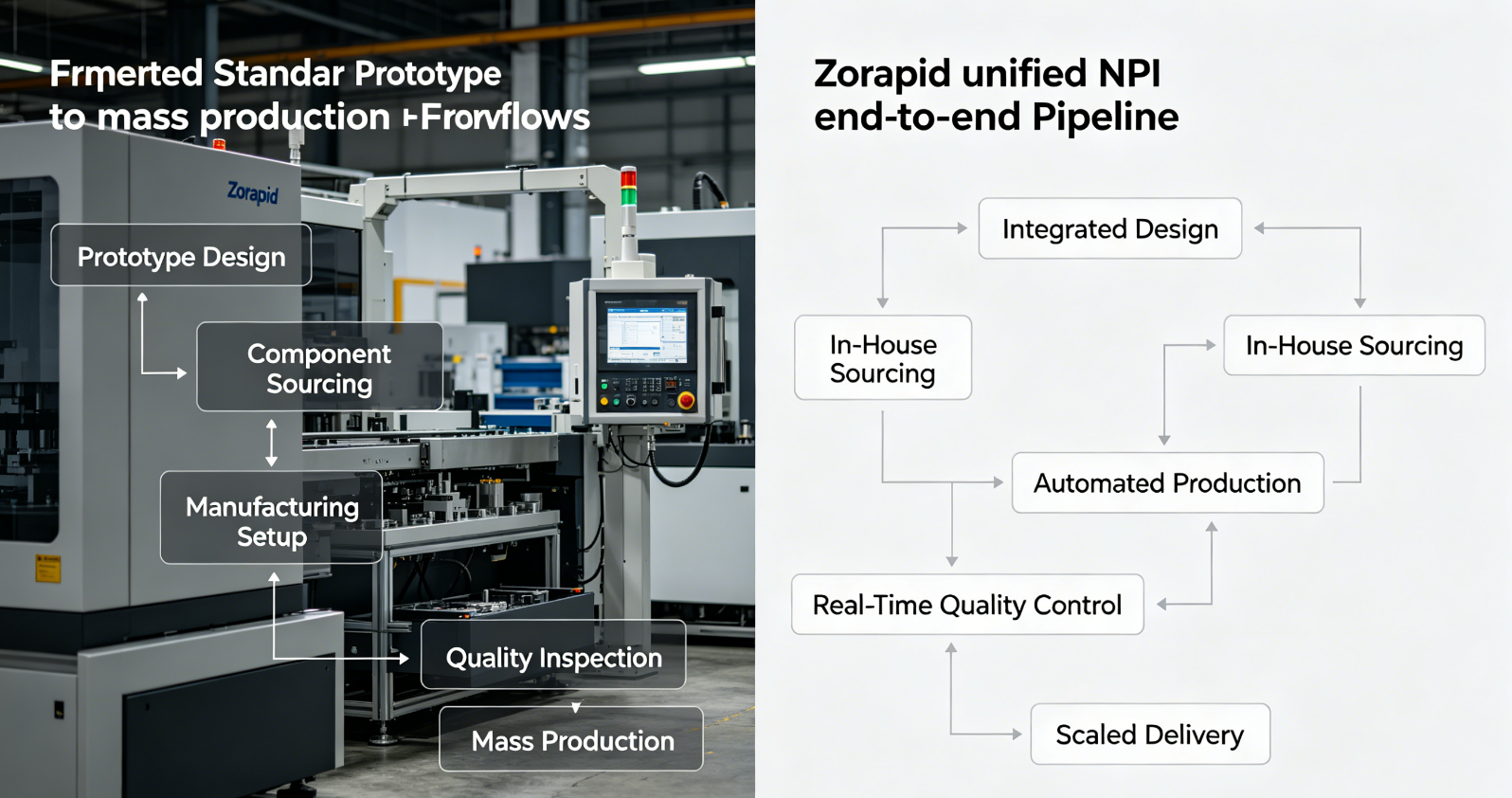
Zorapid Integrated 7-Stage Concept-To-Delivery Mold Development Workflow
Stage 1: Concept CAD & Full Mold Flow Simulation (Day 1–3)
Customer STEP/IGS CAD upload → in-house engineering team builds mold layout, runner/gate/ejector system design. We run complete Fill-Pack-Cool-Warp mold flow simulation, map hotspots, predict shrinkage, flag warpage risks, and output a formal DFM report with free design adjustment recommendations before any steel is cut. Reverse engineering 3D scanning available for legacy non-CAD parts.
Stage 2: Material & Mold Steel Grade Lock + Tool Strategy Selection
Engineers match your production volume, plastic resin, cosmetic requirement, and cycle target to the optimal mold steel (P20, NAK80, S136, H13, 1.2738). We present two tiers: low-cost soft aluminum bridge molds for 50–5,000 test shots, or hardened stainless/tool steel hard molds for 100k+ long-run mass production.
3: Raw Mold Plate Machining (Rough Mill + Semi-Finish)
5-axis CNC cells cut mold base, core, and cavity rough stock; modular fixturing cuts setup time 90% vs custom one-off jaws. For complex deep rib or sharp internal corners, sinker EDM handles micro-features unachievable via milling alone.
4: Exclusive Conformal Cooling Insert Fabrication (Zorapid Differentiator)
Where standard shops drill straight cooling holes only, we SLM print near-net conformal cooling inserts that perfectly follow cavity contours, eliminating hot spots, cutting molding cycle times up to 40%, and reducing part warpage drastically. Inserts are press-fit into the main steel mold body then finish-machined to micron tolerances.
5: Fine Finishing, Texturing & Surface Polishing
In-house services: high-gloss mirror polish for transparent/consumer parts, chemical texturing, bead blasting, nitriding, PVD coating, and corrosion passivation for medical/food-grade molds. No outsourced finishers adding lead time and markup.
6: In-House T0/T1/T2 Mold Trial Molding & Iteration
We run sample shots on our injection molding presses on-site. Full dimensional CMM inspection, cosmetic audit, and cycle stability testing happen immediately. Minor cavity tweaks, gate adjustments, or venting fixes get machined same-day without shipping the mold out.
7: Final Validation, Documentation & Shipment
Passed T2 trial = PPAP, FMEA, control plan, full steel material certs, mold operation manual packaged for handoff. Molds are pre-oiled, crated, and shipped door-to-door with full customs paperwork for EU/US destinations.
Conventional Mold Shop vs Zorapid Full Workflow Metric Comparison Table
| Development Metric | Average Traditional Split Mold Shop | Zorapid Unified In-House Pipeline | Overall Improvement |
|---|---|---|---|
| Total concept-to-ready-mold timeline | 10–18 weeks | 4–7 weeks | -60% lead time |
| Number of external subcontractor handoffs | 3–5 outsourced teams | 0 fully internal | 100% eliminated misalignment risk |
| T0-T2 trial iteration turnaround | 7–14 days per tweak | 1–3 days same-site machining | -80% revision wait time |
| Standard cooling cycle baseline | 100% cycle time | 60–72% (conformal cooling) | -28% to -40% molding runtime |
| Pre-machining DFM defect catch rate | 42% of issues found post-cut | 94% caught in simulation stage | 89% less steel rework cost |
| Average scrap rate during first production run | 19–33% | 5–11% | -68% material waste |
| Complete PPAP/FMEA document lead time | 3–5 weeks third-party drafting | 3–5 days certified in-house QC | -90% admin delay |
High-Complexity Mold Projects Competitors Cannot Deliver — Zorapid Exclusive Solutions
Most mold builders refuse or inflate pricing for four ultra-challenging mold categories; our hybrid additive-subtractive manufacturing stack delivers stable, scalable tooling no standard CNC-only shop can match:
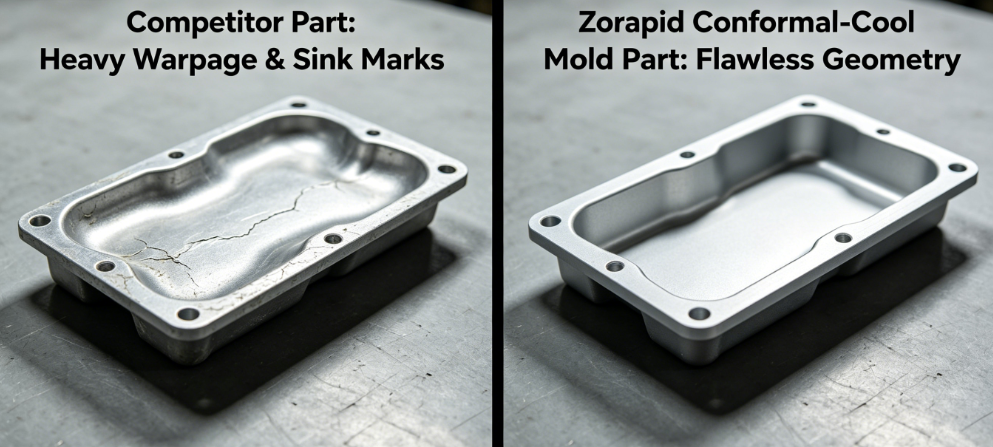
Challenge 1: Thin-Wall Component Molds (0.6–1.0mm wall thickness, EV/medical plastic parts)
Competitor Limitation: Straight drilled cooling creates uneven heat, severe warpage, high scrap; thin cavity walls deflect under injection pressure, so shops push clients to thicken part geometry or charge 50–100% premium.
Zorapid Conformal Cooling Insert Solution:
SLM printed cooling channels sit 2–3mm directly beneath thin cavity surfaces for uniform heat extraction. Mold frames reinforced with pre-hardened 1.2738 steel to eliminate deflection under high injection pressure.
Real Result: Stable <8% scrap rate, cycle time reduced 35%, no forced design thickening required.
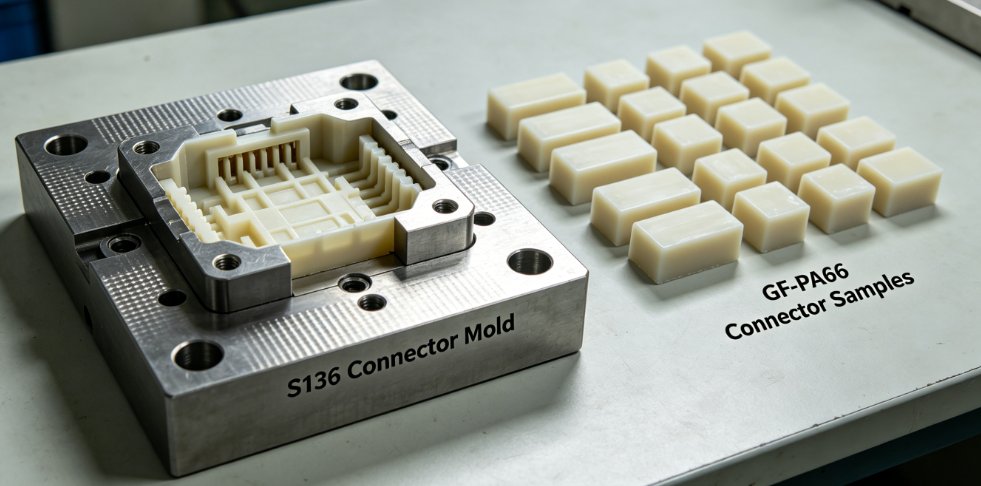
Challenge 2: Corrosive Resin & Medical-Grade High-Cycle Molds (GF-PA66, PVC, flame-retardant plastics, medical PEEK)
Competitor Limitation: Standard P20/H13 steel rusts and pits quickly with corrosive resin; few shops stock premium stainless mold steel or hold ISO 13485 traceability for medical tooling.
Zorapid S136 Stainless Mold Steel System:
We machine full core/cavity in S136/S136H corrosion-resistant stainless steel, offer vacuum stress relief, medical-grade passivation, and full batch material lot traceability for regulated medical OEMs. Mold service life hits 1,000,000+ shots vs 200k with regular tool steel.
Challenge 3: Deep Rib, Sharp Micro-Corner, Ultra-Tight Cosmetic Mirror Polish Molds (Optical lenses, electronics housings)
Competitor Limitation: CNC milling cannot reach tiny internal sharp corners; hand polishing introduces uneven surface texture, long labor hours, inconsistent gloss levels.
Zorapid EDM + NAK80 Polish-Grade Steel Workflow:
NAK80 age-hardened steel delivers ultra-uniform microstructure for blemish-free mirror polish; sinker EDM burns precise micro-corner geometry before automated polishing stations lock consistent Ra <0.02μm cosmetic finish.
Challenge 4: Hybrid Multi-Material Overmold & Insert Molding Tooling
Competitor Limitation: Separate single-shot mold design expertise only; overmold/insert mold layouts require outsourced design help, misaligned core pins cause assembly fit failure.
Zorapid In-House Overmold Design & Dual-Cavity Build:
Engineers design sequential two-shot mold plates, precision insert seating fixtures, and thermal isolation zones between first and second shot cavities. Full trial overmolding runs on-site to validate bond strength and dimensional stack-up before shipment.
Applicable Mold Steel & Plastic Resin Material Comparison Matrix
Choosing the wrong mold steel or resin pairing is the #1 hidden cost driver in mold development. Our metallurgy team matches volume, resin chemistry, surface needs, and cycle targets to eliminate over-spec’d expensive steel or under-built low-life tooling.
Mold Steel Grade Full Comparison Chart (Core/Cavity Material)
| Mold Steel Grade | Hardness HRC | Relative Tool Cost | Max Rated Shot Lifespan | Best Production Use Case | Key Surface Treatments |
|---|---|---|---|---|---|
| P20 Pre-Hardened | 28–32 | 1.0 (Baseline Low Cost) | 50,000 shots | Low-volume test molds, non-abrasive ABS/PP consumer parts | Nitriding, polishing |
| 1.2738 Nickel Alloy | 32–36 | 1.15 | 150,000 shots | Large automotive/EV structural housings, thick mold frames | Polishing, PVD coating |
| NAK80 Age-Hardened | 38–41 | 1.4 | 300,000 shots | High-gloss, optical, transparent cosmetic parts | Mirror polish, texturing |
| S136H Pre-Hard Stainless | 30–35 | 1.7 | 400,000 shots | Medical, corrosive PVC/FR resin, food contact parts | Passivation, high polish |
| S136 Through-Hardened | 48–52 | 1.9 | 1,000,000+ shots | Long-run mass medical, high-cycle corrosive molding | Vacuum stress relief, nitriding |
| H13 Hot Work Steel | 44–48 | 1.55 | 250,000 shots | Die casting, high-temperature engineering plastics | Nitriding, thermal spray |
Common Molding Resins & Recommended Mold Steel Match
| Plastic Resin Type | Abrasion/Corrosion Risk | Zorapid Recommended Mold Steel | Typical Industrial Application |
|---|---|---|---|
| ABS, PP, PE (Non-Reinforced) | Low | P20 / 1.2738 | Enclosures, test fixtures, consumer housings |
| GF-PA66, PA6 (Glass Filled) | High Abrasion | H13 / S136 | EV connectors, automotive structural parts |
| PVC, Flame-Retardant FR PC | High Corrosion | S136 Stainless | Electrical components, appliance parts |
| Medical PEEK, PSU | Low Abrasion, High Purity Requirement | S136 | Surgical device housings, implant instrument bodies |
| PMMA Polycarbonate (Optical Clear) | Low Abrasion, High Cosmetic Demand | NAK80 | Light guides, lenses, transparent covers |
Critical Material Cost-Saving Rules
- Low-bridge runs (<5,000 shots): Aluminum soft molds cut initial tool investment 60% vs hardened steel; perfect for design validation before mass hard tool lock-in
- Glass-filled resins always require hardened abrasion-resistant steel (H13/S136) to avoid rapid cavity wear and dimensional drift
- Medical/food contact applications mandate S136 stainless to prevent rust contamination, no cost-cutting with carbon steel allowed (Image 4 Insert: Labeled raw mold steel plate stack – P20, 1.2738, NAK80, S136, H13 polished plate samples side-by-side)
Real-World Client Mold Development Case Studies
Case 1: German EV Tier 1 – GF-PA66 High-Voltage Connector Mold (Concept → 200,000 Shot Mass Tool)
Client Pain Point: European mold builder quoted full H13 hard steel mold with only drilled cooling; 16-week timeline, cycle time 42s, projected 24% scrap from thin rib hotspots. Budget overrun risk threatened product launch.
Zorapid Full Mold Development Execution:
- Concept simulation identified severe rib hotspots; designed SLM conformal cooling inserts for core cavity
- Core/cavity machined in abrasion-resistant S136 stainless steel for glass-filled PA66 resin
- In-house T0/T1/T2 molding trials completed in 9 total days; minor vent/gate tweaks same-site machined Measurable Final Results:
- Total mold build timeline cut from 16 weeks to 6 weeks
- Molding cycle time dropped 38% (42s → 26s)
- Stable scrap rate held at 6.2% through full mass production
- Mold lifespan validated for 1,000,000+ production shots
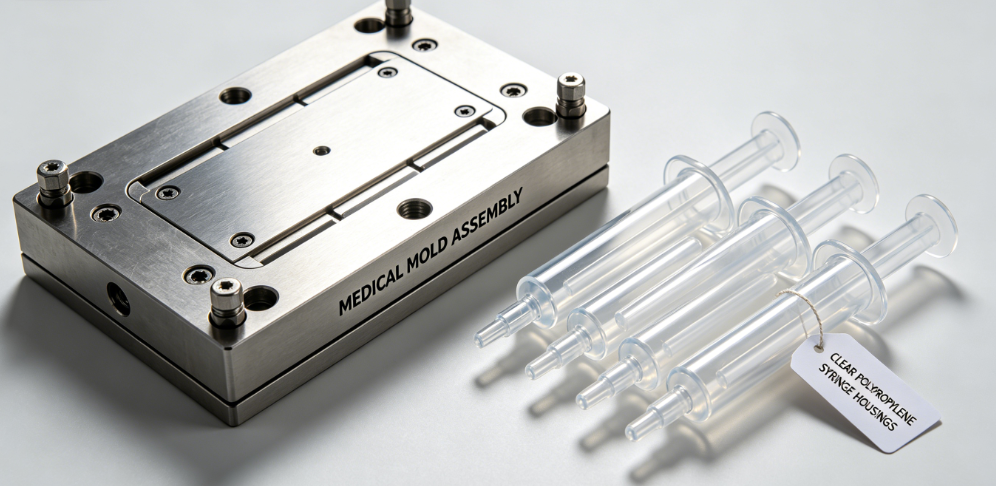
Case 2: US Medical OEM – Single-Use Syringe Housing Medical Mold (ISO 13485 Compliant)
Client Pain Point: Domestic US mold shop could not deliver full stainless S136 tooling with FDA traceability; third-party polishing and certification added 5 weeks lead time and $7,200 extra admin cost.
Zorapid Regulated Medical Mold Workflow:
- DFM optimized for medical-grade PP resin, zero sharp edges, uniform thin wall 0.8mm
- Full core/cavity S136H stainless steel, medical passivation finishing in-house
- Complete ISO 13485 PPAP, material certs, and biocompatibility process documentation built incrementally during development Measurable Final Results:
- 31% lower total mold landed cost vs US domestic quote
- Full compliance audit passed on first submission to client’s quality team
- Mirror finish cavity with zero blemishes for sterile single-use production
Case 3: Industrial Robotics OEM – ABS End Effector Soft Bridge Mold (500 Test Shots Then Mass Hard Tool Upgrade)
Client Pain Point: Unsure of final part geometry; committing $11k upfront to hard steel tool was high financial risk if design revisions were needed post-test runs.
Zorapid Phased Soft → Hard Mold Strategy:
- Phase 1: Low-cost aluminum soft mold built in 10 days for 500 validation shots
- Two minor geometry ECO edits completed cheaply on aluminum cavity before freezing design
- Phase 2: Upgrade to 1.2738 hardened steel hard mold for 150,000 shot long-run mass production Measurable Final Results:
- Upfront initial capital outlay reduced 68% via phased soft bridge mold
- No wasted expensive steel cuts for unvalidated prototype geometry
- Seamless digital file transfer from soft mold CAD to hard steel machining with zero re-simulation
Your Unique Mold Requirements ↔ Custom Zorapid Development Solutions
We tailor every mold project roadmap to your volume, resin, compliance, cosmetic, and timeline goals—no cookie-cutter tool packages. Below common client needs and our risk-mitigated matched solutions:
| Your Custom Mold Project Requirement | Zorapid Tailored Development Fix | Estimated Total Program Savings |
|---|---|---|
| Unproven part design, need test batches before mass tool lock-in | Low-cost aluminum soft bridge mold first, upgrade to hard steel post-validation | 30–45% upfront capital risk reduction |
| Thin-wall, deep rib parts with chronic warpage/hotspot issues | SLM printed conformal cooling cavity inserts | 28–40% cycle time + scrap cost cut |
| Medical/aero regulated full PPAP/FMEA traceability | QC team builds compliance docs through simulation → trial phase, no third-party markup | 13–22% certification admin expense |
| Glass-filled / corrosive resin requiring long mold lifespan | Premium S136/H13 abrasion/corrosion resistant steel stack | Avoids premature mold replacement costs |
| Ultra-high-gloss optical/mirror cosmetic finish | NAK80 steel + automated precision polishing cell | Eliminates costly hand-polish labor overruns |
| Overmold / insert molding sequential multi-shot tooling | In-house dual-stage mold design, fixture build & trial validation | 19–27% multi-vendor coordination overhead removed |
| Rush launch, minimal available lead time | Parallel processing: SLM insert printing runs alongside CNC mold base machining | Cuts overall schedule 2–4 weeks |
| Small steady mass runs (5k–50k annual shots, not millions) | Optimized mid-grade steel (1.2738) instead of over-spec’d S136 full stainless | 25–33% unnecessary steel cost avoided |
Step-by-Step Zorapid Mold Onboarding Process
- Submit CAD files, target shot volume, resin grade, cosmetic specs, compliance requirements, and delivery deadline via secure client portal
- Senior mold engineer delivers free full DFM + mold flow risk assessment + two-tier quote (Soft Bridge / Hard Mass Tool) within 12 working hours
- Approve design simulation layout to launch steel machining or SLM insert printing
- Real-time order dashboard tracks CNC runs, trial molding results, QC photos, and milestone timelines 24/7
- Post-T2 validation, receive full certification packet and crated mold ready for your production line
2026 Global Mold Industry Data Analysis
Current Global Custom Industrial Mold Benchmark Market Data (2026 AMT & International Mold Maker Survey)
- Global industrial mold market size exceeds $1800B USD in 2026, 5.5% YoY compound growth; EV, medical, semiconductor are fastest-growing verticals
- 69% of OEMs report unplanned mold rework costs averaging 29% of initial tool budget, almost always caused by late-stage DFM flaws
- Only 16% of mold manufacturers offer in-house SLM conformal cooling insert capability; 84% rely exclusively on traditional drilled channels
- Conformal cooling adopters see average 32% faster molding cycles and 71% lower part scrap vs standard drilled cooling setups
- 81% of regulated medical/aero OEMs now require full digital thread traceability from CAD to finished mold delivery
2026–2030 Mold Manufacturing Future Trend Forecast & Zorapid Built-In Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Built Capability Match |
|---|---|---|
| Conformal SLM cooling becomes standard for high-performance industrial molds | CNC-only mold shops lose 37% complex EV/medical tool jobs by 2028 | On-site SLM printer bank integrated into mold workflow since 2024 |
| Demand for phased soft-to-hard bridge mold development surges | Fixed high-upfront hard tool investment becomes unattractive for iterative startups | Standard two-stage soft aluminum → hardened steel upgrade program |
| Regulatory traceability (ISO13485/EN9100/IATF16949) grows mandatory for tier supply chains | Third-party compliance labs add major timeline & cost overhead | Fully certified in-house QC lab generating audit-ready docs live during build |
| AI-powered mold flow & DFM simulation replaces manual engineering checks | Slow manual analysis creates launch bottlenecks | AI-enhanced simulation suite auto-flagging warpage, hotspot, shrink risks |
| Lightweight composite & high-performance resin adoption expands | Standard carbon steel molds wear rapidly with abrasive filled resins | Full inventory of S136/H13 abrasion-resistant stainless mold steels |
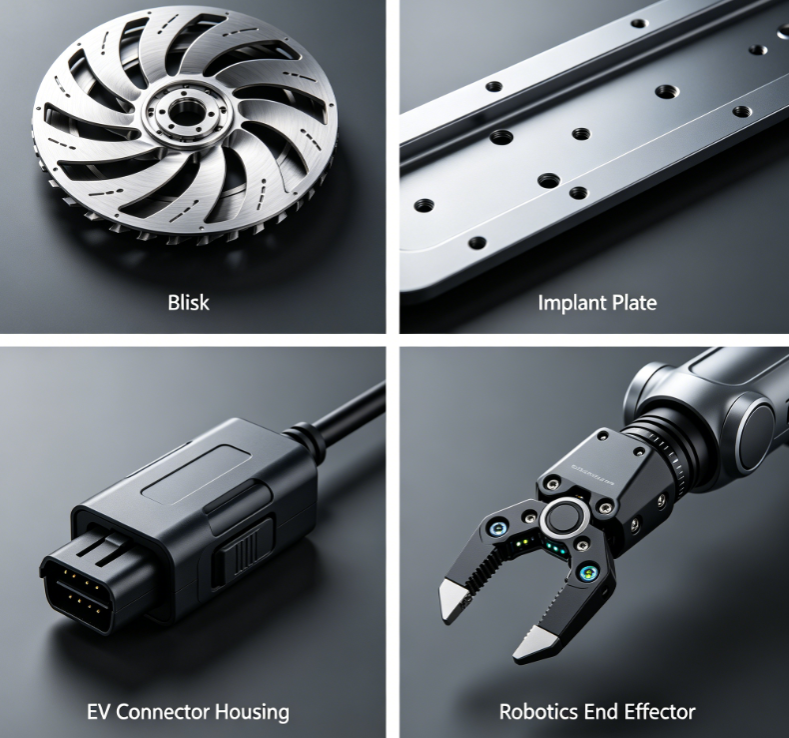
Key Industrial Application Scenarios Where Zorapid Mold Development Excels
Our concept-to-delivery mold pipeline is calibrated for high-value precision manufacturing verticals worldwide:
- Electric Vehicle & New Energy High-voltage connector molds, battery housing enclosures, cooling component tooling (GF-PA66, ABS, PC; IATF16949 compliant)
- Medical Devices & Single-Use Disposables Syringes, surgical instrument housings, implant component molds (S136 stainless steel, ISO13485 traceability)
- Industrial Robotics & Automation End effector parts, gear housings, sensor enclosures (ABS, PA6, PP; soft bridge + mass hard mold options)
- Optical & Consumer Precision Electronics Light guides, transparent lens molds, high-gloss device casings (NAK80 mirror polish grade steel)
- Semiconductor Packaging Hardware Low-outgassing component molds, test socket tooling, cleanroom-grade plastic housings
- General Industrial & Appliance Hardware Pump bodies, valve housings, structural fixture molds (1.2738, H13 for mid-to-high volume runs)
Guaranteed Mold Development & Shipment Delivery Speed
Split-vendor mold building drags programs for months; our fully unified facility eliminates cross-shop shipping and waiting delays entirely.
Standard Concept-To-Delivery Lead Times (No Hidden Emergency Rush Surcharges)
- Aluminum soft bridge test mold (50–5,000 shots): 10–14 business days
- Medium-volume hardened steel mold (50k–300k shots): 4–6 weeks
- High-cycle long-run S136 stainless mass mold (1M+ shots): 6–7 weeks
- Expedited critical launch mold build available for compressed 3–4 week hard tool timeline
Speed-Driving In-House Infrastructure
- 24/7 lights-off 5-axis CNC machining cells for mold plate roughing/finishing
- Parallel SLM conformal insert printing running simultaneously with mold base fabrication
- On-site injection molding trial presses eliminate third-party molder shipping wait times
- Dedicated mold NPI project managers prioritizing every client program schedule
- In-house finishing, polishing, and certification eliminates outsourced vendor queues
Core Advantages Partnering With Zorapid for Custom Industrial Mold Development
- Verified 22–40% total mold program cost reduction vs split multi-vendor traditional mold builders
- Exclusive in-house SLM conformal cooling insert production unavailable at most conventional mold shops
- Free no-obligation pre-build DFM, mold flow simulation, and steel grade cost optimization audits for all CAD submissions
- Complete single-source accountability: design, simulation, CNC/EDM machining, SLM inserts, polishing, trial molding, certification, packaging, global shipping
- Full global manufacturing certifications: For auto/medical/aero regulated tooling
- Fully transparent fixed-price quoting—no hidden revision, polishing, inspection, or trial molding add-ons post-PO
- Secure real-time client dashboard tracking machining progress, trial shot results, CMM QC reports, and shipment logistics
- 20+ years export-focused precision mold manufacturing experience serving EU & North America OEMs
- Flexible phased soft-to-hard mold investment model to lower your upfront financial risk
- Multilingual engineering support (English, German, Spanish) for direct seamless cross-border technical communication
Quick Summary
Most mold development headaches stem from fragmented outsourced teams, late DFM defects, limited cooling technology, poor steel matching, and off-site trial molding that drags revisions out for weeks. Zorapid’s closed-loop concept-to-delivery mold workflow fixes every core pain point: we simulate and optimize your design before steel touches a machine, deploy game-changing SLM conformal cooling for tricky geometries, offer low-risk soft bridge molds for unvalidated parts, and handle every machining, trial, certification step entirely under one roof.
Whether you need a fast aluminum test mold for robotics components, a million-shot S136 medical syringe tool, or a conformal-cooled GF-PA66 EV connector mass mold—we build a timeline and budget-aligned mold roadmap tailored to your production volume, resin, compliance, and launch targets. Send your CAD files today for your free mold flow simulation and cost assessment.
FAQ
Is SLM conformal cooling always more expensive than standard drilled cooling channels?
Initial insert printing adds minor upfront cost, but cycle time savings and scrap reduction deliver net positive ROI within weeks of molding startup. For thin-wall, high-temperature, or high-volume parts it’s nearly always the cheaper long-term solution; simple thick solid parts may use standard drilled channels for lowest initial tool price—our simulation team calculates ROI free of charge upfront.
Can you guarantee identical molded part dimensions from first T0 trial to full mass production?
Yes. Our mold flow simulation locks shrinkage values pre-machining; in-line CMM inspection calibrates cavity dimensions during T0/T1 tweaks, and hardened stable mold steel prevents dimensional drift across hundreds of thousands of shots. Full dimensional reports included for regulated OEM audits.
What if I need major design changes after the mold is partially machined?
Our digital CAD archive and modular cavity design minimize rework costs. Aluminum soft molds have ultra-low revision fees; hardened steel edits use EDM welding + re-machining with fully quoted change costs approved by you before work starts—no surprise rework bills.
Do you ship finished molds directly to EU/USA with customs and compliance paperwork?
We arrange door-to-door air/sea freight, generate complete commercial invoices, CE certification documents, and coordinate with your preferred freight forwarder. Full shipping cost breakdowns are embedded in your initial mold quote with zero hidden logistics fees.
What surface finishes can you apply in-house to mold cavities?
Mirror high-gloss polish, chemical grain texturing, bead blasting, nitriding, PVD coating, medical passivation, rust-proof sealing—all finished internally without third-party subcontractors causing cosmetic lot-to-lot inconsistency.
How does PPAP/FMEA documentation work for my custom mold order?
Our certified quality team builds FMEA, control plans, material certs, and PPAP packets incrementally starting at the simulation phase. By the time T2 trial passes, your full audit-ready compliance file is complete, eliminating rushed last-minute paperwork delays for your production launch.
Is there a minimum shot volume required to order a hardened steel production mold?
No minimum shot requirement. We build hardened steel tools for steady runs as low as 5,000 shots annually, and scale up to million-shot high-cycle molds with stable long-term pricing for repeat batch production.