Published by Zorapid
Every CNC machinist knows that awful high-pitched squeal mid-mill.
One second you’re running a clean cut; the next, chatter ripples cover your part, tools chip instantly, tolerances drift out of spec, and you’re staring down costly scrap and wasted cutting tools.
Chatter isn’t just annoying noise—it’s self-feeding vibration that ruins surface finish, slashes tool life by 70%+, and even wears out your spindle bearings long-term. Most shops waste hours guessing fixes by only tweaking RPM or feeds, ignoring the full system: tooling, holders, fixturing, CAM paths, machine rigidity and material behavior all work together to create or kill chatter.
At Zorapid, we run 12 heavy-duty 5-axis CNC mills for high-precision aluminum, steel, titanium and Inconel parts daily. We’ve built a step-by-step, shop-ready anti-chatter troubleshooting workflow validated across thousands of production runs, thin-wall EV trays, medical micro brackets and hard mold steel cavities.
This guide skips confusing engineering textbooks. We break down exactly what causes milling chatter, a fast diagnostic checklist, 6 core fix categories with actionable data, thin-wall deep cavity special solutions, a real OEM case study cutting scrap from 21% to 1.4%, and a one-page cheat sheet you can tape to your machine control. Every tip delivers immediate, measurable stability for mass batch or prototype milling jobs.

What Exactly Is CNC Milling Chatter & Why It Destroys Your Parts Fast
Before jumping into fixes, understand the regenerative vibration loop that makes chatter self-worsening—this explains why one small setup flaw snowballs into scrap:
- When your tool or workpiece flexes under cutting force, it carves tiny wave ridges into the material surface.
- On the next spindle rotation, the cutter hits those uneven ridges, creating uneven chip load and bigger vibration.
- The vibration amplifies cycle after cycle, generating loud screeching, visible ripples, edge chipping and dimensional shift.
Three main chatter types you’ll encounter daily in milling:
- Regenerative Chatter (90% of all cases) – Wave marks from previous cutting passes feedback vibration into the next cut; common on thin walls, long tool overhang, light chip load.
- Tool Resonance Chatter – Tool stickout, weak holders or wrong RPM hit the cutter’s natural vibration frequency, mostly deep pocket milling.
- Workpiece Fixture Chatter – Thin, poorly supported parts vibrate independently of the spindle, typical aluminum EV trays and thin titanium medical webs.
Critical hidden costs of unaddressed chatter:
- 60–80% shorter carbide tool service life
- Ra roughness jumps from 0.4μm smooth finish to 3.2μm+ wavy surface
- 15–25% higher scrap rates on precision tolerance components
- Accelerated spindle bearing wear leading to expensive machine downtime
Step 1 – 2-Minute Fast Chatter Diagnostic Checklist (Troubleshoot Mid-Run Without Stopping Long)
Run this quick scan the second you hear squealing or spot ripples—start with the easiest, fastest fixes first to save production downtime:
- Check tool stickout length: Overhang >3× tool diameter = massive vibration risk (10% shorter stickout = 25% stiffer cutter)
- Inspect cutting edge: Dull, chipped inserts force rubbing instead of clean shearing—replace immediately
- Verify chip load: Too light chip thickness causes tool rubbing (top aluminum/steel chatter trigger)
- Tap workpiece to test flex: If the part shifts under light hand pressure, fixturing support is insufficient
- Check spindle RPM: Shift speed ±10% up/down to escape resonant frequency bands
- Review radial cut width: Wide full-width slotting creates heavy side cutting force that sparks chatter
- Examine tool holder runout: ER collets often produce 2–3× more runout than shrink-fit/hydraulic holders
If the chatter disappears after one adjustment, you’ve found your root cause. If vibration remains, move through our full structured fix guide below.
Step 2 – Fix Category 1: Boost Tool & Tool Holder Rigidity (Biggest Chatter Reduction Lever)
Tool assembly stiffness is the variable controlling milling vibration. Even premium carbide cutters chatter if held in low-rigidity holders with excessive overhang. We split mandatory rules and upgrade options for all production scenarios:
Non-Negotiable Tool Geometry Anti-Chatter Rules
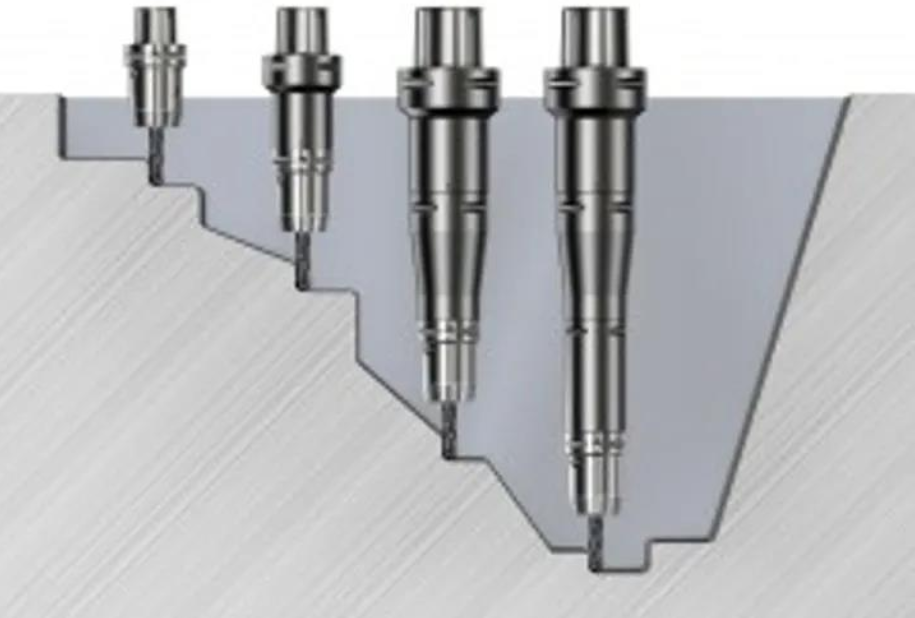
- Minimize tool stickout hard limit: Max 3× tool diameter for general milling; max 2×D for finishing thin walls. For deep pockets requiring long tools, switch to vibration-damped silent tool shanks.
Use variable helix / unequal pitch end mills for aluminum, titanium and steel finishing. Irregular flute spacing breaks up synchronized vibration waves that trigger regenerative chatter—standard equal-flute cutters amplify resonance easily.
- Keep edges razor sharp: Dull tools rub material instead of shearing chips, doubling radial cutting force. For thin-wall work, use lightly honed positive-rake inserts to lower cutting resistance.
- Avoid oversized nose radii on finishing cutters: Large radii create heavy contact force and flex on delicate thin sections.
Tool Holder Upgrade Hierarchy (From Worst to Best Anti-Chatter Performance)
- Low rigidity (avoid for high-speed/long overhang): Standard ER collet chucks, side-lock Weldon holders (high runout, poor vibration damping)
- Mid-tier balanced option: Precision milling chucks, dynamic balanced for >12,000 RPM spindles
- Premium anti-chatter (Zorapid standard for precision jobs): Shrink-fit holders (max static stiffness) + hydraulic tool holders (excellent vibration absorption for finishing)
- Extreme deep cavity solution: Capto modular tapered tool systems + internal vibration-damped silent tools for overhang >4×D
Quick Shop Hack: Always balance full tool + holder assemblies for spindle speeds above 15,000 RPM—unbalanced tool stacks create forced vibration that evolves into chatter instantly.
Step 3 – Fix Category 2: Optimize Speeds, Feeds & Chip Load To Escape Resonance
Incorrect cutting parameters are the second most common chatter source. The goal is to adjust your program to move the cut outside the machine/tool resonant frequency band and maintain healthy chip load to eliminate rubbing. We split universal rules plus material-specific stable baseline ranges:
Core Parameter Anti-Chatter Principles
- Never run ultra-light chip load: When chips are too thin, the cutter scrapes the workpiece surface instead of cutting—this is the #1 aluminum chatter trigger. Slightly raise feed per tooth (fz) if you spot ripples on soft alloys.
- Tune spindle RPM in ±10% increments: If chatter hits at 8,000 RPM, test 7,200 or 8,800—small speed shifts jump you out of resonant vibration lobes.
- Reduce radial width of cut (WOC) first before lowering depth of cut (DOC): Narrow side engagement slashes lateral flex force by 60–70%. For roughing, cap radial cut at 25% tool diameter; finishing limit to 5–10% D for thin walls.
- Prioritize climb milling only for finishing: Conventional milling pulls material into the cutter, increasing rubbing, BUE and vibration on all alloy materials.
Stable Anti-Chatter Baseline SFM & Chip Load Reference Table
| Material | Rough Anti-Chatter Rule | Finish Anti-Chatter Rule |
|---|---|---|
| 6061-T6 Aluminum | SFM 1800–2400, fz 0.005–0.007 ipt, WOC ≤50% D | SFM 2400–3000, fz 0.0015–0.003 ipt, WOC ≤10% D |
| 4140 Pre-Hard 28–32 HRC Steel | SFM 120–160, fz 0.003–0.005 ipt, WOC ≤30% D | SFM 150–200, fz 0.0008–0.002 ipt, WOC ≤15% D |
| Ti-6Al-4V Titanium | SFM 60–90, fz 0.002–0.004 ipt, WOC ≤20% D | SFM 80–120, fz 0.0006–0.0015 ipt, WOC ≤8% D |
| Inconel 718 | SFM 70–110, fz 0.002–0.004 ipt, WOC ≤15% D | SFM 90–150, fz 0.0005–0.0012 ipt, WOC ≤5% D |
Zorapid Mid-Run Tuning Hack: If chatter appears during roughing, drop radial WOC first, then adjust RPM ±10%; only reduce axial DOC as a last resort to avoid losing cycle time efficiency.
Redesign CAM Toolpaths To Cut Vibration Force
Generic parallel raster and full-slotting toolpaths generate constant heavy side loads that spark chatter. Modern CAM software has built-in anti-vibration strategies you can activate with one setting change—no machine hardware upgrades required:
- Switch all roughing to trochoidal / adaptive dynamic clearing Constant small radial engagement eliminates shock load spikes when the cutter digs into stock. This single change reduces cutting force by up to 70% on thin aluminum EV trays and deep mold cavities, nearly eliminating regenerative chatter loops.
- Add large radius arc blending at all internal corners Sharp 90° direction reversals create instant spindle load surges that trigger vibration. Program minimum radii ≥1.5× tool diameter on all corner transitions for smooth continuous cutting force.
- Split deep pockets into staged depth cuts Avoid full-depth single passes; layer shallow axial cuts to limit total side force on the tool and workpiece. For cavities deeper than 3× tool diameter, use a short stiff tool for upper stock removal, then swap to extended length cutters only for final bottom finishing.
- Separate rough and finish operations fully Let the part cool completely after roughing before finishing—thermal expansion combined with residual cutting stress amplifies thin-wall deflection and chatter marks.
- Limit stepover distance in finishing paths Tight small stepovers (5–10% tool diameter) keep light radial contact and prevent wave formation on precision surfaces.
Rigid Workholding & Thin Wall Anti-Vibration Support
Weak fixturing lets the workpiece vibrate independently of the spindle—this is the dominant chatter issue for thin-wall aluminum battery trays, medical titanium webs and large mold plates. Follow these layered support rules by part geometry:
Universal Fixturing Rigidity Rules For All Milling Jobs
- Eliminate empty air gaps between blank and fixture base: Full surface contact stops part flex under cutting pressure.
- Clamp as close to cutting zones as possible; wide unsupported overhang guarantees chatter ripples.
- Avoid soft plastic/jaw inserts for high-speed milling—use hardened steel clamping jaws for maximum grip stiffness.
Specialized Fixturing Solutions By Part Type
- Large flat thin panels (EV aluminum battery trays): Full-area modular vacuum chucks with uniform 0.8+ bar vacuum pressure; add adjustable support blocks spaced every 100mm under all rib structures to stop bending vibration.
- Thin wall structural components (<1.5mm wall thickness): Program temporary sacrificial support ribs in your CAM file that stay attached until final finishing; remove ribs in a separate light pass after main machining is complete.
- Small complex medical brackets / mold inserts: Custom hardened fixture jigs with multiple side and back support points; avoid single-point vise clamping on asymmetrical thin geometry.
- Slender tall workpieces: Add tailstock supports or custom backstop fixtures to eliminate vertical sway during lateral milling cuts.
Quick Test: Push the workpiece firmly with your palm while the spindle spins at operating RPM—if the part shifts even slightly, your support structure needs reinforcement.
Machine Maintenance & Environmental Anti-Chatter Adjustments
Many shops overlook worn machine components as a hidden chatter source. Loose guideways, worn spindle bearings and unstable machine bases amplify even minor tool vibration into visible rippled surfaces:
- Monthly spindle inspection: Check bearing play, runout and dynamic balance—worn bearings create consistent resonant chatter across all cutting speeds.
- Tight all linear guideway bolts and ball screw assemblies to eliminate axis backlash (target backlash <0.001mm).
- Reinforce machine foundation: Add polymer concrete damping pads under mill feet for large gantry 5-axis machines to absorb floor vibration transfer from nearby equipment.
- High-pressure through-spindle coolant mandatory for all alloy milling: 70 bar+ coolant blasts clear chips instantly to prevent re-cutting pre-existing wave marks that feed chatter loops, plus reduces thermal workpiece deflection.
- Isolate noisy external equipment (grinders, compressors) away from precision mills—external floor vibration couples into the cutting system and triggers resonance at specific spindle RPM bands.
Special Chatter Fixes For Hard-To-Mill Challenging Geometries
These targeted solutions solve recurring chatter on the most problematic part styles our Zorapid engineering team processes daily:
Thin Wall Aluminum / Titanium Parts (EV Trays, Medical Brackets)
- Reduce radial WOC to max 8–10% tool diameter for all finish passes
- Add sacrificial support ribs in CAM to stiffen thin webs during milling
- Use variable helix polished high-positive rake end mills to lower cutting force
- Lower finishing feed rate by 20% and split into two light micro-finish passes
Deep Cavity Mold Milling (Long Tool Overhang >4×D)
- Upgrade to internal vibration-damped silent tool shanks
- Switch shrink-fit hydraulic holders to minimize runout
- Cut radial engagement to 5–12% tool diameter exclusively
- Stage roughing with short rigid cutters for upper cavity stock removal
Hardened Alloy Milling (4140 Q&T, Inconel 718 38–44 HRC)
- Avoid light chip load—raise feed per tooth to prevent edge rubbing
- Limit spindle RPM to lower stable bands, skip high resonant speed ranges
- Use micro-honed negative-rake coated carbide inserts with high wear resistance
- Maximize fixturing contact area to block heavy cutting force deflection
Common Chatter Root Causes + Instant Shop Fix Cheat Sheet
Print this quick-reference table and mount it next to your CNC machine control for on-demand troubleshooting without long engineering delays:
| Visible Chatter Symptom | Root Cause | Immediate Zorapid Proven Fix |
|---|---|---|
| Uniform periodic wavy ripples across entire part surface | Regenerative vibration from light chip load / equal flute tools | Raise feed per tooth 10%, swap variable helix end mill, reduce radial WOC |
| Chatter only at deep cavity bottom, clean finish near top | Excessive long tool stickout, weak standard ER holder | Shorten tool overhang, upgrade to silent damped tool + shrink-fit holder |
| Vibration only on thin vertical walls, solid thick sections cut smooth | Insufficient workpiece support, thin wall flex | Add CAM sacrificial ribs, install dense under-fixture support blocks |
| Chatter spikes only at sharp internal corners | Sudden spindle load shock from 90° direction change | Program large radius arc blending at all internal corners |
| Chatter worsens as spindle RPM increases above 12,000 | Unbalanced tool/holder assembly, spindle resonance | Fully balance complete tool stack, shift RPM ±15% to stable band |
| Chatter only during roughing, finishing runs vibration-free | Full-width slotting, heavy radial cutting force | Switch to trochoidal adaptive clearing, cap radial cut at 25% D |
| Intermittent squealing chatter that comes and goes mid-cut | Loose vise/clamping jaws, workpiece slip under load | Re-clamp blank with multi-point full contact support, tighten fixture hardware fully |
Zorapid Real-World OEM Case Study – Eliminate Chatter On EV 6061-T6 Battery Trays
A North American electric vehicle OEM brought us a failing aluminum battery tray production line crippled by severe thin-wall chatter, three costly production pain points:
- 21% scrap rate from wavy chatter marks failing IP67 sealing surface inspection
- Carbide end mill replacement every 18 trays, inflated monthly tooling overhead
- Extra manual rework polishing required to remove vibration ripples, adding 35 minutes labor per unit
Original flawed workflow triggering constant chatter:
- Generic equal-flute standard carbide cutters with 4.2×D tool stickout
- Basic ER collet tool holders with high radial runout
- Conventional parallel raster roughing toolpaths, full 50% radial stepover
- Minimal underside fixture support on 1.8mm thin rib walls
- Fixed single-pass rough-finish cutting with ultra-light chip load
Our full anti-chatter process overhaul deployed 6 layered fixes:
- Swapped standard end mills to variable helix high-helix polished ZrN carbide cutters optimized for aluminum
- Replaced ER collets with shrink-fit balanced tool holders, cut tool stickout from 4.2×D down to 2.8×D
- Rewrote all roughing CAM programs to trochoidal adaptive dynamic clearing, limited radial WOC to max 20% tool diameter
- Installed full-surface modular vacuum chuck with adjustable rib support blocks spaced 100mm apart under all thin walls
- Adjusted chip load upward by 12% to eliminate surface rubbing and regenerative vibration loops
- Added temporary sacrificial support ribs in CAM thin-wall geometry, removed via separate light finishing pass
Measurable Final Production Results After Chatter Elimination
- Chatter-related scrap rate dropped from 21% to 1.4%, nearly eliminating wasted aluminum blanks
- Carbide tool service life extended 3.9x, monthly tool purchasing cost reduced by 74%
- Removed all manual polishing rework steps, per-unit labor time cut by 35 minutes
- Consistent stable surface finish Ra ≤1.2μm on all sealing rib surfaces, 100% pass rate on OEM leak testing
Why Zorapid Delivers Consistent Chatter-Free Precision CNC Milling Globally
We operate a 3,000㎡ dedicated precision manufacturing facility with 12 calibrated 3/5-axis CNC milling centers serving aerospace, new energy EV, medical device and mold OEMs across North America, EU and UK. Our exclusive anti-chatter production advantages that eliminate vibration defects at scale:
- Full library of vibration-suppression tooling: variable helix end mills, hydraulic/shrink-fit rigid holders, internal damped silent tools for deep cavity long overhang jobs
- In-house CAM engineering team that embeds anti-chatter trochoidal toolpaths and thin-wall support ribs into every program during pre-production DFM review
- Modular custom vacuum, hydraulic and hard fixture systems designed for full-surface workpiece support to eliminate blank flex
- High-pressure 120 bar through-spindle coolant systems on all milling machines for continuous chip evacuation and thermal distortion control
- Monthly spindle maintenance, dynamic tool balancing and axis backlash calibration to lock machine rigidity long-term
- Free upfront DFM design analysis to flag high-risk thin walls, deep pockets and long overhang features that will trigger chatter before raw stock hits the mill
- Flexible lead times: Chatter-free precision prototypes delivered in 3–5 business days; medium/high-volume batch CNC milling production shipped in 6–12 business days
Final Key Takeaways To Permanently Stop CNC Milling Chatter
- Chatter is a full-system vibration loop—don’t only tweak RPM/feeds; audit tool stickout, holder rigidity, fixturing and CAM paths together for full stability.
- Minimize tool overhang as your first fix: Every 10% reduction in cutter length delivers 25% higher stiffness and massive vibration reduction.
- Avoid ultra-light chip load at all costs—rubbing thin chips create the regenerative wave marks that feed endless chatter cycles on aluminum and soft alloys.
- Trochoidal adaptive roughing replaces destructive full-width slotting to slash cutting force by 60–70%—the single most impactful CAM anti-chatter upgrade.
- Thin-wall parts require sacrificial support geometry and dense under-fixture contact; unsupported flexible blank sections will always vibrate under milling loads.
- Variable helix unequal-flute end mills break synchronized vibration resonance that standard equal-spacing cutters amplify during high-speed milling.
- Regular machine spindle, guideway and tool balancing maintenance eliminates hidden forced vibration that evolves into persistent chatter across all cutting jobs.
FAQ
Is chatter worse with longer or shorter CNC end mill stickout?
Longer stickout creates exponentially more flex and resonance—keep overhang under 3× tool diameter for stable vibration-free cuts; use damped silent tools for unavoidable deep cavity extended length.
Can I eliminate thin-wall aluminum milling chatter without custom fixtures?
Yes, via CAM tweaks: add temporary sacrificial support ribs, limit radial WOC to <10% tool diameter, use variable helix cutters and trochoidal toolpaths to lower cutting force drastically.
Does higher spindle RPM always create more chatter?
No—vibration only spikes when RPM hits the natural resonant frequency of your tool/workpiece system. Shifting speed ±10% up or down usually moves you to a stable cutting band.
Are ER collet tool holders okay for anti-chatter finishing jobs?
ER collets produce higher radial runout and poor vibration damping; switch to shrink-fit or hydraulic holders for precision finishing requiring zero chatter ripples.
Why does chatter reappear after I replace a worn end mill with a new sharp one?
The new sharp cutter cuts cleaner, which can shift your chip load and hit a resonant frequency band—adjust RPM ±10% or slightly raise feed per tooth to restore stability.