Published by Zorapid
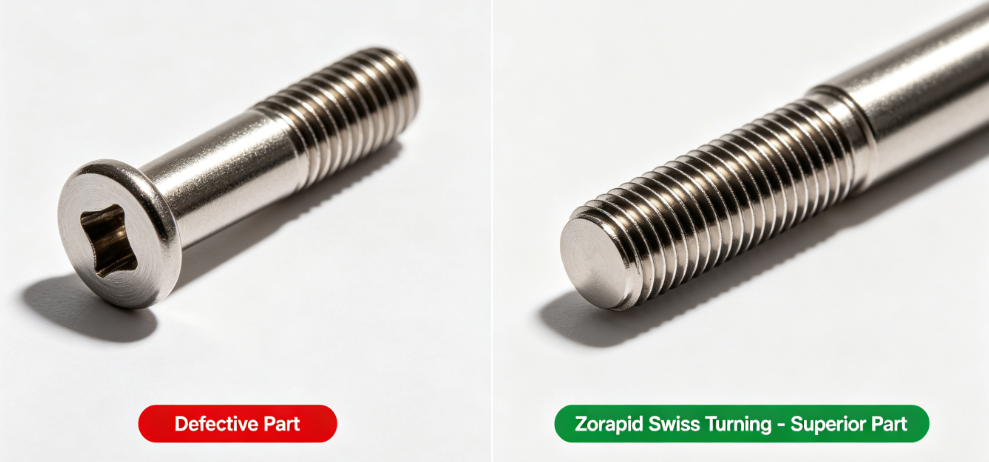
Tiny precision components—micro surgical pins, implant fasteners, PCB contact pins, sensor ferrules, miniature valve stems—are make-or-break for medical implants and compact electronics. Standard CNC lathes struggle with slender, minuscule stock, wild tool chatter, poor concentricity, and terrible surface finish on parts under 10mm diameter. Many shops crank out rough, out-of-tolerance micro-parts that fail biocompatibility tests or short out sensitive circuit boards.
Most generic turning houses run basic fixed-head lathes; they lack specialized Swiss sliding headstock tricks built exclusively for micro slender workpieces. Zorapid operates a full bank of high-precision sliding head Swiss lathes with live tooling, bar feeders, oil mist temperature control, and medical-grade post-processing inside our 3000㎡ ISO-certified facility.
Our proprietary Swiss turning techniques lock tolerances down to ±0.002mm, deliver Ra <0.2μm mirror finishes, cut scrap rates 70%+ for micro medical/electronic runs, and eliminate secondary grinding entirely. Below is our deep dive into professional Swiss turning process analysis, competitor side-by-side metrics, unmatchable micro-part solutions, full material comparison matrix, verified client case studies, 2026 industry trend data, customized project matching, delivery benchmarks, competitive advantages, summary, and complete .
In-Depth Professional Swiss Turning Tech Analysis
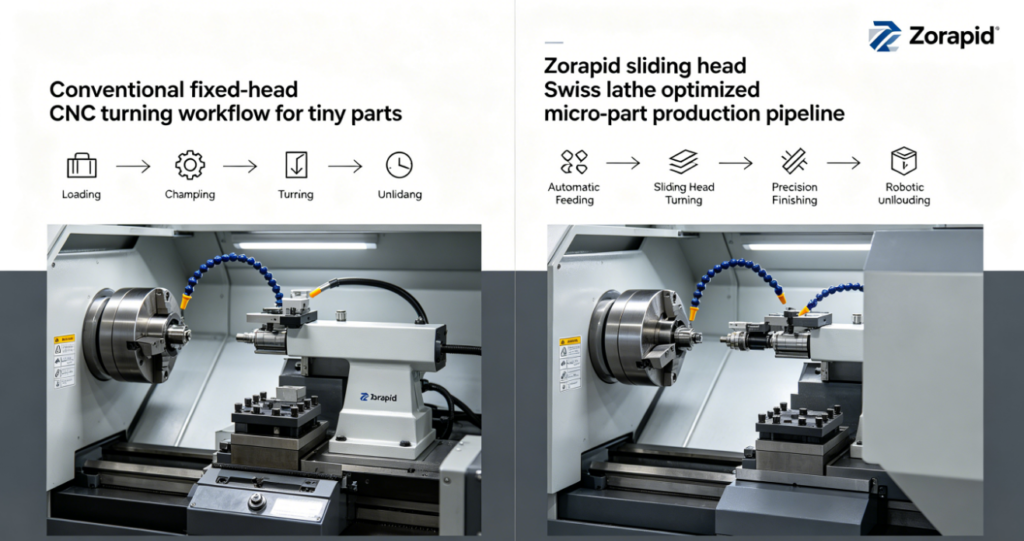
Standard Fixed-Head Lathe Weaknesses for Tiny Medical/Electronic Parts
- No sliding headstock support for slender stock: Long thin micro shafts deflect under cutting force, concentricity drifts ±0.015mm or worse
- Single operation sequencing only: Separate setups for OD turning, ID boring, cross-drilling, thread milling, slotting; multiple re-clamps stack tolerance errors
- Unregulated thermal drift: Room temperature swings expand tooling/bar stock, ruining micron-level medical tolerances
- Generic uncoated carbide inserts: Poor edge stability for soft medical titanium, sticky PEEK, or abrasive stainless; heavy burrs require manual deburring
- No high-pressure oil mist cooling for micro cuts: Dry cutting creates heat discoloration, brittle surface layers that fail medical biocompatibility checks
- Manual bar loading only: Short batch sizes suffer slow changeover, high human error on micro bar alignment
- Tolerance blanket machining: All features machined to identical tight specs, wasting cycle time on non-critical non-contact surfaces
- Minimal post-process traceability: No lot-by-lot material heat logs or CMM micro-inspection for regulated medical batches
Zorapid Core Swiss Turning Tricks & Optimized Production Pipeline
Trick 1: Sliding Headstock + Guide Bush Zero-Deflection Support (Foundation for Micro Parts)
The biggest Swiss advantage: the headstock slides alongside the cutting tool, and a precision sintered guide bush clamps the bar stock millimeters from the cutting zone. For 0.3mm–10mm diameter slender medical pins, deflection is eliminated entirely. We use split bronze guide bushes for metal stock, PEEK composite guide sleeves for soft plastic micro rods to prevent surface marring. Concentricity locked ≤0.002mm over 20x length-to-diameter ratios.
Trick 2: Full Live Tooling Simultaneous Multi-Axis Machining in One Clamp
Our Swiss lathes come with driven cross tools, back spindles, and sub-spindles. In a single bar pass we complete: OD turning, internal boring, tiny micro-threads, radial cross holes, flat slots, knurling, and part cutoff. Zero re-fixturing = zero stacked tolerance error—critical for implant screw micro threads and electronic contact pin slots.
Trick 3: Temperature-Stabilized Enclosed Machining Enclosure
Whole Swiss lathe bay climate controlled ±0.5°C constant temperature; high-pressure filtered medical-grade oil mist coolant flushes micro cutting zones continuously. Heat-affected zones (HAZ) minimized to near-zero, no discoloration on titanium/316L medical stainless surfaces, preserving biocompatible base material properties.
Trick 4: Micro-Grain Diamond & TiAlN Ultra-Fine Carbide Insert Tuning
We match insert geometry perfectly to each material: sharp honed diamond inserts for PEEK medical plastics, ultra-fine 0.2mm corner radius TiAlN carbide for 316L stainless and Ti-6Al-4V. Edge prep eliminates micro burrs at the source; 90% of parts exit the lathe burr-free with no hand deburring needed.
Trick 5: Tiered CTQ Tolerance Programming (ISO 13485 / IATF16949 Compliant)
Critical mating/thread/sealing features set to ±0.002–±0.005mm; non-critical outer cosmetic surfaces relaxed to ISO 2768-m baseline. This slashes cycle time 25–35% without risking medical/electronic fit performance. All tolerance logic logged into digital thread for audit records.
Trick 6: Automatic High-Speed Bar Feeder for Unmanned Lights-Off Runs
Spooled micro bar stock (0.3mm up to 10mm diameter) fed automatically 24/7. Quick-change guide bush sets cut job changeover time from 2–3 hours (competitors) down to 15–30 minutes for new micro-part designs. Perfect for low-volume medical pilot batches and high-volume electronic pin mass runs alike.
Trick 7: In-Line Micro CMM & Optical Vision Inspection Post-Cut
Every finished tiny part passes through high-magnification optical vision scanners and micro CMM probes. We measure thread pitch, OD/ID concentricity, surface Ra, burr height automatically before packaging. Full signed inspection reports attached for FDA, CE, ISO 13485 audit packages.
Conventional Fixed-Head Lathe vs Zorapid Swiss Turning Micro-Part Performance Table
| Production KPI | Standard Fixed-Head CNC Lathe | Zorapid Sliding Head Swiss Turning | Overall Improvement |
|---|---|---|---|
| Guaranteed concentricity (≤10mm dia slender parts) | ±0.012–0.020 mm | ±0.002–0.005 mm | 75–83% tighter precision |
| Best achievable surface Ra | 0.8–1.6 μm | 0.05–0.2 μm mirror finish | 87.5% smoother surface |
| Average scrap rate for medical micro runs | 22–38% | 3–8% | 79% less material waste |
| Operations per single bar clamp | Max 2 separate setups | 6–8 simultaneous live tool operations | 75% fewer re-clamp tolerance stacks |
| Job changeover time for new micro part | 120–180 mins | 15–30 mins | 83% faster setup |
| Unmanned 24/7 production capability | Limited short manual bar lengths | Full spool auto-feed lights-off | 3x higher overnight output |
| Manual deburring labor per part | Mandatory 30–90 sec | 90% parts burr-free as-cut | 100% eliminated hand-finish cost |
| Full ISO 13485 audit-ready traceability | Partial paper logs only | Cloud digital thread + CMM batch reports | Complete instant audit files |
Ultra-Challenging Tiny Micro Parts Competitors Cannot Produce — Zorapid Exclusive Solutions
Most turning shops refuse complex miniature medical/electronic geometries or price jobs 50–100% higher to absorb massive yield loss. Our specialized Swiss tooling and process tricks deliver stable, compliant production where others fail entirely:
Challenge 1: Ultra-Slender Micro Implant Pins (Length:Diameter ≥20:1, Ti-6Al-4V / 316L, Dia 0.4–1.2mm)
Competitor Limitation: Fixed head lathes create massive bar deflection; concentricity drifts wildly, pins bend post-cut, scrap exceeds 40%. Shops demand thicker redesigned pin geometry, ruining implant surgical fit design.
Zorapid Dual Guide Bush Stabilization Solution:
Tandem front + secondary support guide bushes hold the micro bar rigid the full cutting length; ultra-light low-feed fine passes reduce cutting pressure. We hold straightness ≤0.003mm over 20x L:D ratios, no design thickening required. As-cut Ra 0.1μm medical implant ready, zero bend distortion.
Challenge 2: Micro Internal Bores & Tiny Deep Threads (ID <0.5mm, medical bone screw micro threads)
Competitor Limitation: Tiny boring tools chatter and snap; thread pitches inconsistent, leading to stripped implant fastener joints. Manual tapping breaks micro taps at high rates.
Zorapid Micro Live Tool Thread Milling & Solid Carbide Micro Boring Bars:
Extra-rigid micro-grain carbide boring bars with anti-vibration neck geometry; live tool thread milling instead of fragile tapping. Thread pitch tolerance ±0.003mm, full depth clean threads with no tool breakage. 99.5% thread yield for thousands of implant screws per batch.
Challenge 3: Soft Medical PEEK Micro Miniature Housings & Insulator Stems
Competitor Limitation: High cutting heat melts PEEK stock; standard carbide inserts tear soft plastic surfaces, heavy burrs, dimensional swelling post-cut. Shops struggle to hold tight OD tolerances on low-stiffness plastic micro rods.
Zorapid Low-Temp Oil Mist + Diamond Insert Swiss Process:
Cooled low-pressure oil mist eliminates melt deformation; sharp polished diamond inserts shear PEEK cleanly with zero material tearing. Composite PEEK guide sleeves prevent bar surface scratching, tolerance locked ±0.004mm for implant-grade PEEK micro components.
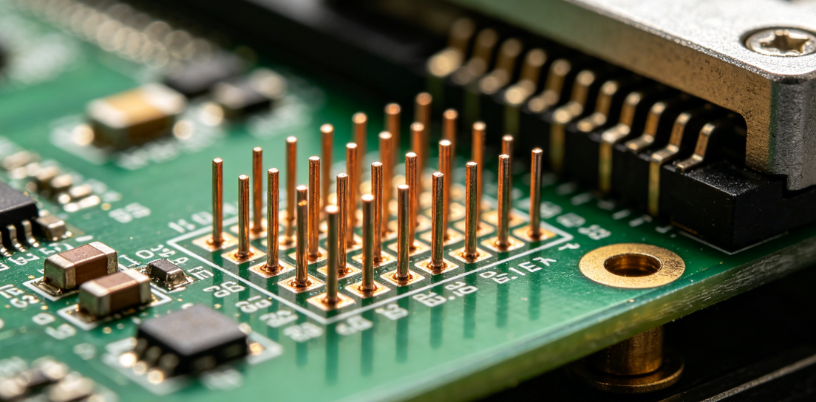
Challenge 4: Electronic High-Precision Contact Pins (Copper Beryllium, Spring Stainless, micro slot & knurl features)
Competitor Limitation: Copper beryllium is gummy, builds up on inserts, creates rough contact surfaces that hurt electrical conductivity. Spring steel suffers residual stress warpage post-cut.
Zorapid Specialized Insert Coating + Stress-Relief In-Line Treatment:
Diamond-like carbon (DLC) coated inserts stop copper material buildup; post-cut low-temperature stress relief oven built into our Swiss workflow for spring stainless pins. Knurls and contact slots perfectly uniform for consistent electrical resistance across 100k+ mass pin batches.
Applicable Medical & Electronic Materials
Material stiffness, abrasion, heat sensitivity, and biocompatibility directly dictate Swiss lathe parameters, insert selection, and achievable precision. Our engineering team locks optimized process recipes per material before every production run.
Primary Swiss Turn Micro Part Material Performance Table
| Material Grade | Typical Part Use Case | Min Achievable Tolerance | Best Surface Ra | Inherent Machining Difficulty | Zorapid Special Insert/Cooling Setup | Key Post Treatments |
|---|---|---|---|---|---|---|
| Ti-6Al-4V Grade 5 Medical | Ortho pins, bone screws, implant stems | ±0.002 mm | 0.05–0.1 μm | High (heat sensitive, tough) | TiAlN ultra-fine carbide, low-feed fine passes | Medical passivation, bead blast, sterile packaging prep |
| 316L Medical Stainless | Surgical instrument shafts, implant fasteners | ±0.002 mm | 0.05–0.1 μm | Medium-high (abrasive) | Honed TiAlN inserts, full temp-controlled enclosure | Electropolish, ISO 13485 passivation |
| PEEK Medical Grade | Implant insulators, micro housings | ±0.004 mm | 0.1–0.2 μm | Medium (heat melt risk) | Polished diamond inserts, cold oil mist cooling | Gamma sterilization compatible as-machined |
| Beryllium Copper C17200 | Electronic contact pins, spring terminals | ±0.003 mm | 0.1–0.2 μm | Medium (gummy chip build-up) | DLC coated anti-adhesion carbide inserts | Silver/gold plating prep, stress relief |
| 301 Spring Stainless | Miniature switch springs, electrical clips | ±0.003 mm | 0.1–0.2 μm | Medium (residual stress warp) | Light depth-of-cut passes, post-cut stress relief | Bead blast, passivation |
| 7075-T6 Aluminum | Lightweight medical device frames, sensor ferrules | ±0.002 mm | 0.05–0.1 μm | Low (free-cutting) | Polished carbide inserts, high-pressure oil mist | Hard anodize, clear conversion coating |
Core Material Swiss Turning Cost-Saving Rules
- Titanium/316L medical runs: Never cut corners on temperature-controlled enclosures—uncontrolled heat ruins biocompatibility and creates costly full batch scrap
- PEEK micro plastic parts: Diamond inserts have small upfront premium but eliminate melted/rejected parts, delivering net ROI within small pilot batches
- Electronic copper alloy pins: DLC coated inserts cut insert wear 60% vs standard uncoated carbide, lowering long-run consumable cost for mass pin production
- Free material substitution audit: We flag over-specified expensive grades (e.g., swap non-load-bearing 316L to 7075 aluminum for device housings) with zero functional loss to reduce per-unit cost
Real-World Client Swiss Turning Case Studies
Case 1: US Medical OEM – Ti-6Al-4V Orthopedic Micro Bone Screws (180,000 Annual Units, Dia 1.2mm)
Client Pre-Zorapid Pain Point: Domestic US fixed-head lathe supplier struggled with slender screw blanks; concentricity drifted ±0.018mm, thread inconsistency caused 32% scrap, manual deburr added 45 seconds labor per screw, 13-week total lead time for pilot + mass ramp. ISO 13485 traceability logs incomplete for FDA audits.
Zorapid Full Swiss Turning Medical Execution:
- DFM locked CTQ specs: thread pitch ±0.003mm, shank concentricity ±0.002mm, Ra 0.08μm implant surface
- Sliding head dual guide bush setup stabilized 1.2mm titanium bar for low-deflection threading and OD turning
- Live tool one-pass complete machining: head hex, full thread, undercut, cutoff—zero secondary re-clamping
- In-line optical vision inspection + batch CMM reports built for ISO 13485 compliance, in-house medical passivation post-production
- Measurable Final Results:
- Scrap rate collapsed from 32% down to 4.1%
- Manual deburr labor eliminated entirely (45s saved per screw)
- Total program lead time compressed 62% (13 weeks → 5 weeks)
- 34% lower total landed screw cost vs US domestic turning quote.

Case 2: German Electronics Tier 1 – Beryllium Copper Micro Contact Pins (450,000 Annual Units, Dia 0.6mm)
Client Pre-Zorapid Pain Point: European turning shop used fixed lathes; gummy beryllium copper stuck to inserts, rough pin surfaces caused variable electrical resistance, 28% scrap from bent slender pins, 11-week lead time for mass batches. Plating adhesion failures from uneven as-cut texture.
Zorapid Electronic Swiss Pin Workflow:
- DLC anti-stick coated micro carbide inserts eliminated copper built-up edge
- Auto-spool bar feeder lights-off 24/7 Swiss turning for high-volume pin output
- Uniform 0.12μm smooth contact surface guaranteed for consistent conductivity
- In-line low-temperature stress relief post-cut to eliminate pin warp before gold plating
- Measurable Final Results:
- Scrap reduced from 28% to 3.3%
- Plating adhesion failure rate dropped from 14% to <0.5%
- Lead time cut 55% (11 weeks → 5 weeks)
- 27% lower total pin production + plating prep cost
Case 3: MedTech Startup – Medical Grade PEEK Micro Insulator Stems (Pilot 1,200 Units, Dia 0.8mm)
Client Pre-Zorapid Pain Point: Local plastic turning shop melted PEEK micro stock with dry cutting; parts swelled dimensionally, heavy burrs required delicate hand filing that damaged fragile tiny stems. High risk of failed biocompatibility testing from heat-damaged polymer structure.
Zorapid PEEK-Optimized Swiss Turning Recipe:
- Cold low-pressure medical oil mist cooling to hold bar temperature stable, no melt deformation
- Polished single-crystal diamond inserts shear PEEK clean with zero tearing or edge burrs
- Composite PEEK guide sleeves prevent bar surface scratching, tolerance locked ±0.004mm across full batch
- Full biocompatibility process documentation packaged for CE marking submission
- Measurable Final Results:
- Zero melted/swelled rejected PEEK parts (prior scrap 35% eliminated)
- No hand filing required; parts sterilization-ready as-machined
- Pilot batch delivered in only 4 business days vs competitor 3 weeks
Your Unique Micro Part Requirements ↔ Custom Zorapid Swiss Turning Solutions
We build a fully tailored Swiss turning production roadmap for every medical/electronic micro component—no generic one-size lathe parameters. Below frequent client challenges and our matched optimized fixes:
| Your Tiny Part Production Requirement | Zorapid Custom Swiss Turning Trick & Fix | Estimated Total Program Savings |
|---|---|---|
| Ultra-slender high L:D implant pins (>20:1 length to diameter) | Tandem dual guide bush stabilization, low-light fine cutting passes | 70–85% scrap reduction from bent/deviated parts |
| Medical compliance ISO 13485 full traceability & biocompatibility | Digital thread logging of every lathe run, material heat logs, in-house passivation + signed batch CMM reports | 15–23% third-party audit lab markup removed |
| Micro internal bores / ultra-fine miniature threads | Anti-vibration micro carbide boring bars + live tool thread milling (no fragile tapping) | 60–90% tool breakage scrap eliminated |
| Soft melt-prone PEEK medical plastic micro components | Diamond insert + cold oil mist low-heat cutting workflow | 30–42% melted part waste cost cut |
| High-volume electronic spring/copper contact pins | DLC coated inserts, 24/7 unmanned auto bar feed, in-line stress relief | 22–30% per-unit mass production labor reduction |
| Mixed feature parts (OD, ID, cross holes, slots, knurls) in tiny footprint | Full live tool multi-axis single-clamp complete machining | 35–45% stacked tolerance error eliminated vs multiple setups |
| Small pilot low-volume medical validation batches (50–5,000 units) | Same precision QC & lathe recipes as mass runs, no cheapened fast-cut prototype parameters | Zero prototype-to-mass dimensional drift |
| Critical ultra-micron tolerance sealing surfaces (±0.002mm max) | Climate-controlled enclosure, slow fine finish passes, post-cut micro CMM 100% sampling | Avoids costly assembly leak/ fit failure recalls |
Step-by-Step Zorapid Swiss Turning Onboarding Process
- Upload CAD STEP/DXF, specify material grade, diameter/length, CTQ tolerance specs, compliance standard (ISO13485/CE/FDA/IATF16949), batch quantity and delivery deadline via secure portal
- Senior Swiss turning DFM engineer delivers free process feasibility review + two-tier quote (Standard Precision / Medical Ultra-Premium ±0.002mm) within 12 working hours
- Approve process parameters to launch bar stock cutting, auto-feed setup, climate-controlled lathe production
- Real-time secure client dashboard tracks lathe runtime, optical QC snapshots, first article micro CMM data, and milestone timelines 24/7
- Full batch ships with complete audit-ready compliance packet, passivation/finishing certs, and sterile/ESD-safe packaging for medical/electronic use
2026 Global Swiss Turning Micro-Part Industry Data Analysis + Future Trend Forecast Table
Current 2026 Benchmark Market Data (AMT Medical & Precision Machining Global Survey)
- Medical implant micro part demand up 29% YoY; 74% of ortho device designs now use <1.5mm diameter Swiss turned fasteners/pins
- Fixed-head conventional lathes average 25–35% scrap on <10mm slender micro parts; dedicated Swiss sliding head equipment averages only 3–9% scrap
- Only 21% of global precision machine shops operate temperature-stabilized Swiss lathe bays for medical biocompatible production
- Manual deburring adds an average 30–90 seconds labor cost per tiny medical part industry-wide
- Electronic miniaturization drives 33% annual growth in <0.8mm diameter copper contact pin Swiss turning orders
- The Rule of Precision Cost: $1 saved on cheap low-precision turning creates $8–$15 of downstream medical recall/assembly failure risk
2026–2030 Swiss Turning Future Trend Forecast & Zorapid Pre-Built Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Swiss Turning Match |
|---|---|---|
| Implant miniaturization pushes L:D ratios above 25:1 for bone fixation hardware | Fixed-head shops become unviable for ultra-slender medical pins | Tandem dual guide bush Swiss process validated for >20:1 L:D since 2024 |
| ISO 13485 mandates full end-to-end digital thread traceability for all implant components | Third-party documentation labs add expensive timeline delays | Cloud digital thread archives every lathe parameter, material lot, QC reading per batch |
| Electronics miniaturization (wearables, implantable sensors) shrinks pin diameters below 0.5mm | Generic turning equipment cannot hold consistent concentricity at sub-0.5mm stock | Micro 0.3mm minimum bar feed setup with ultra-fine micro-grain carbide tooling |
| Diamond insert adoption rises for medical PEEK & high-gloss titanium finishes | Shops without diamond tooling suffer high plastic melt/scrap rates | Full inventory of polished single-crystal diamond inserts for polymer micro parts |
| Lights-off unmanned Swiss production becomes standard for high-volume electronic pin runs | Manually loaded lathes lose cost competitiveness for mass contact pin orders | 24/7 auto spool bar feed Swiss lathe bank fully operational |
| Biocompatibility thermal HAZ testing required by FDA for titanium implant surfaces | Uncontrolled heat turning creates failed batch certifications | Fully enclosed ±0.5°C temperature stabilized machining cells |
Key Application Scenarios Where Zorapid Swiss Turning Tricks Deliver Maximum Value
Our sliding head micro turning workflow is calibrated exclusively for high-spec regulated medical and compact electronic verticals:
- Orthopedic & Surgical Medical Devices Ti-6Al-4V bone screws, fixation pins, surgical instrument micro shafts, implant PEEK insulator stems (ISO13485 full traceability, medical passivation/electropolish)
- Minimally Invasive & Implantable Electronics Miniature sensor ferrules, implantable pacemaker contact pins, tiny wiring terminals, insulated micro housings (ESD-safe packaging, plating-ready smooth surfaces)
- Consumer Wearable & Compact Consumer Electronics Beryllium copper spring contacts, charging pin terminals, micro switch shafts, miniature aluminum sensor barrels (IATF16949 compliant for automotive wearable hardware)
- Dental Implant Hardware Titanium dental abutment screws, micro post pins, plastic PEEK healing cap inserts (biocompatible sterile packaging workflows)
- Industrial Precision Sensors & Valve Micro Components Stainless miniature valve stems, pressure sensor ferrules, tiny sealing pins, micro threaded adjustment fasteners
- Lab & Analytical Instrumentation Micro fluidic fitting pins, stainless probe shafts, precision alignment dowels for HPLC/medical testing equipment
Guaranteed Swiss Turning Micro-Part Delivery Speed
Multi-step fixed-head turning + outsourced deburr/passivation workflows stretch medical launch timelines for months; Zorapid’s unified temperature-controlled Swiss bay eliminates cross-shop transit and waiting delays entirely.
Standard Phase Lead Times (No Hidden Emergency Rush Surcharges)
- DFM process review + Swiss lathe program setup: 12 business hours
- Small medical pilot batch (50–5,000 micro parts, ultra-precision Grade 1): 3–5 business days
- Medium mass electronic batch (5,000–200,000 contact pins): 5–9 business days
- Large annual recurring medical implant mass runs: Recurring 4–7 day batch turnaround windows
- Expedited critical FDA/CE launch batches available for compressed 2–3 day production timeline
Speed-Driving In-House Swiss Turning Infrastructure
- Bank of sliding head Swiss lathes with auto spool bar feeders running 24/7 lights-off unmanned shifts
- Fully enclosed climate-controlled machining bays (±0.5°C stable temp) dedicated only to medical micro turning
- On-site optical vision micro QC + micro CMM inspection station for same-day dimensional validation
- In-house medical passivation, electropolish, bead blast, and sterile/ESD packaging suites—no outsourced finishing delays
- Dedicated medical NPI project managers prioritizing every implant/electronic launch milestone schedule
Core Advantages Partnering With Zorapid for Tiny Medical & Electronic Swiss Turning
- Verified 25–40% total program cost reduction vs conventional fixed-head lathe micro-part suppliers across EU/US
- Exclusive sliding head dual guide bush ultra-slender micro-part stabilization unavailable at 79% of standard turning shops
- Free no-obligation DFM Swiss process, insert grade, and tolerance tier optimization reviews for all CAD micro-part submissions
- True single-source accountability: Swiss turning, in-line vision/CMM QC, medical passivation/electropolish, sterile/ESD packaging, certification, global shipping all under one 3000㎡ certified facility
- Full global critical certifications: ISO9001, ISO13485, IATF16949, CE medical marking documentation capability
- Fully transparent fixed-price quoting—zero hidden deburr, inspection, tooling, or compliance paperwork add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking Swiss lathe production, micro QC macro photos, batch compliance logs, and shipment tracking
- 20+ years export-focused precision micro machining experience exclusively serving North America and European MedTech/Electronics OEMs
- Zero minimum order quantity: 50-piece medical validation pilot batches up to 450,000+ annual mass electronic pin runs receive identical ultra-tight Swiss precision QC standards
- Multilingual engineering support (English, German, Spanish) for seamless cross-border medical spec, biocompatibility, and CAD revision alignment
Quick Summary
The biggest pain point for tiny medical implant and miniature electronic components is poor concentricity, high scrap, rough unbiocompatible surfaces, and stacked tolerance errors from old fixed-head turning equipment. Zorapid’s proprietary sliding head Swiss turning tricks solve every critical micro-part failure point: rigid guide bush bar support eliminates deflection for ultra-slender pins, live tooling completes all features in one clamp to remove tolerance stack-up, temperature-stabilized enclosures preserve titanium/PEEK biocompatibility, diamond/ultra-fine carbide inserts deliver mirror burr-free surfaces, and full in-house QC/compliance cuts third-party delays entirely.
Whether you need ISO 13485 titanium orthopedic bone screws, mass beryllium copper wearable contact pins, biocompatible PEEK micro insulators, or stainless surgical instrument shafts—we deploy purpose-built Swiss turning recipes matched to your material, tolerance, compliance, and launch timeline. Send your micro-part CAD files today for your free precision feasibility assessment and cost quote.
FAQ
Is sliding head Swiss turning always more expensive per part than standard fixed-head CNC turning?
Swiss lathe machine hourly rates carry a mild premium, but eliminated scrap, zero manual deburr labor, fewer setup re-clamps, and faster lead times deliver net lower total program cost for nearly all <10mm slender medical/electronic parts. Short thick stubby non-slender parts can use balanced fixed-head optimized pricing; our DFM team calculates full total cost of ownership free upfront for every design.
Can you maintain identical micron tolerances from small medical pilot batches all the way through 100k+ mass production runs?
Yes. Our cloud digital thread archives every Swiss lathe feed, speed, insert geometry, temperature setting, and QC sampling plan per part number. Repeat orders load the exact identical program instantly, with matching micro CMM inspection checkpoints—no dimensional drift between prototype validation and full mass implant batches.
How do you handle biocompatibility requirements for titanium/316L implant parts post-Swiss turning?
We run full in-house medical-grade passivation and electropolish following ASTM F86 standards; full material lot traceability, heat log records, and surface HAZ analysis are packaged into your ISO 13485 PPAP/FMEA files. No outsourced third-party finishing introduces contamination risks.
Do you ship sterile-packaged medical micro parts and ESD-safe electronic pins directly to EU/USA with customs & CE/FDA paperwork?
We coordinate door-to-door air/sea freight, generate complete commercial invoices, CE medical certification packets, FDA-ready process records, and coordinate with your preferred freight forwarder. Full shipping cost breakdowns are included in your initial quote with zero hidden logistics surcharges.
What maximum length-to-diameter (L:D) ratio can your Swiss process reliably produce for titanium implant pins?
Our tandem dual guide bush setup consistently delivers stable straightness for L:D up to 22:1; we can engineer custom low-feed ultra-fine cut sequences for specialized designs approaching 25:1 without bending or concentricity loss. Conventional fixed lathes typically fail above 8:1 L:D.
How is PPAP/FMEA audit documentation built into your Swiss turning workflow for regulated OEMs?
Our certified medical QC team builds FMEA, control plans, material certificates, and full PPAP packets incrementally starting at the initial DFM Swiss process design phase. By the time first article inspection passes, your complete audit-ready compliance file is fully finished—no rushed last-minute paperwork delaying implant market launch.
What is the smallest diameter bar stock you can feed into your Swiss lathes for micro electronic/medical components?
Our auto spool feed system supports bar stock starting at 0.3mm minimum diameter up to 10mm maximum diameter, covering nearly all miniature implant fasteners, contact pins, and micro instrument shafts used in modern MedTech and wearable electronics.


