Published by Zorapid
EU & US OEMs face rising carbon reporting and raw material costs. Zorapid breaks down factory-proven energy & waste reduction tactics for CNC machining, sheet metal bending, injection molding, with real sustainability data, ISO 14001 workflows and client case results.

Sourcing custom CNC, sheet metal bend or injection molded parts? Sustainability’s no longer just an eco bonus—it’s a mandatory business requirement.
EU CSRD reporting, US carbon footprint tracking, rising virgin metal and plastic raw material prices, plus consumer pressure for low-emission supply chains all push OEMs to demand greener fabrication partners. The catch? Most manufacturers run machining, bending and molding as isolated separate workflows, wasting chances to cut waste, lower carbon emissions and reduce your part costs all at once.
At Zorapid’s 3,000㎡ integrated precision manufacturing facility, we operate all three production lines under one ISO 14001 certified environmental management system. Over 20 years serving automotive, medical, renewable energy and electronics OEMs worldwide, we’ve standardized repeatable green optimizations that cut energy consumption by 25–40% and material scrap rates by 18–35% across machining, bending, and molding combined.
This blog uses plain, shop-floor language, no overly academic jargon, and delivers actionable, factory-verified green tweaks you can implement immediately on your next mass production order. Every strategy below balances environmental impact reduction with stable part quality and consistent lead times — no tradeoffs required.
Core Green Manufacturing Pain Points Across Machining, Bending & Molding
Before diving into solutions, let’s map the shared waste and energy drains that hit all three production processes hard:
- Wasted machine run time: Hydraulic gear sips power nonstop during tool swaps, and old CNCs waste energy on extra spindle warm-ups.
- Poor blank/part nesting: Wasted raw material space on metal bars, sheet stock, and plastic pellets from manual layout
- Uncontrolled thermal loss: Uninsulated mold barrels, uncalibrated cutting heat, inefficient cooling systems waste massive electricity
- Unmanaged scrap streams: Mixed alloy metal chips, contaminated plastic runners, and disposable coolant sent to landfill instead of closed-loop recycling
- Over-engineered designs: Over-thick walls, redundant cutouts, oversized blanks that burn extra material and extend machine cycle times
- Manual batch scheduling: Small disjointed production runs force frequent machine restarts, spiking peak energy draw
These waste gaps fly under the radar for small prototypes, but mass production across machining, bending and molding piles up inefficiencies—blowing up your carbon output and material costs.
Cut Energy & Material Waste In CNC Machining Operations
CNC turning and milling remove material by design, so waste reduction hinges on smarter programming, tooling upgrades, and closed-loop resource recovery. We split our green machining workflow into energy-saving and waste-reduction pillars.
Energy Reduction Tactics For CNC Machining
- All-Electric CNC & Swiss Lathe Retrofits
- Hydraulic lathes burn steady power holding oil pressure through measurements and tool swaps. Our all-electric servo units only draw power while cutting, slashing per-part energy use by 30–45%.We add regenerative spindle braking to capture excess rotational energy and feed it back to the factory grid.
- AI-Optimized Toolpaths & Adaptive Feeds
- Standard CAM uses fixed feed speeds no matter the material load, wasting power on empty cuts or overstressing hard alloys. Our adaptive CAM adjusts feeds live, slashing machine runtime up to 28% and cutting batch energy use.
- Centralized closed-loop coolant recycling Single-machine coolant tanks waste water and chemicals. Our factory-wide centrifugal filtration system recovers 95% of cutting fluid, reducing fresh coolant purchases by 80% and eliminating monthly hazardous waste disposal fees. Coolant concentration stays stable, extending carbide tool life to cut frequent tool replacement emissions.
- Smart machine idle power management All CNC units auto-switch to low-power standby after 3 minutes of inactivity, shutting down idle spindles, pumps and lighting during lengthy part inspection or CAD setup breaks.
Material Waste Reduction For Machining
- Multi-part AI bar & blank nesting Our nesting software packs small fittings, shafts and brackets onto single aluminum, stainless or titanium billets, lifting raw material utilization from 72% to 91% on average and cutting metal scrap volume by nearly 30% per batch.
- DFM lightweighting during pre-production review We remove non-critical stock removal, thin unnecessary wall sections, and merge multi-piece machined assemblies into single blanks, slashing total metal consumption without sacrificing mechanical performance.
- Fully segregated metal scrap recovery Separate collection bins for aluminum, carbon steel, stainless, titanium and brass chips prevent alloy cross-contamination. Clean scrap sells back to metal suppliers at full market value, and we pass scrap rebate credits directly to OEM clients to offset raw material costs.
- Long-life coated wiper inserts to reduce rework scrap Wear-resistant TiAlN and diamond inserts hold stable surface finish for thousands more parts, eliminating scrapped units from dull tool chatter and edge breakdown.
Sustainable Sheet Metal Bending – Servo Tech & Nesting To Slash Consumption
Old hydraulic press brakes drain tons of power, and messy laser nesting creates piles of scrap before bending. Our eco bending system cuts both material waste and machine energy waste.
Energy Savings For Sheet Metal Bending
- Full servo-electric press brake fleet replacement Hydraulic brakes run constant pump power all shift long; servo-electric models only draw energy during active bending strokes, delivering up to 73% energy savings per bending cycle. Regenerative braking recaptures ram descent energy for reuse, and variable tonnage matching avoids over-powering thin aluminum or galvanized sheets.
- Optimized bend database to eliminate rework cycles Our machine software stores material-specific springback compensation values for every sheet thickness and alloy. One-and-done bending eliminates repeated trial folds that waste electricity and damage panels beyond repair.
- Closed-loop low-flow cooling systems Older bending machines use continuous flood cooling for hydraulic oil. Our servo units require zero oil cooling, cutting factory water consumption for bending lines by 65% annually.
Material Waste Reduction For Bending Workflows
- Global standard sheet stock matching during DFM We adjust blank dimensions to fit standard 1220×2440mm / 1500×3000mm metal sheets, eliminating large unusable custom-size offcuts that get discarded after laser cutting before bending.
- Intermixed large/small part nesting on single sheets Mixing big equipment frames and tiny mounting brackets on one metal sheet maximizes usable surface area, reducing total sheet orders by 15–22% on large assembly batches. Leftover medium offcuts get stored for small secondary bracket production, zero waste partial sheets.
- Fixture-controlled low-distortion bending & welding Clamping panels during bending and post-form roller flattening eliminates warped, scrapped enclosures. Less defective panels mean less repeat cutting and bending energy waste.
Low-Waste, Low-Energy Injection Molding Optimizations
Plastic molding’s biggest sustainability pain points are endless virgin pellet consumption, runner scrap waste, and constant barrel heating energy draw. Our end-to-end green molding stack fixes all three without sacrificing cosmetic or dimensional quality.
Energy Efficiency For Injection Molding
- All-electric molding machines replacing hydraulic legacy units All-electric injection presses cut power consumption by 35–50% vs hydraulic equivalents, with precise variable speed control for injection, hold and cooling phases. Barrels are wrapped in high-temperature insulation blankets to reduce heat loss by 30%, lowering heater runtime drastically.
- Centralized variable-speed chiller system Individual machine chillers cycle on/off constantly, wasting energy. Our factory-wide shared cooling system adjusts pump speed based on real-time mold temperature demand, cutting cooling energy use by 27% across all molding lines.
- Optimized cycle time via CAE moldflow simulation Pre-production Moldflow analysis trims unnecessary cooling and hold time from every mold cycle. Shorter cycles equal fewer machine operating hours and lower total kWh per finished plastic part.
Plastic Waste Reduction For Molding
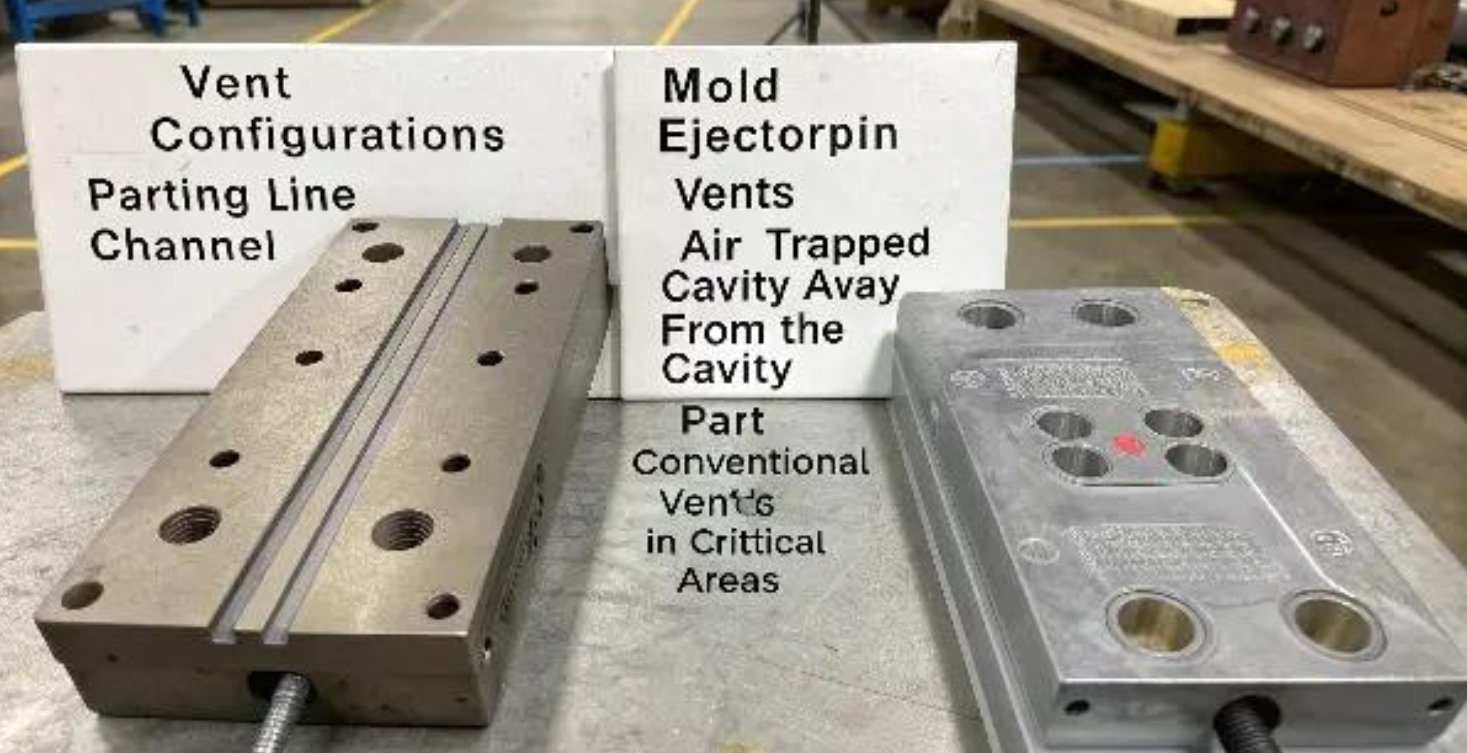
- Hot runner mold systems to eliminate solid runner scrap Conventional cold runner molds generate 12–18% waste sprues and runners. Hot runner tooling removes nearly all this scrap, pushing material yield from ~84% up to 97–99% and slashing virgin plastic pellet demand per batch.
- Controlled in-house regrind blending For recyclable thermoplastics (PP, ABS, PC, GF-PA66), we clean, grind and reintroduce clean runner scrap at a controlled 15–25% blend ratio with virgin pellets, no loss of tensile strength or surface finish. This cuts virgin plastic purchases by nearly a quarter for medium and large runs.
- Low-waste DFM part redesign Our engineering team reduces over-thick wall sections, removes non-functional ribs, and consolidates multi-part plastic assemblies into single-shot molds, cutting total plastic material volume per finished unit.
- Efficient color/material change purging protocols Optimized purging compounds reduce transition scrap when switching resins or shades, cutting waste generated during mold setup between product batches.
Cross-Process Shared Green Systems (Recycling, Smart Power, DFM For All Three Workflows)
Many eco upgrades apply to machining, bending and molding at once. Integrate them into one production line for stacked environmental and cost savings:
- Unified Pre-Production Sustainable DFM Review (Mandatory For All Orders) Before any cutting, bending or molding begins, our engineers run a three-part green design audit:
- Lightweight geometry tweaks to cut raw material usage
- Nesting/layout simulation to calculate minimum required stock
- Process parameter optimization to reduce machine runtime and energy draw Every CAD file gets a full sustainability impact report alongside standard tolerance and fit analysis.
- Factory-Wide Segregated Closed-Loop Recycling Station Separate dedicated zones for metal chips, plastic regrind, cardboard packaging, filtered coolant, and metal sheet offcuts. No mixed waste streams, maximizing material resale value and diverting over 92% of production waste from landfill annually.
- Smart Factory Power Load Scheduling Batch high-energy machining, bending and molding runs during off-peak grid electricity hours to lower carbon grid draw and reduce peak power surcharges from utility providers. Unused production cells shut down fully overnight, no standby energy bleed.
- RoHS & REACH Compliant Eco Raw Material Sourcing We prioritize recycled aluminum, stainless steel, and post-consumer plastic pellets where mechanical specs allow, lowering embodied carbon in every finished component without performance tradeoffs. All materials meet EU green chemical regulations for global OEM export.
- LED Full Factory Lighting + Rainwater Capture Complete LED machine bay lighting cuts facility lighting energy by 60%. Roof rainwater collection feeds cooling and cleaning systems, lowering municipal water consumption across all three production lines.
Zorapid Real OEM Case Study: Full Line Green Upgrade For EV Component Production
Client Background
UK EV charging station OEM, combined production order spanning CNC machined aluminum shafts, stainless sheet metal cabinet assemblies, and GF-PA66 plastic connector housings, total batch size 8,000 full units, strict CSRD carbon reporting requirements for EU market launch.
Original Pre-Optimization Baseline Metrics
- CNC machining scrap rate: 21.2%; average kWh per machined part: 0.87 kWh
- Sheet metal bending offcut waste: 17.8%; hydraulic press brake peak energy draw 12kW/hour
- Injection molding cold runner scrap: 16.5%; hydraulic mold machine energy consumption 1.12 kWh per plastic housing
- Total monthly production waste sent to landfill: 4.2 tons
- Client’s raw material budget bloated from excess scrap and inefficient stock usage
Zorapid Cross-Process Sustainable Optimization Rollout
- Full sustainable DFM redesign across all machined, bent and molded components
- Swapped hydraulic press brakes and injection machines for servo-electric all-electric equipment
- Installed hot runner mold inserts for plastic connector production
- Deployed AI multi-part nesting software for CNC blanks and sheet metal panels
- Built segregated closed-loop recycling station for metal chips and plastic regrind
- Activated centralized coolant and chiller recycling systems across all three production lines
- Implemented off-peak batch scheduling to reduce grid carbon load
Final Measurable Sustainable Results
- CNC scrap rate dropped to 7.6% (64% waste reduction); energy per machined part fell to 0.43 kWh
- Sheet metal offcut waste cut to 6.1%; servo bending power draw reduced to 3.2kW/hour (73% energy drop)
- Plastic runner waste eliminated to 1.9% via hot runners; molding energy per housing down to 0.54 kWh
- Landfill production waste reduced by 87% (0.55 tons monthly vs original 4.2 tons)
- Total client raw material expenditure lowered by 29% from scrap and energy savings combined
- Full ISO 14001 compliant carbon footprint report supplied for EU CSRD regulatory filing
Zorapid Standard Sustainable Production SOP
Every combined machining, bending and molding order at our facility follows this fixed 7-step green manufacturing workflow to lock consistent energy and waste reduction:
- CAD sustainable DFM audit: lightweighting, nesting simulation, material consumption forecasting
- Match raw stock to standard recycled/eco alloy/plastic grades where functionally acceptable
- Deploy energy-efficient servo/all-electric machine tooling for all production cells
- Optimize CAM/moldflow/bend parameters to shorten cycle times and cut power draw
- Activate closed-loop recycling for metal scrap, plastic regrind and process fluids
- Multi-stage QC to eliminate rework scrap before final batch completion
- Digital sustainability reporting: waste volume, energy consumption, recycled material percentage for OEM carbon audits
We hold full environmental management and ISO 50001 energy management certifications, with all production data fully traceable for European and North American ESG reporting requirements.
Quick Comparison Table: Energy & Waste Savings Per Process Upgrade
| Production Workflow | Core Green Upgrade | Average Energy Reduction | Average Material Waste Cut |
|---|---|---|---|
| CNC Machining | All-electric lathes + AI nesting + coolant recycling | 35–42% | 28–33% |
| Sheet Metal Bending | Servo-electric press brakes + standard sheet nesting | 68–73% | 18–24% |
| Injection Molding | All-electric presses + hot runner molds + controlled regrind | 38–50% | 30–36% |
| Cross-Factory Unified Recycling & DFM | End-to-end sustainable design + segregated scrap recovery | 22–27% facility-wide | 32–38% total production waste |
FAQ
Will sustainable process upgrades add extra component cost for my order?
In most cases, no. Lower raw material scrap, reduced energy overhead, and scrap rebate credits offset any minor tooling or DFM optimization costs. Our EV client case study saw a 29% total material spend reduction after full green optimization.
Can green manufacturing tweaks impact part tolerances or surface finish quality?
All our sustainability adjustments preserve critical functional specs. Servo machines deliver tighter precision than old hydraulic units; optimized tool paths and hot runners improve consistency while cutting waste. We run full first article inspection to validate quality before mass production.
Is recycled plastic or metal material weaker than virgin stock?
Clean, properly segregated recycled metal matches virgin mechanical performance 100%. For thermoplastics, controlled regrind blending (15–25%) maintains tensile strength and dimensional stability for non-critical structural components; we only use virgin pellets for high-load medical/aerospace plastic parts.
How do I get carbon footprint data for CSRD / ESG reporting from my manufacturer?
As an ISO 14001 certified supplier, Zorapid provides full batch-level sustainability reports tracking total energy use, recycled material percentage, scrap volume and landfill diversion rates for every order, formatted for EU and US corporate environmental disclosures.
Do these sustainable strategies work for small prototype batches and mass production alike?
Yes. DFM lightweighting and nesting deliver waste savings even on low-volume runs; servo machine idle power management cuts energy waste during frequent prototype changeovers. Closed-loop recycling scales seamlessly from 10-piece samples to 100,000-unit mass batches.
Final Wrap-Up
Sustainable manufacturing across machining, bending and molding isn’t a costly corporate burden — it’s a structured way to slash raw material spend, lower energy bills, meet global carbon reporting rules, and shrink your supply chain environmental footprint all at once.
Most fabricators treat CNC, sheet metal and injection molding as disconnected departments, missing cross-process green opportunities that compound waste and energy losses. At Zorapid, we built our entire 3,000㎡ production facility around unified ISO 14001 sustainable workflows, integrating waste reduction and energy optimization into every stage from initial CAD design to finished component delivery.
If you’re sourcing multi-process parts (machined metal, bent sheet assemblies, molded plastic) and need a free sustainable DFM assessment plus projected energy & waste savings report for your next batch, send your STEP/DXF CAD files to our engineering team for a no-obligation green optimized quote today.