Published by Zorapid
You’ve nailed your functional prototype—tests pass, fit checks out, performance hits specs. Now comes the hardest leap: scaling from hand-tuned prototype builds to stable, cost-efficient mass manufacturing.
Most OEMs hit costly roadblocks here: prototype-only material picks, unoptimized geometry, disjointed suppliers, soft tooling that fails at high cycles, and massive rework bills from late-stage design fixes. The Rule of 10 applies hard: a tweak costing $10 in EVT can balloon to $10,000 once hard steel molds are cut.
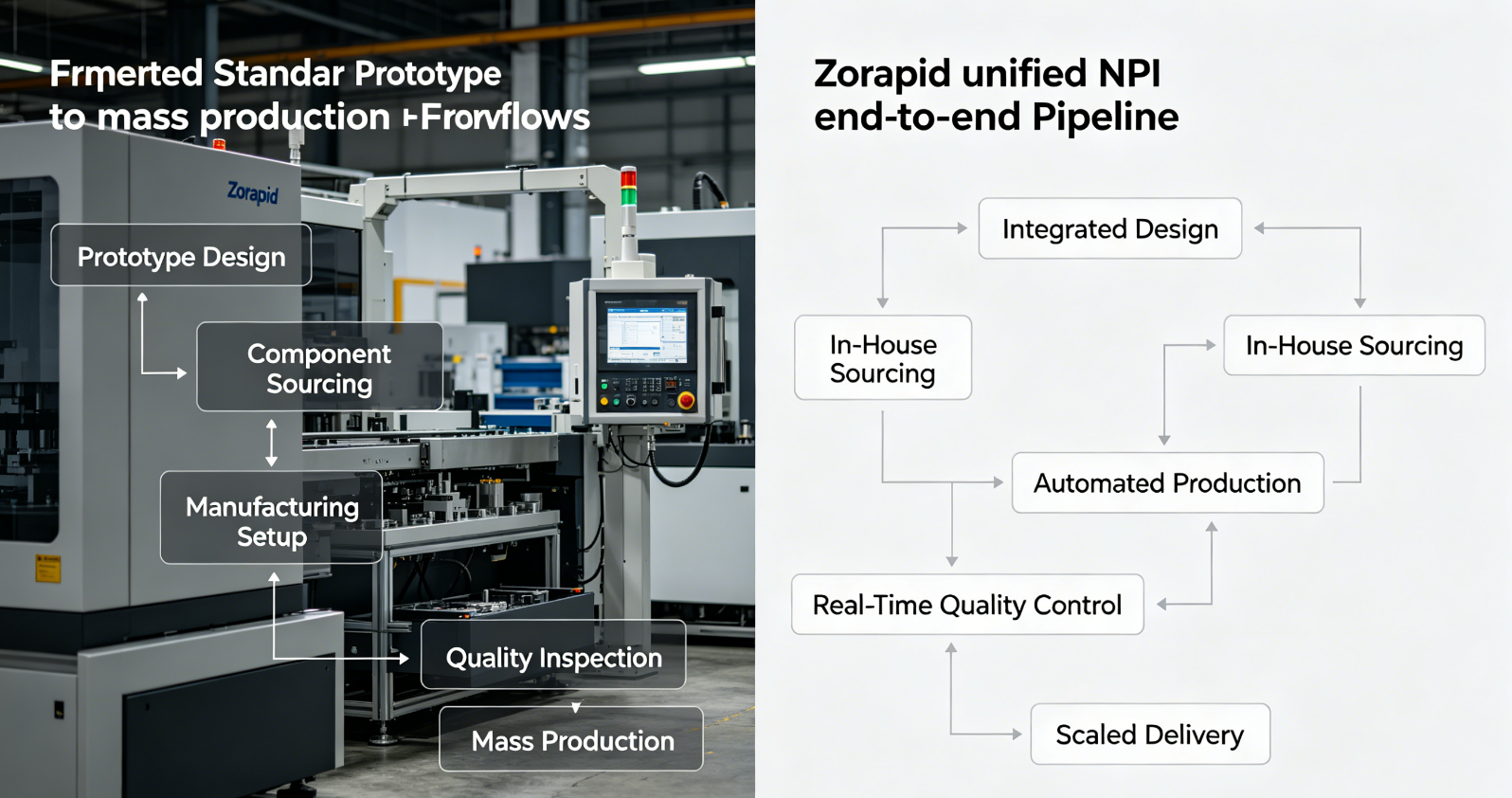
Zorapid’s all-in-one NPI pipeline unifies prototyping, bridge low-volume runs, hard tooling, mass CNC/injection molding, and hybrid SLM-CNC production under one certified facility. We eliminate multi-vendor chaos, front-load DFM risk checks, and deliver a zero-friction process switch path that cuts scaling costs 25–45% vs splitting jobs across separate prototype shops and mass manufacturers. Below is our full actionable switch playbook, side-by-side competitor comparisons, exclusive solve-for-hard-parts tech, material breakdowns, verified client cases, data trends, and full service matching for your unique project.
In-Depth Professional Process Tech Analysis
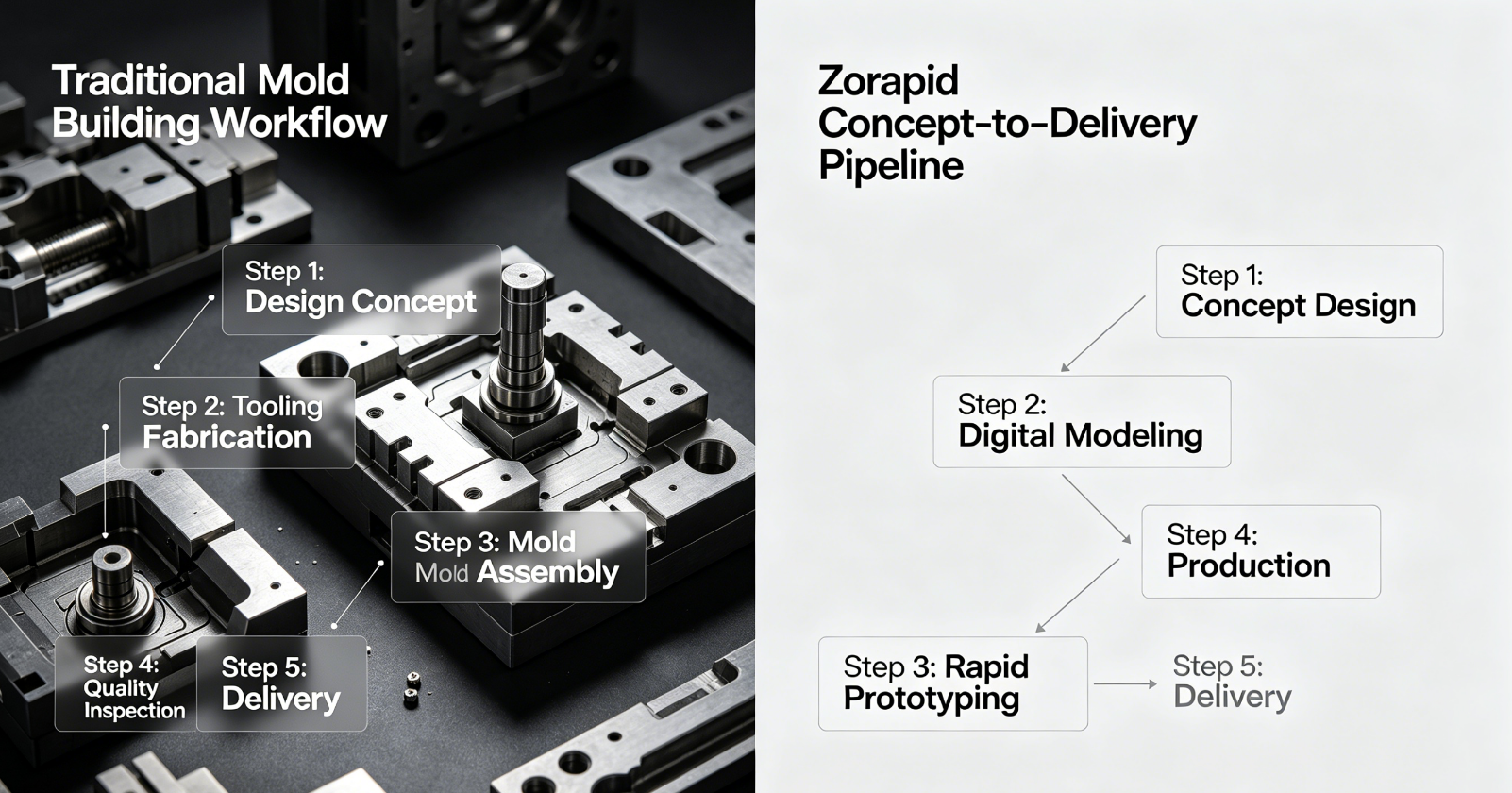
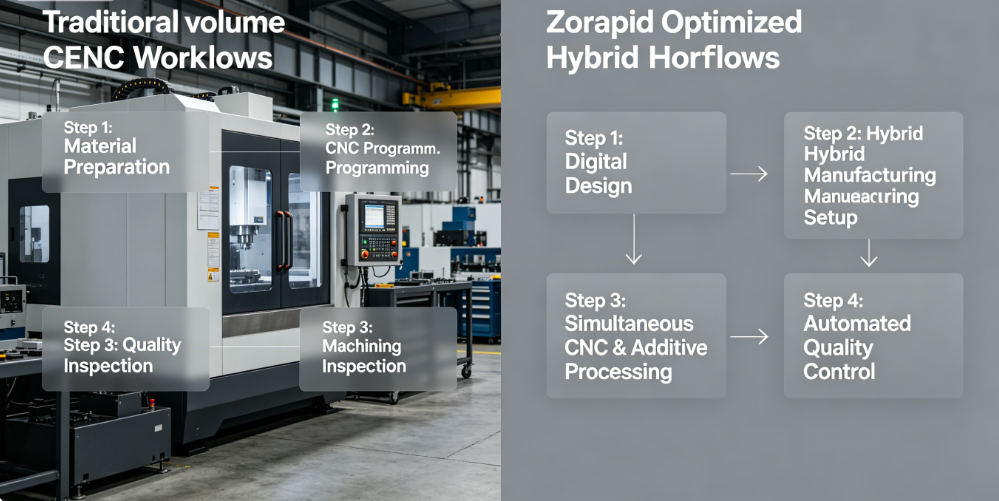
Standard Industry Broken Transition Workflow
- Separate prototype vendor: Uses SLM/CNC rapid builds, hand finishing, custom one-off soft fixtures, prototype-grade raw stock
- Hand-off to mold/mass shop post-prototype sign-off: No shared engineering data, zero process continuity
- Late DFM discovery: Mass manufacturer flags un-moldable geometry, bad draft angles, uneven wall thicknesses weeks after prototype approval
- Two-stage tooling delay: First aluminum soft tool for bridge runs, then full hardened steel hard tool; two rounds of mold cuts, two rounds of validation
- Disconnected QC systems: Prototype inspection tolerances looser than mass production CMM standards, leading to fit mismatch
- No digital thread: CAM files, scan data, FMEA reports not shared between vendors; full re-programming required for mass lines
- Manual assembly only for prototypes: No automated jigs planned early, slow, inconsistent labor for scaled batches
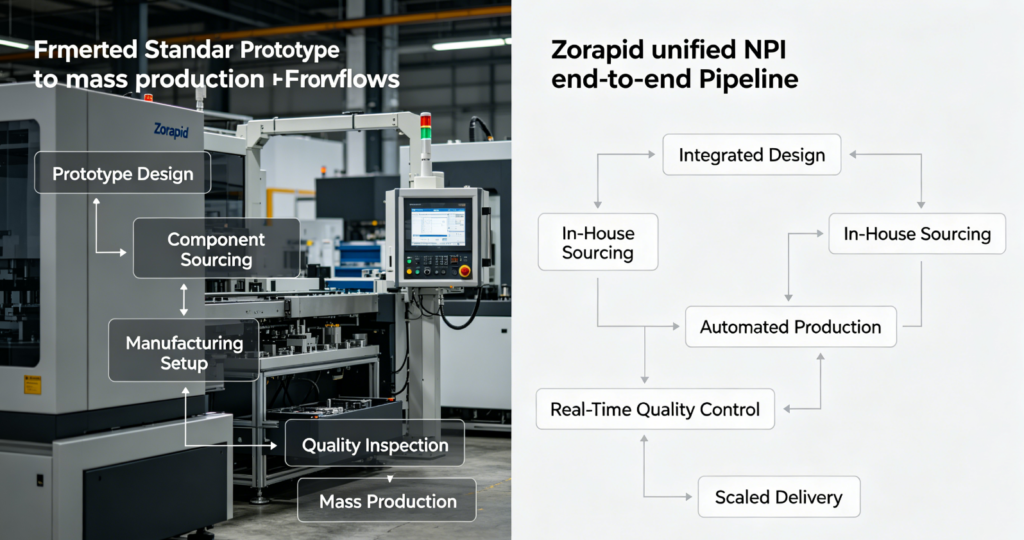
Zorapid Unified 4-Stage NPI Transition Process (EVT → DVT → PVT → Mass)
Stage 1: EVT (Engineering Validation Test | 1–50 units, prototype functional build)
- In-house SLM, 5-axis CNC, vacuum casting for works-like/looks-like parts
- DFM audit runs before prototype machining, not after—we tweak geometry to be mass-ready day one
- Lock baseline CTQ (Critical-to-Quality) tolerance stack-ups for later mass replication
- Digital archive of all toolpaths, scan logs, material lot data for seamless handoff
2: DVT (Design Validation Test | 50–300 bridge low-volume)
- Shift to production-intent materials; deploy modular reusable fixturing
- Soft aluminum rapid tooling for plastic parts, hybrid SLM pre-form + CNC finish for metal superalloy components
- Run full stability testing: thermal cycling, fatigue, assembly repeatability
- Build first draft of mass production work instructions, assembly jigs
3: PVT (Production Validation Test | 300–2,000 pilot mass runs)
- Fabricate hardened S136/NAK80 steel hard tooling for injection molding
- Scale 5-axis unmanned CNC cells for metal high-volume output
- Full PPAP, FMEA, control plan documentation for aerospace/medical regulated clients
- Tune cycle times, automate deburr, in-line CMM inspection to lock yield >98%
4: Full Mass Production (2,000+ units ongoing)
- Lights-off 24/7 production cells, bulk raw material supply chains locked
- Scheduled tool maintenance, batch traceability, consistent lot-to-lot output
- On-demand design ECO revision support with minimal downtime surcharges
Peer Shop vs Zorapid Transition Metric Comparison Table
| Transition Metric | Split Multi-Vendor Industry Standard | Zorapid Single-Source NPI Pipeline | % Improvement |
|---|---|---|---|
| Total transition timeline (Prototype → Mass Launch) | 12–24 weeks | 5–9 weeks | -60% lead time |
| Total rework & redesign cost during switch | Baseline 100% | 55–70% | -30% to -45% cost |
| Number of engineering handoffs / data transfers | 3–4 disjoint vendors | 0 internal handoffs | 100% eliminated miscommunication risk |
| Bridge production scrap rate | 18–32% | 4–9% | -75% scrap loss |
| Hard tool revision cycles post-PVT | 2–4 mold re-cuts | 0–1 minor tweak | -75% tool rework expense |
| PPAP / regulatory certification turnaround | 3–6 weeks third-party processing | 3–7 days in-house certified lab | -85% admin wait time |
High-Complexity Parts Competitors Can’t Transition — Zorapid Exclusive Solutions
Most manufacturers drop complex projects mid-switch: thin-wall superalloys, conformal cooling mold inserts, lattice lightweight structures, mixed metal-plastic assemblies, and ultra-tight micron tolerance regulated components. Here’s where we deliver scalable transition no competitor matches:
Challenge 1: Thin-Wall IN718 / Ti-6Al-4V Aerospace Components (0.6–0.9mm walls)
Competitor Limitation: Prototype CNC billet builds work via slow hand-tuned feeds; scaling to mass causes vibration warpage, scrap spikes >40%. No viable mass production path offered.
Zorapid Hybrid Scalable Fix:
- EVT: SLM near-net thin-wall prototypes for fast functional test
- DVT/PVT: Lock low-vibration 5-axis mass machining parameters with thermal compensated enclosures
- Mass run: Standardized coated micro-carbide tool packages, batch heat treatment stress relief Result: Stable <5% scrap rate from prototype all the way to 10,000+ unit mass batches
Challenge 2: Conformal Internal Cooling Mold Inserts for High-Cycle Plastic Molding
Competitor Limitation: Prototypes use drilled straight channels; mass steel molds cannot replicate complex spiral cooling paths via subtractive machining alone. Clients forced to redesign parts entirely.
Zorapid Scalable Hybrid Tooling Solution:
- EVT: SLM print conformal cooling prototype inserts for trial injection tests
- DVT: Scale SLM print lines to produce full hard tool inserts with integrated cooling
- Mass: Mold insert lifespan triples vs drilled channels; customer’s injection cycle time drops 40% long-term
Challenge 3: Ultra-Tight ±0.005mm Tolerance Medical/Aero Hardware
Competitor Limitation: Prototype hand-finishing hits micron specs, mass line consistency fails due to uncalibrated standard equipment; shops refuse high-tolerance mass scaling.
Zorapid Closed-Loop QC Scaling System:
- In-line real-time CMM scanning on every production cell
- AI toolpath adjustment that auto-corrects axis drift batch-to-batch
- ISO 13485 / EN9100 certified process control locked from EVT onward No tolerance drift as volume ramps up from 1 piece to 50,000+ units
Challenge 4: Multi-Metal + Plastic Hybrid Assembly Kits
Competitor Limitation: Prototype parts come from CNC plastic and metal vendors; mass scaling requires coordinating 3+ suppliers, misfit assembly, conflicting QC standards.
Zorapid One-Roof Assembly Scaling:
EVT to mass: CNC metal, CNC plastic, SLM metal, injection molding, fit assembly all in-house. Single PO, unified inspection report, pre-fit tested kits shipped ready for end integration.

Applicable Materials & Prototype-to-Mass Grade Comparison Matrix
A top scaling mistake: engineers pick fast-to-machine prototype materials that cannot be sourced affordably in bulk mass runs. Our metallurgy team maps prototype grades directly to cost-effective mass equivalents without sacrificing mechanical performance.
Full Material Transition Comparison
| Material Family | Prototype Common Grade | Mass Production Equivalent Grade | Relative Total Mass Cost vs Prototype | Machinability Score (1–10) | Certified End Use | In-House Surface Finishes |
|---|---|---|---|---|---|---|
| Aluminum | 6061-T6 (Prototype Default) | 6061-T6 / 5052-H32 | 0.85 (15% bulk discount) | 9.5 | Aero, EV, Robotics | Anodize, hard coat, powder coat |
| High-Strength Aluminum | 7075-T6 (Prototype Structural) | 7075-T6 bulk billet | 0.92 | 7.0 | Aerospace structural | Chromate conversion, hard anodize |
| Stainless Steel | 303 (Easy Prototype Machining) | 316L / 17-4PH H900 | 1.08 | 5.5–6.5 | Medical, Marine, Semiconductor | Passivation, electropolish |
| Titanium | Ti-6Al-4V Grade 5 (Proto Implant/Aero) | Bulk Ti-6Al-4V bar | 0.95 | 4.0 | Ortho implants, turbine parts | Medical passivation, bead blast |
| Superalloy | IN718 Inconel (Proto High-Temp) | Vacuum melted IN718 ingot | 1.02 | 2.5 | Engine, Oil & Gas | Shot peen, stress relief |
| Tool Steel | H13 / S136 (Proto Mold Blanks) | Pre-hardened S136 / NAK80 | 0.90 | 5.0 | Injection mass molds | Nitriding, PVD coating |
| Engineering Plastic | ABS solid rod (Proto Enclosures) | Virgin ABS pellet for injection | 0.38 (huge mass savings) | 9.0 | Consumer, Test Fixtures | Paint, adhesive bonding |
| Reinforced Plastic | GF-PA66 Rod (Proto EV Connectors) | 30% GF-PA66 injection pellet | 0.42 | 8.5 | EV, Automotive | Heat staking, laser marking |
| High-Performance Plastic | Medical PEEK Rod (Proto Implant Housings) | Medical-grade PEEK pellet | 0.98 | 7.0 | Surgical devices | Sterilization-ready as-machined |
Critical Material Transition Rules for Smooth Scaling
- Aluminum: Stick with 6061 for non-high-stress parts—bulk pricing drives massive per-unit savings at scale
- Plastics: Rod stock for prototypes always switches to pellet injection molding above ~300 units for 50–70% unit cost drop
- Superalloys/Titanium: We secure long-term bulk ingot supply contracts to lock pricing so prototype vs mass cost variance stays <10%
- Free material substitution audit: Our engineers flag over-specified prototype grades that can swap to cheaper mass stock with identical performance

Real-World Client Case Studies
Case 1: German Aerospace Tier 1 — IN718 Blisk (Prototype → 12,000 Unit Annual Mass Run)
Client Scaling Pain Point: European shop only delivered 30 prototype blisks via full billet CNC; quoted 30-week timeline to set up mass production, 38% higher per-unit mass cost vs prototype. Risk of missed flight test launch window.
Zorapid Full NPI Transition Execution:
- EVT (30 units): SLM near-net blisk pre-form + 5-axis finish prototype builds, full EN9100 validation
- DVT (200 bridge units): Lock hybrid print-machining mass parameters, batch vacuum heat treatment workflow
- PVT (1,000 pilot mass): Scale SLM platform, automate blade airfoil finishing, full PPAP documentation
- Full Mass: Steady 1,000/month output, stable ±0.005mm blade tolerance Measurable Results:
- Mass unit cost 36% lower than competitor mass quote
- Total prototype-to-mass timeline compressed from 30 weeks to 8 weeks
- Yield held steady 97–99% from first prototype through full annual mass volume

Case 2: US Medical OEM — Ti-6Al-4V Orthopedic Implant Plates (Proto → 45,000 Annual Mass)
Client Pain Point: Domestic US prototype shop used small-batch manual CNC; scaling would require 2 separate vendors for parts and medical finishing, high third-party audit fees, risk of biocompatibility mismatch between prototype and mass batches.
Zorapid Regulated Medical Transition Path:
- EVT (80 prototype plates): Temp-stabilized 5-axis Ti machining, as-machined Ra0.3μm medical surface
- DVT/PVT (2,000 pilot): Lock in-line medical passivation, full lot traceability systems
- Mass production: 24hr unmanned Ti machining cells, ISO 13485 batch certification packaged per shipment Measurable Results:
- 29% lower total landed mass cost vs US domestic scaling route
- Zero biocompatibility audit failures across prototype + mass batches
- No secondary finishing vendor needed; single-source full compliance
Case 3: EV Startup — GF-PA66 Connector Housings (Proto CNC → Injection Mass Molding)
Client Pain Point: CNC rod prototypes worked for lab testing; standard mold builder demanded $14,500 hard tool NRE upfront with no bridge trial option, 7-week mold lead time, no support for mid-design revisions pre-mass.
Zorapid Phased Tooling Transition:
- EVT (50 CNC prototype housings): DFM tweak wall thickness/draft angles for moldability during prototype phase
- DVT (300 bridge runs): Low-cost aluminum soft injection mold for market test batches ($2,800 NRE)
- PVT + Mass: Upgrade to hardened S136 steel hard mold for 100,000+ cycle long-term mass output Measurable Results:
- Spread tool cost across bridge pilot runs; total upfront capital outlay cut 72%
- Total prototype-to-mass launch time 6 weeks vs competitor 13 weeks
- Unit cost dropped 68% once full injection mass ramped up
Your Unique Project Requirements ↔ Custom Zorapid Transition Solutions
We build a fully tailored scaling roadmap for every OEM—no generic one-size transition packages. Below the most frequent client scaling needs and our matched risk-mitigated solutions:
| Your Prototype-to-Mass Requirement | Zorapid Custom Transition Fix | Estimated Total Program Savings |
|---|---|---|
| Frequent design ECO revisions pre-mass freeze | Modular soft tool bridge runs + reusable CAM/SLM digital files | 30–42% rework & mold edit cost cut |
| Regulated aerospace/medical full PPAP/FMEA traceability | In-house certified QC lab builds docs during EVT, no third-party markup | 12–20% compliance admin cost |
| Complex geometry (lattices, conformal cooling impossible for pure CNC/mold) | Hybrid SLM + subtractive scalable production pipeline | 35–45% vs competitor redesign forced |
| Tight launch deadline, cannot wait for full hard tool first | Aluminum soft tool bridge production to ship product while hard steel mold finishes | Eliminates 6–10 week launch delay |
| Small annual mass volume (2,000–10,000 units, not millions) | Optimized mid-volume hybrid CNC/SLM instead of overinvesting in high-cycle injection molds | 28–38% unnecessary tool capital avoided |
| Mixed metal-plastic assembly kits scaling together | Unified in-house production + automated assembly jigs built during DVT phase | 18–25% multi-vendor shipping/PO overhead removed |
| Ultra-low MOQ mass (steady 500–2,000/month small batches) | Lights-off flexible CNC cells with quick-change fixturing, no minimum batch lock-in | No inflated small-batch mass surcharges |
How Our Transition Onboarding Works Step-by-Step
- Submit CAD files, prototype test reports, target annual volume, budget, compliance specs via our secure portal
- Senior NPI DFM engineer delivers free risk assessment + 2-tier quote (Fast Bridge Launch / Full Optimized Mass) within 12 business hours
- Lock EVT prototype build with mass-ready geometry tweaks baked in upfront
- Real-time client dashboard tracks EVT/DVT/PVT/mass milestones, QC photos, material lot logs
- Smooth handoff to dedicated mass production account manager once pilot batches validate
2026 Industry Data Analysis + Future Scaling Trend Table
Current Global OEM Prototype-to-Mass Benchmark Data
- 71% of hardware OEMs experience unplanned redesign costs during scaling; average overrun = 27% of initial program budget
- Only 17% of global manufacturers offer true single-source prototype-through-mass NPI pipelines; 83% operate split vendor models
- Hybrid additive-subtractive scaling adoption up 32% year-over-year for aerospace/medical complex parts
- The Rule of 10 cost multiplier: EVT design fix ($1) → DVT ($10) → PVT ($100) → full mass production ($1,000) rework expense
- Average split-vendor transition lead time: 16 weeks; single-source integrated shops average 7 weeks
2026–2030 Future Scaling Trend Forecast & Zorapid Built-In Alignment
| Industry Trend Shift | Business Impact for OEMs | Zorapid Pre-Built Capability Match |
|---|---|---|
| Hybrid SLM-CNC becomes standard for complex metal scaling | Pure CNC/mold shops lose 34% complex NPI jobs by 2028 | On-site SLM + 5-axis integrated cells active since 2024, mass-scalable print lines |
| OEMs shift from large inventory to on-demand low-volume steady mass runs | Demand for flexible, no-MOQ scaling surges | Unmanned flexible machining cells, quick-change modular fixturing |
| Medical/aero regulatory traceability rules tighten drastically | Third-party inspection & certification costs rise 41% by 2029 | In-house ISO 13485, EN9100, IATF16949 certified QC lab |
| AI-DFM & digital thread mandatory for large tier-1 supply chains | Manual engineering file transfers become non-compliant | Cloud-based shared CAD/CMM/FMEA digital thread for client access |
| Lightweight lattice structures replace solid billet for performance hardware | Traditional subtractive-only shops cannot economically scale lattice production | Native SLM lattice design library, validated mass-print parameters |
Key Industry Application Scenarios Where Our Transition Pipeline Excels
Our end-to-end prototype-to-mass workflow is calibrated for precision regulated global verticals:
- Aerospace & Defense Blisks, turbine components, satellite housings, structural brackets (IN718, Ti-6Al-4V, 7075-T6 Al | EN9100 certified scaling)
- Medical Devices & Implants Orthopedic hardware, surgical tool bodies, diagnostic enclosures (Ti, medical PEEK, 316L SS | ISO 13485 traceable batches)
- Electric Vehicle & New Energy Connector housings, battery cooling plates, motor components, sensor brackets (6061 Al, GF-PA66, copper heat sinks)
- Industrial Robotics & Automation Custom end effectors, gear housings, linear stage frames, test jigs (6061, 303 SS, Delrin POM)
- Semiconductor Precision Hardware Class 100 vacuum chamber fittings, low-outgassing enclosures, sensor mounts (passivated stainless, low-emissivity aluminum)
- Marine & Oil/Gas Low-Batch Mass Components Corrosion-resistant valve bodies, subsea test hardware (17-4PH, 316L, Inconel alloys)
Guaranteed Transition & Mass Delivery Speed
Split-vendor scaling drags programs for months; Zorapid’s unified facility eliminates cross-shop waiting periods entirely.
Standard Phase Lead Times (No Hidden Rush Surcharges)
- EVT Prototype (1–50 units): 3–5 business days
- DVT Bridge Low-Volume (50–300): 7–12 business days
- PVT Pilot Mass (300–2,000): 10–18 business days
- Full Steady Mass Production (2,000+): Recurring 7–14 day batch turnaround windows
Speed Enablers Built Into Our Transition System
- 3000㎡ lights-off 5-axis CNC & SLM facility running dual daytime shifts + overnight unmanned production
- In-house mold workshop for soft/hard tool fabrication—no outsourced mold maker lead delays
- On-site full finishing suite (anodize, passivation, PVD, polishing, medical sterilization prep)
- Dedicated NPI project managers assigned to every program for priority schedule oversight
- Parallel processing: SLM prototype builds run at the same time as mold design/DFM simulation
Core Advantages Partnering With Zorapid for Full Prototype-to-Mass Scaling
- Proven 25–45% total program cost reduction vs multi-vendor split scaling models
- Exclusive hybrid SLM + 5-axis CNC scalable manufacturing unavailable at most standard mass shops
- Free no-obligation pre-scaling DFM, material grade, and tooling roadmap audits for all CAD submissions
- True single-source accountability: prototyping, tooling, machining, printing, finishing, assembly, certification, packaging all in one facility
- Global top-tier certifications: For aerospace/medical/automotive regulated parts
- Fully transparent fixed-price quoting—no hidden mold revision, fixture, or inspection add-ons post-PO
- Real-time secure customer dashboard with machine logs, QC snapshots, batch shipment tracking 24/7
- 20+ years export OEM precision manufacturing experience focused on EU & North America scaling demands
- Zero minimum order quantity: 1 prototype piece up to 100,000+ annual mass units supported equally
- Multi-language engineering support (English, German, Spanish) for direct cross-border client communication
Quick Summary
The biggest scaling failures stem from disjointed vendors, late DFM fixes, mismatched prototype/mass materials, and rigid one-process-only manufacturers unable to adapt complex geometry at volume. Zorapid’s integrated EVT-DVT-PVT-mass pipeline solves every core transition pain point: we engineer mass manufacturability into your prototype day one, use hybrid additive-subtractive scalable technology, cut rework costs drastically, and compress launch timelines by over half.
Whether you’re launching 50 medical prototype implants ramping to 45k annual mass, aerospace blisk test batches scaling to monthly thousand-unit runs, or EV connector plastic housings switching from CNC rod to injection molding—we build a risk-mitigated, budget-friendly scaling roadmap tailored to your volume, compliance, and timeline goals. Send your CAD files today for your free NPI transition cost & timeline assessment.
FAQ
Is hybrid SLM-CNC more expensive long-term for mass production vs pure CNC/molding?
For complex thin-wall, conformal cooling, or superalloy parts hybrid is 30–40% cheaper at scale. Simple solid aluminum brackets may lean pure CNC mass—our DFM team calculates the lowest total cost production route free of charge in your assessment.
Can you hold identical tolerance specs from prototype all the way through mass batches?
Yes. Our in-line thermal-compensated machining and standardized CMM QC lock CTQ tolerances (as tight as ±0.005mm) consistent from the first prototype unit to 100k+ mass pieces, with full audit-ready inspection records for regulated industries.
What if I need major design changes after bridge DVT runs start?
Our modular soft tooling and reusable SLM/CAM digital files make mid-program revisions low-cost and fast. Small geometry edits often require <1 hour re-setup vs 4+ days of mold rework at split vendors; all revision costs are fully quoted upfront before changes launch.
Do you handle cross-border shipping to EU/USA with duty & compliance paperwork?
We coordinate door-to-door air/sea freight, supply complete commercial invoices, CE marking docs, and work with your preferred freight forwarder. Full shipping cost breakdowns are included in your initial program quote with no hidden logistics fees.
What surface finishes can you maintain consistently from prototype to mass?
All in-house finishes scale uniformly: hard anodize, medical passivation, electropolish, bead blast, PVD coating, powder coat, precision polishing, laser marking. No third-party finishers introduce lot-to-lot cosmetic variation.
How does PPAP/FMEA documentation work for the full transition cycle?
Our certified quality team builds FMEA, control plans, and PPAP packets incrementally starting at EVT, so by PVT mass validation your full compliance file is complete—no rushed last-minute paperwork delays holding up your launch.
Is there a minimum annual mass volume requirement to lock in long-term scaling pricing?
No annual volume minimum. We offer stable recurring batch pricing whether your steady mass run is 500 units/month or 10,000 units/month, with flexible pause/resume production for demand fluctuations.