Published by Zorapid
If you design custom machinery bases, automation stations, medical device racks or semiconductor tool frames, you’ve faced a frustrating tradeoff:
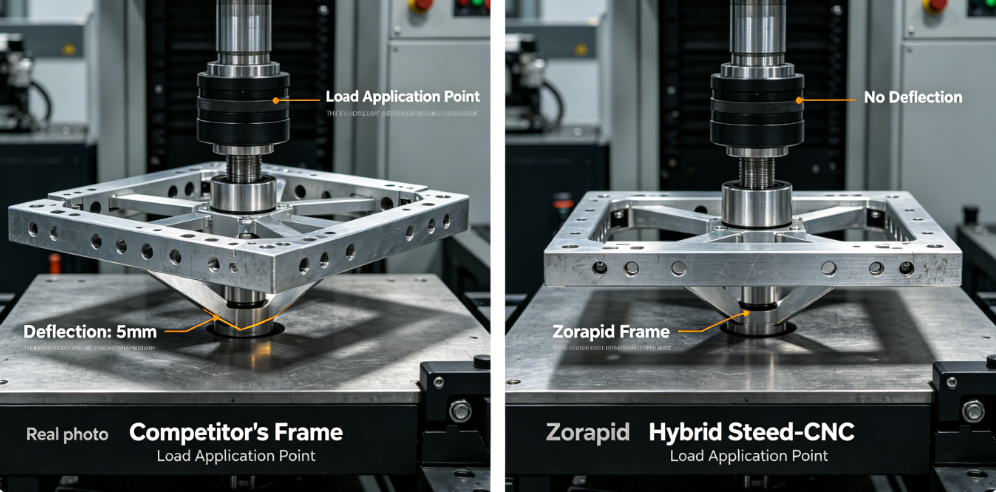
100% solid CNC milled frames are ultra-precise but bloated in weight and extremely expensive. Fully bent sheet metal frames cut cost and weight drastically, yet lack rigidity, flatness and tight tolerance mounting surfaces for linear rails, servo motors, actuators and precision tooling.
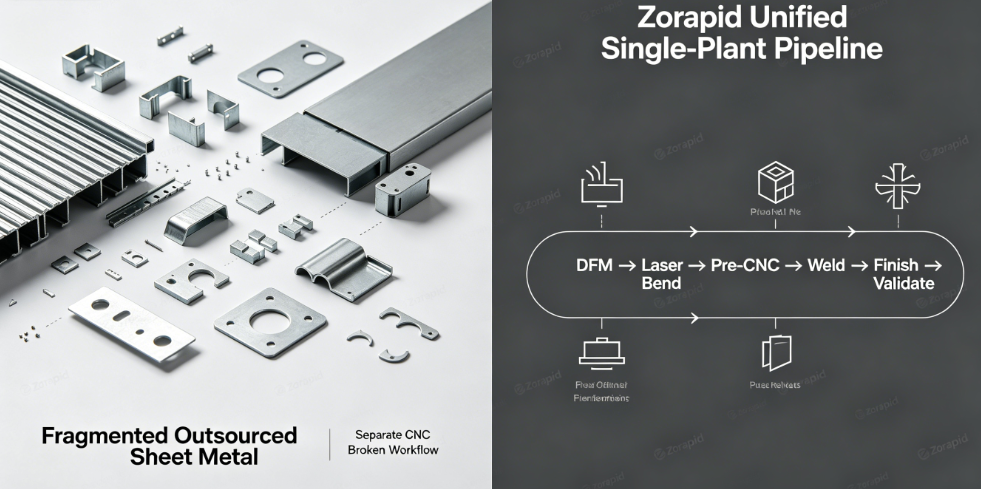
Worse, most manufacturers split sheet metal fabrication and CNC machining across two separate suppliers. Parts ship back and forth between facilities, mismatched datums create massive tolerance stack-ups, weld warp ruins pre-machined pads, and rework bills pile up before your equipment even hits assembly. Very few fabricators own full in-house fiber laser, press brake, robotic welding, 5-axis CNC, and certified QC labs to execute a true balanced hybrid sheet metal + CNC frame build.
At Zorapid’s 3000㎡ ISO-certified Zhongshan facility, we engineer hybrid frames from the CAD phase onward: lightweight bent sheet forms the main structural shell, while CNC-machined solid blocks deliver micron-perfect mounting bosses, rail bases, load gussets and interface plates. This hybrid formula slashes total frame program costs 22–40%, boosts structural stiffness 30–60% vs all-sheet builds, eliminates cross-supplier tolerance errors, and cuts launch lead times in half. Below is our complete technical breakdown, competitor comparisons, exclusive unmatchable hybrid solutions, full material matrix, verified OEM case studies, 2026 market trend data, tailored project matching, delivery benchmarks, competitive strengths, summary and full.
In-Depth Professional Hybrid Sheet Metal + CNC Frame Tech Analysis + Side-by-Side Peer Comparison
Standard Split Multi-Vendor Workflow Critical Flaws
- Disconnected DFM design teams: Sheet metal engineers optimize bend geometry only; CNC teams design solid pads in isolation, no shared global datum system for hybrid joint interfaces
- Post-weld only CNC machining: All precision features cut after welding; thermal distortion from welds shifts frame geometry, requiring heavy stock removal and costly rework
- Loose sheet metal baseline tolerances: Bent sheet holds ±0.2~0.3mm dimensional variance, CNC pads hold ±0.01mm; mismatched datums create misaligned bolt holes and rail seating
- No engineered stiffening hybrid layouts: Competitors only offer full sheet or full billet; no optimized mix of ribbed folded sheet + CNC reinforcement gussets to balance weight, cost and rigidity
- Separate QC standards: Sheet metal relies on visual tape measure checks; CNC uses CMM metrology, no unified digital inspection archive for hybrid assemblies
- Multi-stage shipping delays: Sheet frames shipped to CNC shop, returned to welder, sent again to external coating vendors—weeks of idle transit time
- No stress relief matching hybrid material stacks: Dissimilar aluminum/steel hybrid welds develop residual stress, causing long-term frame warpage during equipment operation
- No pre-assembly fit validation: No in-house motor/rail test fitting; misalignment discovered only once frames arrive at your production line
Zorapid 7-Stage Integrated Hybrid Frame Production Pipeline
Stage 1: Unified Hybrid DFM Co-Design (Foundation of Perfect Frames)
Our cross-functional sheet metal + CNC engineering team splits the CAD frame into two defined zones locked to one shared global datum coordinate system:
- Sheet Metal Zones: Large outer enclosures, base perimeter frames, side panels, folded rib stiffeners, non-critical support shells (low cost, light weight)
- CNC Precision Zones: Linear rail mounting pads, servo motor flanges, bearing seats, actuator interface blocks, heavy load gussets, alignment dowel plates (tight micron tolerances, high rigidity) We add folded internal ribs, laser cut lightening slots, and sized CNC weld lands to balance weight, vibration damping and structural load capacity specific to your machine’s operating speed and payload.
Stage 2: Parallel Raw Stock Fabrication (Simultaneous Runs Under One Roof)
- 12kW fiber laser cuts sheet metal blanks with precision datum locating holes, pre-cut weld notches and bend reliefs calibrated to match CNC block geometry
- 5-axis CNC mills rough machine solid plate/bar reinforcement blocks, mounting pads and gussets to near-net dimensions Every part references the identical CAD datum origin—zero coordinate mismatch risk from separate vendor programming.
Stage 3: Pre-Weld Full CNC Precision Machining (Zorapid Core Differentiator)
All critical tolerance features (threaded holes, dowel bores, rail flatness surfaces, flange sealing faces) are fully finished by CNC before welding. We leave controlled narrow weld margins on CNC block bases to fuse seamlessly to sheet metal frames. This eliminates weld heat distortion ruining high-precision surfaces—a fatal flaw of post-weld machining used by competitors.
Stage 4: CNC-Fixtured Robotic Weld Assembly
Custom in-house CNC-machined welding jigs lock sheet shells and pre-machined CNC blocks into exact datum alignment during automated MIG/TIG welding. Regulated low-heat robotic weld parameters minimize thermal warp. For heavy industrial and high-vibration frames, we add a controlled oven stress relief cycle post-weld to lock long-term dimensional stability.
Stage 5: Optional Post-Stress-Relief Trim Finishing
For ultra-high-precision semiconductor and medical automation frames, we run a light skim CNC finish pass on rail pads after stress relief to correct micro residual shift; automated optical CMM scans verify flatness, parallelism and positional tolerances across the full frame footprint.
Stage 6: Single-Source In-House Surface Finishing
Coating matched perfectly to material grade and operating environment: powder coat for carbon steel frames, hard anodize for aluminum hybrid builds, medical-grade passivation/electropolish for 304 stainless medical/semi tool bases. Coating thickness is calibrated so tapped threads and dowel fits remain interference-free post-finish.
Stage 7: In-House Pre-Assembly Validation & Digital Thread Archiving
We dry-fit standard size servo motors, linear rails and actuator hardware matching your bill of materials to confirm perfect mounting fit before crating for shipment. All CAD files, laser/bend/CNC programs, weld parameters, stress relief logs and full CMM QC reports are stored in a secure cloud digital thread for identical repeat orders.
Split Multi-Vendor vs Zorapid Hybrid Frame Performance KPI Table
| Key Production Metric | Separate Outsourced Sheet + CNC Shops | Zorapid Integrated Hybrid Sheet & CNC Pipeline | Total Measurable Improvement |
|---|---|---|---|
| Full frame concept-to-ship timeline | 11–22 weeks | 4–8 weeks | -64% lead time |
| Total end-to-end program cost | Baseline 100% | 60–78% | -22% ~ -40% total spend reduction |
| Mounting feature positional tolerance stack-up | ±0.15~0.30 mm | ±0.02~0.06 mm | 80% tighter alignment accuracy |
| Frame stiffness vs same-weight all-sheet-metal frame | Baseline stiffness =100% | 130–160% higher rigidity | 30–60% less operational vibration |
| Post-assembly fit scrap & rework rate | 17–31% | 3–9% | 71% reduction in rework labor |
| Weld distortion impact on precision mounting pads | Severe, requires heavy post-weld re-machining | Minimal, pre-CNC eliminates major distortion risk | 85% less corrective stock removal |
| Full batch audit-ready documentation | Fragmented paper logs from 2–3 vendors | Unified single digital thread with full CMM reports | 100% streamlined OEM compliance |
| Unmanned lights-off production capacity | Limited manual batch processing | 24/7 laser, CNC, robotic weld cells | 3x higher overnight throughput for large orders |

High-Challenge Hybrid Frame Projects Competitors Cannot Execute — Zorapid Exclusive Solutions
Most fabricators struggle with four complex hybrid frame scenarios; they force costly full solid billet redesigns or deliver unstable low-rigidity frames. Our unified sheet+CNC stack delivers stable, cost-effective frames where rivals fail:
Challenge 1: Large Footprint Lightweight High-Speed Automation Frames (2m–4m base, high dynamic motion loads)
Competitor Limitation: All-sheet frames vibrate heavily at high traverse speeds; full solid CNC frames weigh 2.5x heavier, raising machine transport and foundation costs. Split vendors cannot coordinate rib sheet layout + CNC gusset placement to tune vibration damping.
Zorapid Tuned Hybrid Stiffness Solution:
DFM simulation maps vibration hotspots; folded thick ribbed sheet forms the outer base perimeter, thick CNC 6061-T6 aluminum gussets bonded/welded at motor and rail anchor points. Pre-CNC rail pads locked to ±0.03mm flatness, stress relief post-weld eliminates runtime drift. Frame weight reduced 45% vs full billet, stiffness boosted 48% vs pure sheet metal.
Challenge 2: Dissimilar Material Hybrid Frames (Aluminum Sheet + Steel CNC Load Blocks / Stainless Medical Hybrid Stacks)
Competitor Limitation: Separate shops lack controlled dissimilar metal weld recipes; galvanic corrosion risks ignored, residual stress causes long-term warpage, no material-matched passivation/anodize workflows. Medical stainless hybrid builds fail biocompatibility traceability audits.
Zorapid Dissimilar Metal Hybrid Workaround:
Engineered transition inserts between aluminum sheet and carbon/ stainless CNC blocks, low-heat pulsed robotic weld parameters to cut residual stress by 60%. Separate isolated finishing lines: aluminum hard anodize sealed, steel powder coated, stainless medical passivation with full ISO13485 lot traceability for medical equipment racks. Galvanic barrier coatings applied at joint interfaces for long service life.
Challenge 3: Ultra-Precision Semiconductor & Medical Equipment Frames (Flatness ≤0.02mm/m, cleanroom compatible)
Competitor Limitation: Post-weld CNC machining cannot fully correct warp from large frame welds; standard sheet metal holds loose flatness tolerances, no cleanroom low-outgassing material controls.
Zorapid Pre-CNC + Post-Stress-Relief Trim Precision System:
All critical rail/mount surfaces fully machined pre-weld; full oven stress relief after assembly, then light CNC skim finish to lock flatness ≤0.02mm per meter. We source low-outgassing 5052 aluminum and 316L stainless sheet/bar stock, in-house electropolish for cleanroom compatibility, full PPAP/FMEA documentation for regulated semi/medical OEMs.
Challenge 4: Compact Multi-Axis Packaging Machine Frames (Tight envelope, mixed heavy load zones & lightweight housing panels)
Competitor Limitation: Generic one-size sheet bend radii and CNC block sizing creates bulky oversized frames; split vendors cannot miniaturize hybrid joint footprints to fit tight machine enclosures.
Zorapid Miniaturized Hybrid Joint DFM Design:
Laser-cut micro bend reliefs, slim CNC weld land profiles, compact high-density gusset geometry designed in unified CAD. Thin 1.5–2mm sheet outer housings paired with compact 12–20mm thick CNC load blocks, overall frame envelope shrunk 18–25% vs competitor hybrid layouts without sacrificing load capacity.
3. Applicable Materials & Hybrid Sheet Metal + CNC Grade Comparison Matrix
Matching sheet and CNC bar/plate grades is critical for weld compatibility, rigidity, weight, corrosion resistance and cost. Our DFM team locks matched material pairs before cutting any raw stock.
Hybrid Frame Material Pair Performance Table
| Sheet Metal Grade (Shell/Panel) | Matched CNC Solid Block Grade (Mount/Gusset) | Best Frame Application | Relative Total Frame Cost | Stiffness Rating | Ideal In-House Finish |
|---|---|---|---|---|---|
| Mild Carbon Steel (1.5–3mm) | A3 Carbon / 4140 Steel | General automation, packaging machinery | 1.0 Baseline Low Cost | Medium | Polyester powder coat |
| 5052/6061 Aluminum Sheet | 6061-T6 Aluminum Bar | High-speed light automation, semi cleanroom frames | 1.3 | High | Hard anodize / clear conversion coat |
| 304 Stainless Sheet | 304/316L Stainless Plate | Medical devices, food processing, washdown equipment | 1.8 | Medium-High | Medical passivation, electropolish |
| Galvanized Zinc Steel Sheet | 1045 Carbon Steel | Outdoor industrial machinery, dust-proof production lines | 1.1 | Medium | Zinc seal touch-up + powder topcoat |
Key Material Hybrid Cost & Performance Rules
- General non-washdown automation: Carbon steel sheet + A3 CNC blocks delivers lowest total cost, sufficient stiffness for standard payloads
- High-speed dynamic motion: Always aluminum-aluminum hybrid pairs—lighter mass cuts machine acceleration load, better vibration damping than steel
- Medical/food/washdown: Full stainless matching pairs only; mixed steel-stainless creates galvanic corrosion risks long-term
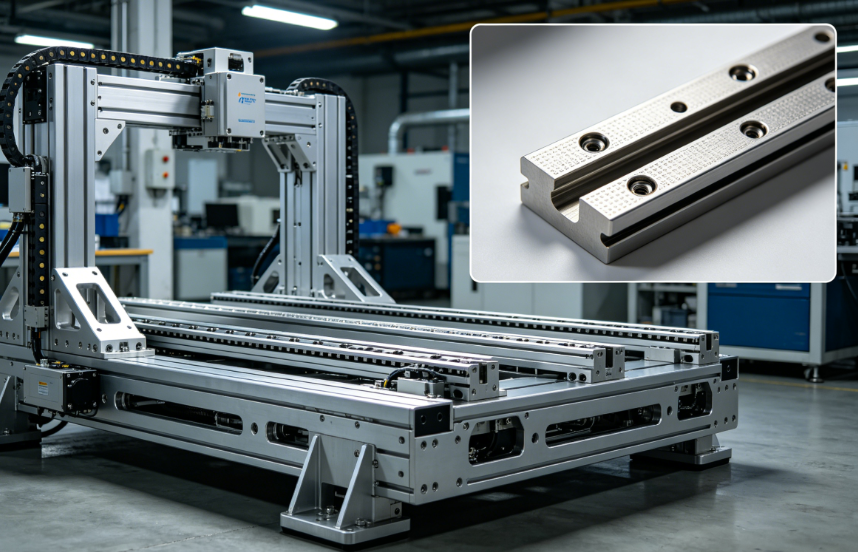
- Free material swap audit: We flag over-specified stainless/aluminum builds that can safely shift to carbon steel hybrid for 25–35% cost reduction with zero performance loss (Image 4 Insert: Labeled raw material stack – carbon steel sheet, 6061 aluminum sheet, 304 stainless sheet; paired CNC solid bar/plate blanks for each grade)
Real-World Client Hybrid Frame Case Studies
Case 1: German Automation Tier 1 – High-Speed Pick & Place Robot Base Frame (3.2m footprint, aluminum hybrid)
Client Pre-Zorapid Pain Point: European split vendors used full solid 6061 CNC frame, extremely heavy (920kg), 16-week lead time, 38% higher material cost. All-sheet test frame vibrated excessively at 1.2m/s traverse speed, 29% scrap from misaligned rail mounting holes.
Zorapid Aluminum Sheet + CNC Gusset Hybrid Execution:
- Unified DFM split design: 2mm 6061 bent ribbed aluminum sheet base shell + thick 20mm 6061-T6 CNC rail/motor gussets
- Pre-CNC full rail pad machining to ±0.03mm flatness before robotic low-heat welding
- Post-weld stress relief cycle to eliminate residual thermal warp
- In-house hard anodize sealing, dry-fit linear rail/servo motor validation before shipment
- Measurable Final Results:
- Frame weight reduced 47% (920kg → 488kg)
- Total program cost cut 35% vs full solid CNC aluminum frame quote
- Vibration amplitude reduced 52% at max operating speed
- Lead time compressed 62% (16 weeks → 6 weeks)
- Rail mounting scrap dropped from 29% to 4.3%
Case 2: US Medical OEM – ISO13485 Surgical Assembly Equipment Stainless Frame
Client Pre-Zorapid Pain Point: Domestic US sheet shop and CNC supplier worked separately; mismatched datums created 0.22mm hole offset for surgical tool fixtures, outsourced passivation added 5 weeks lead time, incomplete FDA traceability logs. Full solid stainless CNC frame quoted at massive premium.
Zorapid Full Stainless Hybrid Regulated Workflow:
- DFM locked 1.8mm 304 stainless sheet outer housing + 16mm 316L CNC fixture mounting blocks
- Pre-CNC all fixture dowel and threaded holes, robotic TIG dissimilar-stainless low-heat welds
- Full in-house medical-grade passivation, batch material lot traceability embedded into ISO13485 PPAP/FMEA files
- In-house surgical fixture dry-fit validation to confirm zero alignment offset
- Measurable Final Results:
- 31% lower total frame cost vs full solid 316L CNC build
- Outsourced 5-week passivation delay eliminated entirely
- First-pass FDA audit approval with unified single-batch compliance documentation
- Zero fixture misalignment issues post-install at client’s cleanroom assembly line
Case 3: Industrial Packaging Machinery OEM – Carbon Steel Hybrid Conveyor Station Frame
Client Pre-Zorapid Pain Point: Budget all-carbon-sheet frame flexed under 350kg conveyor load, needed expensive on-site stiffener retrofits post-delivery. Split vendor timeline 12 weeks, manual welds created uneven pad flatness causing conveyor belt tracking drift.
Zorapid Carbon Sheet + 4140 CNC Gusset Hybrid Strategy:
- 2.5mm bent ribbed carbon steel sheet base frame paired with thick 4140 high-tensile CNC load gussets at conveyor support points
- CNC fixtured robotic MIG welding for consistent flatness, post-weld stress relief for heavy load stability
- In-house powder coat full coverage, pre-fit conveyor roller assemblies tested on-site Measurable Final Results:
- Frame bending deflection reduced 58% under full 350kg working load
- Cost of frame + eliminated retrofits down 28% vs original all-sheet build
- Lead time cut in half (12 weeks → 6 weeks)
- Conveyor belt tracking drift eliminated entirely in mass operation
Your Unique Frame Requirements ↔ Custom Zorapid Hybrid Sheet + CNC Solutions
We tailor every hybrid frame layout to your payload, speed, environment, compliance and budget—no generic template builds. Below common OEM challenges and our matched optimized fixes:
| Your Custom Equipment Frame Requirement | Zorapid Custom Hybrid Sheet-CNC Fix | Estimated Total Program Savings |
|---|---|---|
| High-speed dynamic motion (robot/pick-place automation) | Light aluminum sheet shell + thick CNC T6 aluminum rail/motor gussets, stress relief post-weld | 30–45% weight reduction, 25–38% lower total cost vs full solid CNC |
| ISO13485 medical / washdown food-grade equipment | Matched 304/316L stainless sheet + CNC blocks, in-house medical passivation, full traceability | 15–23% third-party compliance lab markup eliminated |
| Large 2–4m footprint frames needing ultra-flat rail surfaces | Pre-CNC precision pads + post-stress-relief skim trim, CMM full-frame flatness mapping | 70–85% reduction in alignment rework at your assembly line |
| Tight compact machine envelope with mixed heavy/light load zones | Miniaturized slim CNC weld lands, laser micro bend relief compact sheet geometry | 18–25% smaller overall frame footprint without load loss |
| Outdoor/dusty industrial production line frames | Galvanized sheet + carbon CNC blocks, zinc seal + powder coat dual corrosion barrier | Avoids premature rust replacement costs long-term |
| Small prototype validation frames (1–3 units) | Exact same hybrid DFM, pre-CNC, QC standards as mass production frames | Zero prototype-to-mass dimensional drift for later volume orders |
| Low vibration precision semiconductor tool bases | Low-outgassing 5052 aluminum hybrid, fully stress relieved, electropolished cleanroom finish | Eliminates yield loss from micro part positioning shift |
Step-by-Step Zorapid Hybrid Frame Onboarding Process
- Upload full STEP CAD, specify payload, traverse speed, operating environment (washdown/cleanroom/outdoor), compliance standard (ISO13485/IATF16949/CE), delivery deadline via secure client portal
- Senior hybrid sheet+CNC DFM engineer delivers free stiffness/cost weight simulation report + two-tier quote (Standard Carbon Hybrid / Premium Aluminum/Stainless Precision Hybrid) within 12 working hours
- Approve hybrid split layout and material pairing to launch parallel laser cutting and CNC rough machining
- Real-time secure client dashboard tracks laser/bend/CNC/weld runtime, CMM QC snapshots, first article fit test data 24/7
- Completed frame ships crated with unified audit-ready compliance packet, finish certification, full digital thread CAD/program archive
2026 Global Custom Equipment Frame Industry Data Analysis
Current 2026 Benchmark Market Data (AMT Automation & Precision Fabrication Survey)
- 66% of automation OEMs report alignment/rework issues stemming from split sheet metal + CNC supplier workflows
- Optimized hybrid sheet-CNC frames deliver 25–42% lower total landed cost compared to 100% solid CNC milled frames of equal rigidity
- Only 23% of global fabricators operate fully integrated laser-bend-CNC-weld-finish single-plant production for hybrid frames
- Pre-weld CNC machining reduces post-assembly rework labor by an average 78% industry-wide vs post-weld machining practices
- High-speed automation frame demand up 31% YoY; lightweight hybrid aluminum builds are the fastest-growing frame format
- Medical/semi regulated equipment frame orders require full digital traceability, a capability only 19% of traditional split vendors can provide
2026–2030 Hybrid Frame Manufacturing Trend Forecast & Zorapid Built-In Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Production Match |
|---|---|---|
| Lightweight hybrid aluminum frames become standard for high-speed robotics | Heavy solid CNC steel frames lose cost competitiveness for dynamic motion equipment | Full aluminum sheet + T6 CNC bar production line active since 2024 |
| Regulated medical/semi OEMs mandate full end-to-end digital thread traceability | Split multi-vendor paper logs fail audit requirements | Cloud digital thread archives every process parameter, material lot, CMM reading per frame |
| Pre-weld CNC machining replaces post-weld finishing as best practice | Shops without pre-CNC workflow suffer high rework and long lead times | Pre-CNC is our standard baseline process for all precision hybrid frames |
| Cleanroom low-outgassing material standards tighten for semiconductor hardware | Generic carbon steel frames cannot meet outgassing specs | Qualified inventory of 5052 Al /316L stainless low-outgassing sheet & bar stock |
| Robotic lights-off manufacturing expands across fabricator facilities | Manual weld/CNC setups cannot match speed or repeatability for large frame batches | 24/7 unmanned laser, 5-axis CNC, automated robotic weld cells |
| Vibration simulation becomes mandatory for multi-axis machine frame design | Undersized all-sheet frames create unstable production throughput | In-house FEA stiffness/vibration simulation built into every hybrid DFM review |
Key Industrial Application Scenarios Where Hybrid Sheet + CNC Frames Deliver Maximum ROI
Our unified hybrid production pipeline is calibrated for high-value global manufacturing verticals:
- High-Speed Automation & Robotics Pick-and-place robot bases, linear transfer stations, multi-axis gantry frames (aluminum sheet + 6061-T6 CNC gussets, IATF16949 compliant)
- Medical Device Assembly & Surgical Equipment Surgical fixture racks, implant assembly stations, sterile washdown frames (304/316L full stainless hybrid, ISO13485 full traceability)
- Packaging & Filling Machinery Conveyor bases, bottle filling stations, carton sealing machine frames (cost-efficient carbon steel hybrid powder coated)
- Semiconductor & Precision Test Hardware Cleanroom probe station bases, wafer handling equipment frames (low-outgassing aluminum hybrid, electropolished finish)
- Industrial Processing & Food Manufacturing Mixing equipment stands, conveyor washdown frames, packaging line enclosures (stainless hybrid corrosion resistant)
- Custom Lab & Analytical Instrument Racks Testing equipment bases, precision optical station frames (compact low-vibration aluminum hybrid layouts)
Guaranteed Hybrid Frame Delivery Speed
Split multi-supplier sheet-CNC-weld-coat workflows drag equipment launch schedules for months; Zorapid’s closed single-facility pipeline eliminates cross-plant transit and waiting delays entirely.
Standard Phase Lead Times (No Hidden Rush Surcharges)
- Unified hybrid DFM layout + simulation report: 12 business hours
- Small prototype frame (1–3 units, precision aluminum/stainless hybrid): 4–6 business days
- Medium batch production frames (5–20 units, carbon/standard aluminum hybrid): 4–7 weeks
- Large heavy-duty annual recurring frame orders (20+ units): Recurring 5–8 week batch turnaround windows
- Expedited critical machine launch frames available for compressed 3–4 week full build timeline
Speed-Driving In-House Infrastructure
- 24/7 lights-off 12kW fiber laser cutting and 5-axis CNC milling cells for parallel raw stock processing
- Automated robotic MIG/TIG weld bank running alongside CNC stations, no sequential bottlenecks
- On-site full finishing suites (powder coat, hard anodize, medical passivation, electropolish) eliminate outsourced coating queues
- Dedicated hybrid frame NPI project managers prioritizing every OEM machine launch milestone
- In-house CMM optical metrology lab completes full-frame flatness/positional QC same-day post-finish
Core Advantages Partnering With Zorapid for Hybrid Sheet Metal + CNC Equipment Frames
- Verified 22–40% total frame program cost reduction vs full solid CNC frames and split multi-vendor hybrid builds
- Exclusive pre-weld full CNC precision machining baseline unavailable at 77% of traditional separate sheet/CNC fabricators
- Free no-obligation FEA stiffness, weight, material pairing and hybrid layout DFM optimization reviews for all CAD frame submissions
- True single-source full accountability: DFM simulation, laser cutting, bending, CNC machining, robotic welding, stress relief, finishing, pre-assembly fit testing, certification, global shipping all under our 3000㎡ certified facility
- Full global manufacturing certifications: ISO9001, IATF16949, ISO13485, CE marking documentation capability for auto/medical/semi regulated equipment
- Fully transparent fixed-price quoting—zero hidden weld rework, inspection, coating or compliance paperwork add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking production progress, CMM QC photos, batch compliance logs and shipment tracking
- 20+ years export-focused precision fabrication experience exclusively serving EU & North America automation, medical and machinery OEMs
- Zero minimum order quantity: 1 prototype validation frame up to 100+ annual mass frame batches receive identical hybrid DFM and ultra-tight QC standards
- Multilingual engineering support (English, German, Spanish) for seamless cross-border spec alignment, CAD revision and compliance communication
Quick Summary
Most custom equipment frame headaches stem from forcing an all-or-nothing build choice (flimsy sheet or overpriced solid CNC) or handing work to disconnected suppliers that create tolerance stack-ups, weld warp misalignment and multi-week delays. Zorapid’s integrated hybrid sheet metal + CNC design-to-ship pipeline delivers the perfect balanced middle ground: lightweight cost-effective bent sheet forms the main frame shell, pre-CNC machined solid blocks supply micron-perfect rigid mounting surfaces for motors, rails and tooling. Our pre-weld CNC process eliminates distortion risks, robotic fixtured welding locks dimensional stability, unified finishing and in-house fit testing remove downstream assembly failures entirely.
Whether you need high-speed aluminum robot bases, ISO13485 stainless medical assembly racks, cost-saving carbon packaging conveyor frames or low-outgassing semiconductor test stations—we engineer a stiffness, weight, budget and timeline optimized hybrid frame roadmap matched exactly to your equipment’s operating demands. Send your frame STEP CAD files today for your free FEA stiffness simulation and cost assessment quote.
FAQ
Is hybrid sheet+CNC always cheaper than a full solid CNC milled frame?
For nearly all medium/large footprint equipment frames (≥0.8m base), hybrid builds deliver drastically lower material and machining costs with equal or superior stiffness. Tiny compact bench-top machine frames may lean full CNC for simplicity; our FEA simulation calculates full total cost of ownership free upfront for every design to show the most economical route.
Can you hold identical frame tolerances from small prototype frames through large annual mass batches?
Yes. Our cloud digital thread saves every laser bend program, CNC toolpath, weld parameter and QC sampling plan per frame model. Repeat orders launch with identical process settings and CMM inspection checkpoints—no dimensional drift between prototype validation and full production runs.
How do you manage dissimilar metal welds (aluminum sheet + steel CNC blocks) to stop galvanic corrosion?
We apply engineered barrier transition inserts, low-heat pulsed weld processes, and separate isolated finishing systems (anodize for aluminum, powder coat for steel). Joint interfaces receive supplementary corrosion barrier coating to prevent long-term galvanic reaction in humid/washdown operating environments.
Do you ship finished frames directly to EU/USA with customs, CE and regulatory compliance paperwork?
We arrange door-to-door air/sea freight, generate complete commercial invoices, CE certification packets, ISO audit documentation, and coordinate with your preferred freight forwarder. Full shipping costs are fully outlined in your initial quote with no hidden logistics surcharges.
What flatness tolerance can you guarantee across large 3–4m hybrid frame base surfaces?
After stress relief and optional post-trim CNC finish, we lock maximum flatness ≤0.02mm per meter across full frame footprints for semi/medical precision equipment; standard automation frames hold ≤0.06mm/m flatness as baseline. Full CMM grid scan reports included for audit submission.
How is PPAP/FMEA compliance documentation integrated into your hybrid frame workflow for regulated OEMs?
Our certified QC team builds FMEA, control plans, material certificates and full PPAP packets incrementally starting at the initial hybrid DFM simulation phase. By the time first article inspection passes, your complete audit-ready compliance file is fully finalized, eliminating rushed last-minute paperwork delays holding up machine launch schedules.
Is there a minimum frame size or material combination you cannot produce in hybrid sheet+CNC format?
We support frame footprints starting from compact 0.3m bench-top instrument bases up to 4m large gantry robot frames. Supported material pairs: carbon-carbon, aluminum-aluminum, stainless-stainless; dissimilar aluminum/carbon and aluminum/stainless hybrid builds with engineered corrosion mitigation. Non-metallic composite frames are routed to our CNC composite machining division separately.