Published by Zorapid Precision Manufacturing
If you’re a design engineer, procurement manager or small-batch OEM builder, you’ve definitely hit this roadblock:
Should I quote laser cutting or waterjet cutting for my new project?
Pick the wrong process, and you’ll face two expensive headaches:
- Sky-high per-part costs that eat your profit margin
- Ruined parts from heat warping, rough edges or machine material limitations
We’re Zorapid, a precision fabrication shop with full fiber laser and 60,000 PSI abrasive waterjet lines running daily for aerospace, medical, electronics and automotive clients across North America, Europe and Australia.
We pulled real production data, client case studies and material test logs to build this no-fluff selection guide. No overly technical jargon—just clear, actionable rules to match your material, thickness, order volume and budget to laser or waterjet cutting.
By the end, you’ll instantly know which cutting method saves you time and money on your next prototype or mass run.
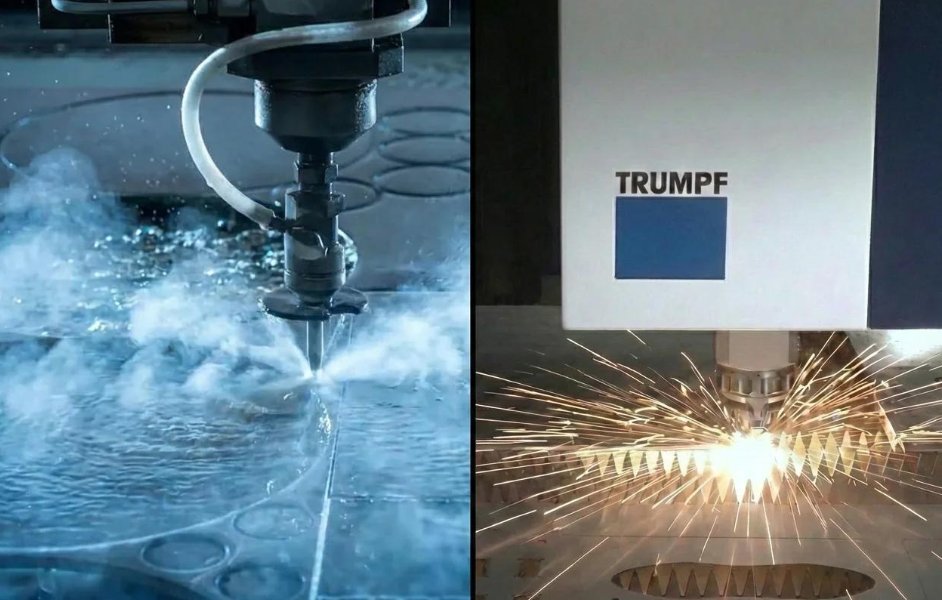
Quick Core Difference Between Laser & Waterjet Cutting
Let’s start with the basics, plain and simple:
- Fiber Laser Cutting: Focused high-heat light beam melts/vaporizes material. Fast, low hourly operating cost, but creates a tiny Heat-Affected Zone (HAZ) on cut edges. Thickness caps out at ~40mm metal max.
- Abrasive Waterjet Cutting: Cold cutting with ultra-high-pressure water + garnet abrasive sand. Zero heat damage, cuts literally any material, but drastically slower with steep ongoing consumable costs. Handles stock up to 300mm thick.
30 Second Decision Cheat Sheet
- Thin metal (<20mm), high volume, tight budget → Laser Cut
- Heat-sensitive alloy, composite, stone, glass or ultra-thick plate (>40mm) → Waterjet Cut
- Reflective soft metals like pure copper or brass thick stock → Waterjet Cut
- Fine intricate small features, fast turnaround prototypes → Laser Cut
- Medical/aviation parts that cannot warp or harden at cut lines → Waterjet Cut
Full Material Compatibility Breakdown (Which Material Works With Which Cutter)
This section solves the client question: Can my material even be laser cut?
We split materials into three clear buckets: Laser-First, Waterjet-Only, Dual-Compatible.
Materials Where Laser Cutting Dominates
Laser’s sweet spot is standard thin-to-medium conductive sheet metal. Zero need for waterjet here.
- Mild steel / carbon steel (0.5–25mm): 10–15x faster cutting speed vs waterjet
- 304 / 316 stainless steel (0.3–20mm): Nitrogen assist gas delivers burr-free sharp corners
- 6061 / 7075 aluminum (1–18mm): Ideal for chassis, electronics housings, EV brackets
- Thin plastics (ABS, acrylic, PET <6mm): Clean, precise small cutouts for enclosures
Laser Limitation Note: Highly reflective metals bounce laser beams back to damage machine lenses. Pure copper, thick brass, gold alloys perform terribly on laser equipment.
Materials You Can ONLY Cut With Waterjet Cutting
If your part falls here, laser cutting will either fail entirely or produce scrap parts. Waterjet’s cold abrasive process handles impossible laser stock perfectly:
- All non-conductive hard stock: Marble, granite, ceramic tile, tempered glass
- Heat-sensitive specialty metals: Pure copper, thick brass, beryllium copper, Inconel 718, titanium Ti-6Al-4V thick plate
- Layered composite panels: Carbon fiber sandwich boards, fiberglass, foam core aerospace laminates
- Soft organic stock: Rubber, cork, foam, food-grade plastic, wood without burn marks
- Ultra-thick metal plate: Steel, aluminum, alloy over 40mm up to 300mm
Critical win for medical & aerospace: No HAZ means no material hardening, cracking or dimensional shift after cutting. Parts keep original mechanical properties without secondary stress relief machining.
Dual-Compatible Materials (Pick Based On Thickness & Volume)
These materials run on both machines—cost and lead time become your deciding factor:
- Low-grade brass thin sheets (<3mm): Laser works fine for small batches
- Titanium thin gauge (<10mm): Laser fast for prototypes; waterjet better for stress-critical flight parts
- Hardened tool steel (H13, S136 <15mm): Laser for low-quantity simple profiles
Real-World Cost Comparison
Most buyers only compare upfront quoting price, but hidden operating costs blow budgets long-term. We share transparent Zorapid production pricing data aligned with US/EU fabrication market standards.
Hourly Operating Cost Breakdown
| Cost Driver | Fiber Laser Cutting | Abrasive Waterjet Cutting |
|---|---|---|
| Base Hourly Rate | $15–$25/hour | $28–$45/hour |
| Main Consumables | Electricity + nitrogen/oxygen assist gas | Garnet abrasive sand (60–70% of cost), high-pressure pump seals, sapphire nozzles |
| Extra Maintenance | Low (monthly lens clean only) | High (weekly pump service, constant mixing tube replacement) |
| Speed Efficiency | 5–15x faster thin sheet cutting | Slow, long pierce & traverse times |
Key takeaway: Waterjet’s garnet sand consumption alone doubles running costs vs laser for identical thin metal jobs.
Side-by-Side Real Job Cost Cases (Zorapid Client Projects)
1: Electronics Panel – 2mm 304 Stainless Steel, 10,000-piece mass run
- Laser cutting: 5 seconds per part, $0.06 unit cutting cost, 1-day full batch turnaround
- Waterjet cutting: 48 seconds per part, $0.82 unit cutting cost, 7-day lead time
- Verdict: Laser cuts total production expense by over 90%
2: Aerospace Titanium Bracket – 50mm Ti-6Al-4V, 20 prototype units
- Laser cutting: Cannot fully pierce thick stock; heavy HAZ creates brittle edges, 100% scrap risk
- Waterjet cutting: Zero heat damage, consistent ±0.08mm tolerance, $125 total cutting cost
- Verdict: Waterjet is the only viable process here
3: Decorative Carbon Fiber Composite Plate – 12mm laminate, 50 custom parts
- Laser cutting: Melts composite resin, leaves charred, weak cut lines requiring sanding rework
- Waterjet cutting: Clean cold cut, no secondary finishing needed, single-step production
- Verdict: Waterjet eliminates expensive post-processing labor
Key Performance Tradeoffs Beyond Material & Price
Cost isn’t everything. Tolerance, edge finish, lead time and post-processing labor all impact your final landed part cost. We break down each factor simply.
Cutting Speed & Production Throughput
- Laser dominates thin sheet metal: Up to 120 m/min traverse speed for 1–3mm aluminum
- Waterjet crawls by comparison: Average 0.5–1.2 m/min for same thickness metal For high-volume OEM orders, laser slashes lead times and labor overhead drastically.
Edge Quality & Heat-Affected Zone (HAZ)
- Laser: Tiny 0.05–0.3mm HAZ along cut edges. Mild discoloration on stainless steel; thin stock rarely needs grinding. Sharp, crisp internal corners perfect for precision fixtures.
- Waterjet: Zero heat, zero discoloration. Matte uniform edge finish with minor taper on stock thicker than 25mm. Rounded tiny internal radii (cannot hit ultra-sharp micro corners like laser).
Tolerance Capabilities
- Laser: Standard ±0.05mm repeatability, ideal for tight-fit assembly parts
- Waterjet: ±0.05–0.1mm general tolerance; thicker plate widens tolerance window slightly due to jet stream taper
Post-Processing Requirements
- Laser thin metal: Minimal deburr or passivation for stainless steel
- Waterjet specialty materials: No sanding, stress relief or resin cleanup for composites/titanium
- Laser thick reflective alloys: Heavy rework, scrapped parts common
When Zorapid Recommends Laser Cutting
Choose our fiber laser service if your project checks any of these boxes:
- Thin metal stock (0.3–25mm steel, aluminum, stainless)
- Medium to high order volume (50+ parts) targeting low per-unit cost
- Fast turnaround prototypes (same-day/2-day rush cutting available)
- Small intricate geometry, sharp 90° internal corners, micro cutouts
- Standard non-reflective conductive metals without strict zero-heat requirements
- Tight project budget with limited finishing labor budget
Zorapid runs 12kW & 15kW fiber laser lines optimized for European and North American OEM sheet metal batches, with nitrogen/air assist gas options to balance edge quality and gas costs.
When Zorapid Recommends Waterjet Cutting
Our 60,000 PSI abrasive waterjet line is reserved exclusively for jobs laser cannot execute reliably:
- Heat-critical medical implant, aerospace flight component alloys (Ti, Inconel, beryllium copper)
- Non-metal materials: glass, ceramic, stone, rubber, carbon fiber composite panels
- Ultra-thick plate over 40mm (up to 300mm solid metal stock)
- Highly reflective pure copper, thick brass that damages laser optics
- Parts that cannot tolerate warping, hardening or resin melting at cut lines
- Low-volume high-value prototypes where scrap risk equals massive financial loss
We use high-grade garnet abrasive and precision 5-axis waterjet heads for complex 3D bevel cuts without thermal distortion.
Step-by-Step Selection Checklist
Run through this checklist before sending RFQs to avoid wrong-process quotes:
- What material is your part made of?
- Standard thin steel/aluminum/stainless → Laser priority
- Composite, glass, ceramic, thick Ti/Inconel/copper → Waterjet priority
- Material thickness?
- <20mm metal → Laser first
- 40mm any stock → Waterjet mandatory
- Order quantity?
- 50+ mass run → Laser cuts per-unit cost drastically
- <10 high-value prototypes with zero scrap tolerance → Waterjet safer
- Heat sensitivity rules?
- Medical/aerospace critical parts with no HAZ allowance → Waterjet
- General mechanical chassis, housings → Laser acceptable
- Geometry requirements?
- Micro sharp corners, tiny slots → Laser better precision
- Large thick blanks, soft organic materials → Waterjet better finish
Real Zorapid Client Success Story
A German medical device manufacturer came to us with 30mm titanium surgical fixture blanks.
They initially requested laser cutting, unaware thick Ti creates severe HAZ that makes fixtures fail biocompatibility testing.
Our engineering team flagged the material risk during DFM review and switched the project to waterjet cutting.
Results:
- Zero thermal stress on titanium cut edges
- No secondary stress-relief machining required (saved 3 weeks lead time)
- Passed EU medical material inspection on first production batch The client now sends all their alloy implant blank work exclusively to Zorapid’s waterjet line.
Final Summary: How To Pick Every Time
- For 90% of standard sheet metal OEM, electronics and automotive thin parts: Laser cutting is faster, cheaper and more precise.
- For specialty, thick, heat-sensitive or non-metal stock: Waterjet cutting is your only reliable option, even with higher hourly running costs.
- Always run a quick DFM check with your fabrication partner (like Zorapid) before locking cutting processes—small material/thickness details change total project cost by hundreds or thousands of dollars.
Whether you need fast laser-cut enclosures or zero-distortion waterjet alloy blanks, Zorapid’s dual cutting lines cover all manufacturing needs for global industrial clients.
CTA
Ready to get an accurate quote matched to the optimal cutting process for your drawings?
Send your CAD files to our engineering team today for a free DFM review and process recommendation—no obligation to order.
We ship finished precision parts to USA, UK, EU, Australia and Southeast Asia with full ISO quality certification.
FAQ
Is waterjet cutting always more expensive than laser cutting?
Only for thin standard metal sheets. For laser-incompatible thick alloys, composites or glass, waterjet eliminates costly scrap and rework labor, making it the cheaper full-landed-cost solution overall.
Can waterjet cut sharp small corners like fiber laser?
No. The wide abrasive jet stream creates minimum internal radii (~0.3mm minimum), while laser delivers near-perfect sharp corners for miniature precision components.
Does laser cutting warp thin aluminum parts?
Minor warping possible on ultra-thin (<1mm) high-volume runs. Our Zorapid laser fixtures and optimized cutting paths minimize distortion for mass aluminum chassis orders.
Can you cut tempered glass with laser cutting?
Never. Laser heat instantly shatters tempered glass; waterjet cold cutting is the only safe method for glass panels.
What’s the maximum metal thickness Zorapid can laser cut?
Our 15kW fiber laser reliably processes steel up to 35mm; anything thicker than that shifts to our 60,000 PSI waterjet line.