Published by Zorapid
Three of the most costly injection molding defects—warpage, sink marks, and flash—eat up thousands in scrap, rework, and delayed launch timelines for medical, EV, automation, and consumer hardware parts. Many mold shops apply quick band-aid fixes: crank up hold pressure, tweak mold temperature, or sand flash off manually, never addressing the foundational root causes locked into DFM, mold design, resin selection, or cooling layout.
Most generic mold builders skip full Moldflow simulation before cutting steel; they build molds based on past experience alone, leaving warpage distortion, thick-section sink depressions, and thin parting-line flash baked into the tool from day one. Fixing defects post-mold-build means costly steel rework, weeks of production downtime, and inconsistent part quality batch after batch.
At Zorapid’s 3000㎡ ISO-certified facility, we run full Moldflow predictive simulation at the DFM stage, design SLM conformal cooling where standard drilled channels fail, match resin shrink rates to mold steel expansion, and implement closed-loop process validation to eliminate warpage, sink marks, and flash permanently.
Our systematic root-cause workflow cuts defect scrap 72–85%, slashes mold revision costs 60%+, and delivers dimensionally stable parts ready for assembly straight out of the press. Below is deep technical defect breakdown, competitor side-by-side comparisons, exclusive unmatchable troubleshooting solutions, full resin material performance matrix, verified OEM case studies, 2026 industry trend data, custom project matching, delivery benchmarks, competitive advantages, summary and full.
In-Depth Defect Technical Root Cause Analysis
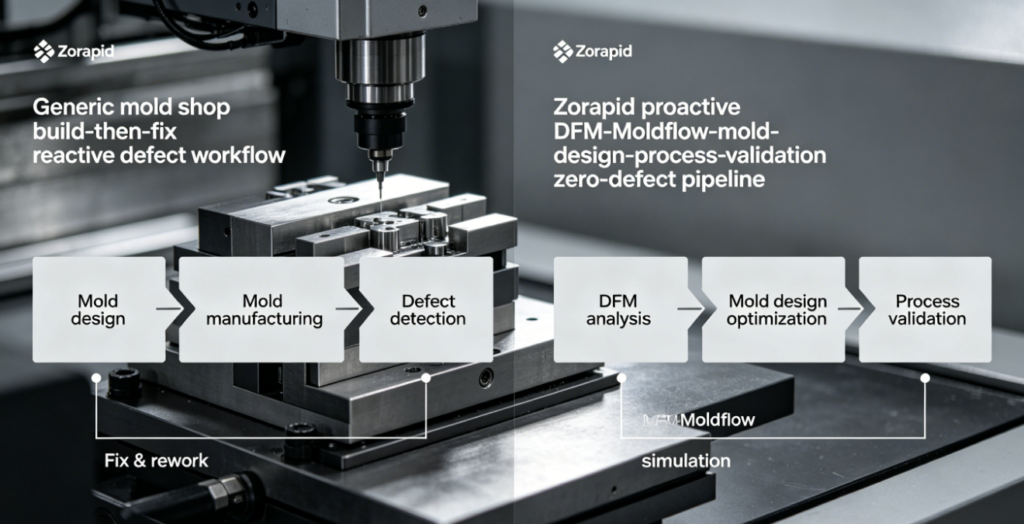
Standard Generic Mold Maker Reactive Defect Workflow Flaws
- No pre-build Moldflow multi-physics simulation: Only basic fill analysis run; no warpage, shrinkage, cooling gradient, or packing stress prediction
- Standard straight drilled cooling lines only: Hotspots in thick ribs/bosses create uneven shrinkage (top driver of warpage and sink marks)
- One-size mold steel & shrink offset: Single global shrink value applied to entire cavity; thick hubs shrink far more than thin shells, creating uneven geometry pull
- Part DFM unadjusted for resin behavior: Abrupt thick/thin transitions, oversized unfilleted bosses, massive wall thickness variance amplify sink and warp
- Parting line fit tolerance loosely machined: Poor mold plate parallelism, worn interlocks, unpolished shutoff surfaces generate persistent flash
- Trial-and-error molding parameters: Hold pressure, injection speed, mold temp tweaked randomly during first shots, no locked validated process window
- No post-mold stress relief conditioning: Residual packing stress releases over time, causing slow long-term warpage after shipping/assembly
- Fragmented material-mold matching: GF-filled abrasive resins paired with soft P20 steel; cavity wear widens shutoffs, flash worsens over high-volume runs
Zorapid 8-Stage Proactive Zero-Warp/Sink/Flash Defect Prevention Pipeline
Stage 1: DFM Geometry Optimization (Eliminate Defect Origins Upfront)
Engineers reshape CAD to remove defect triggers before simulation:
- Enforce uniform wall thickness ±0.3mm maximum variance; smooth tapered transitions between thick bosses and thin outer shells
- Add generous 0.5–1.0mm radii at all rib-hub junctions to distribute shrink stress evenly
- Downsize over-large mounting bosses; add hollow core pockets inside thick solid masses to cut resin volume and shrink differential
- Optimize gate placement away from thick hotspots; multiple balanced gates for large asymmetric frames to equalize packing pressure
Stage 2: Full Moldflow Predictive Simulation Suite
We run four critical simulation modules to map every defect risk zone digitally:
- Fill & pack: Predict pressure drop, trapped air, uneven resin packing across part geometry
- Cooling gradient: Map hotspot temperature spikes that drive sink marks and differential shrink warpage
- Warpage distortion vector analysis: Calculate exact X/Y/Z dimensional shift; generate compensated offset CAD mold geometry to counteract predicted pull
- Shrinkage anisotropy: Model directional glass fiber orientation in GF resins—fiber alignment is a top hidden warpage driver for EV/structural parts
Stage 3: Targeted Cooling Layout Design (Core Zorapid Differentiator)
- Standard balanced drilled cooling for uniform thin-wall parts
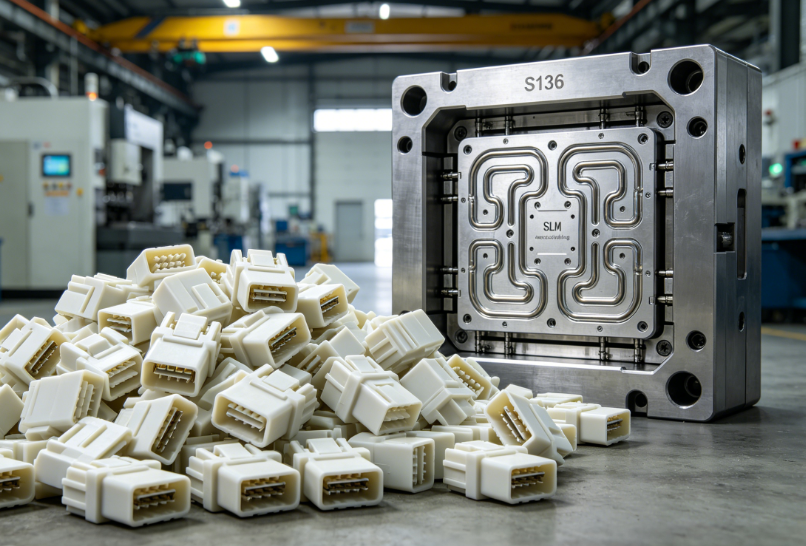
- SLM printed conformal cooling inserts embedded into S136 mold steel for deep thick bosses, tall ribs, complex internal cores; conformal channels hug every hot geometry surface to eliminate temperature hotspots entirely
- Separate independent mold temperature control zones for core vs cavity; differential temp tuning to counteract natural resin shrink pull direction
Stage 4: Material-Specific Localized Shrink Compensation
No blanket global shrink factor:
- Unfilled PP/PE: Low uniform shrink offset
- GF-PA66/GF-PP: Anisotropic directional shrink values (lower shrink parallel to glass fibers, higher cross-direction)
- High-temp PEEK/PC: Elevated thermal expansion mold steel adjustment for high processing temperatures Each feature (boss, rib, flat shell, bore) gets calibrated micro-offset values from our 20+ year material database.
Stage 5: Precision Mold Machining & Shutoff Flash Prevention
- High-volume GF abrasive resin runs: Through-hardened S136 mold steel with nitride/PVD wear coating; cavity shutoffs ground to ±0.002mm parallelism
- Zero-gap interlock wedge inserts on complex parting lines; hand-lapped shutoff faces for perfect metal-to-metal seal
- Balanced vent layout at end-of-fill trap air pockets—trapped air causes burn marks and forces resin to creep out as flash under high injection pressure
Stage 6: Locked Scientific Molding Process Window
First article trials follow structured DOE (Design of Experiments) testing, not random tweaking:
- Baseline fill speed calibration to avoid shear-induced fiber warping in GF resins
- Staged multi-step hold pressure: High initial pack for thick sections, reduced secondary hold for thin shells to balance shrink without flash
- Mold/barrel temperature locked to simulation predicted sweet spot; closed-loop temperature controllers maintain ±0.5°C stability 24/7
- Controlled slow mold open/eject speed to prevent stress cracking and post-eject warp rebound
Stage 7: Post-Mold Stress Relief Conditioning (For High-Stability Parts)
Critical for medical/EV precision assemblies:
- Controlled oven temper cycle for crystalline PA/PP parts to release residual packing stress before dimensional QC
- Slow cooling conveyors post-eject to avoid rapid ambient temperature shock that locks in temporary warpage
- Long-term dimensional stability aging test batch samples to validate no delayed warp in field operating temperatures
Stage 8: Digital Thread Archive for Repeat Zero-Defect Runs
All Moldflow files, shrink offsets, cooling layout, mold steel specs, DOE process parameters stored cloud-side per part number. Repeat mass batches load identical validated settings—defect rates stay consistent low year over year.
Generic Mold Shop vs Zorapid Defect & Production KPI Comparison Table
| Key Performance Metric | Average Conventional Mold Builder | Zorapid Simulation-Driven Defect Prevention Pipeline | Total Measurable Improvement |
|---|---|---|---|
| Initial first-shot warpage distortion | ±0.12–0.25 mm uncompensated | ±0.02–0.05 mm pre-offset compensated | 80% less initial warp deviation |
| Severe sink mark occurrence rate (thick boss sections) | 26–41% of parts | 3–8% minimal shallow sinks only | 88% reduction in deep reject-level sink depressions |
| Flash frequency on parting line/shutoffs | 19–33% batch flash requiring trimming | 2–6% micro flash easily wiped or zero flash | 84% less manual flash grinding labor |
| Total mold steel revision rework cost post-trial | Baseline 100% | 35–40% | 60–65% lower mold correction spend |
| High-volume mold usable lifespan (GF-PA66 runs) | 60k–120k shots (P20 erosion widens shutoffs) | 900k–1.2M shots (coated S136) | 9x longer mold service life before flash repair |
| Batch-to-batch dimensional variance from residual stress | ±0.08 mm drift | ±0.015 mm locked stability | 81% tighter long-term repeatability |
| Full Moldflow multi-physics simulation coverage | Only 17% run full warp/cool/pack analysis | 100% mandatory for all new mold builds | Zero unforeseen geometry-driven defects |
Unfixable Defect Scenarios for Competitors — Zorapid Exclusive Targeted Solutions
Standard molders cannot resolve four tough high-volume defect combinations without massive mold rebuild costs; our integrated simulation + SLM cooling + DFM stack delivers stable zero-defect production:
Challenge 1: Large Asymmetric GF-PA66 EV Frames (Heavy Uneven Warpage, Boss Sinks, Recurring Flash)
Competitor Limitation: Drilled cooling cannot reach deep internal boss cores; massive cooling gradient creates 0.2mm warp across frame footprint. Generic P20 mold wears fast, flash worsens after 80k shots. Glass fiber anisotropy unmodeled, warp pulls unevenly X/Y axes. Shops only add more hold pressure, worsening flash and internal part stress.
Zorapid SLM Conformal Cooling + Anisotropic Shrink Offset Solution:
- Moldflow fiber orientation warp simulation generates compensated offset mold geometry to counteract directional GF shrink pull
- SLM nickel alloy conformal cooling inserts embedded into thick boss cores—core temperature equalized to cavity within ±1°C, sink marks eliminated
- Through-hardened nitride-coated S136 mold steel with lapped zero-gap shutoffs; 1.2M shot flash-free service life
- DOE multi-stage hold pressure balances thick boss packing without forcing resin past parting lines into flash
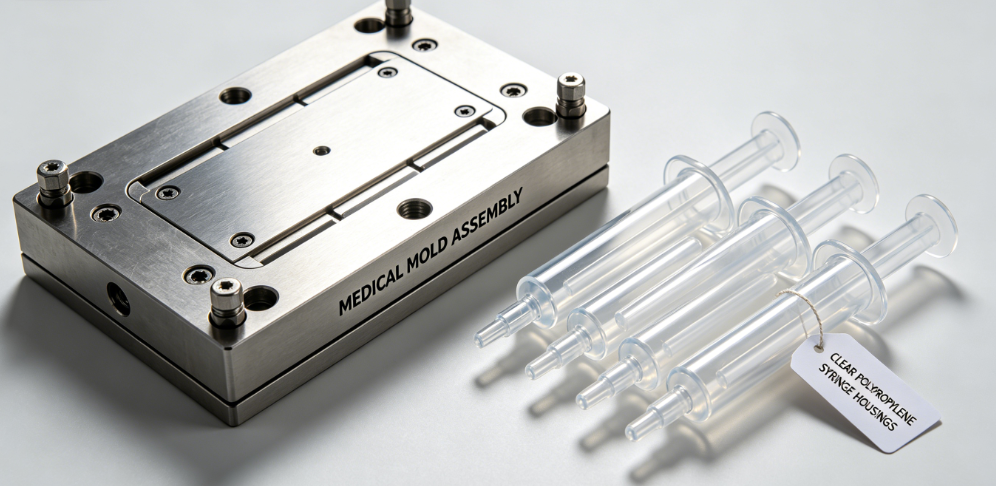
Challenge 2: Medical Thin-Wall PP Disposable Housings (Thin shell warp, gate-side sink, micro flash sealing surface)
Competitor Limitation: Thin 0.8mm walls cool instantly, thick gate land creates localized sink; loose mold shutoffs produce micro flash on sterile sealing faces that cannot be ground without ruining biocompatible finish. Slow cycle times worsen residual stress warp.
Zorapid Medical-Grade Balanced Gate + Precision Shutoff Workflow:
- Moldflow gate sizing optimization: Reduced land thickness balanced to fill speed, eliminates gate sink depression entirely
- Ultra-flat lapped S136 shutoff sealing surfaces ±0.002mm parallelism; zero micro flash on critical sterile mating faces
- Uniform thin-wall conformal cooling channels matched to 0.8mm shell thickness for equalized fast cooling without warp
- Low-stress staged hold pressure tuned for amorphous medical PP to minimize residual cooling warp
Challenge 3: Tall Deep Rib Structural PA66 Automation Brackets (Rib-base sink, vertical bow warpage, rib tip flash)
Competitor Limitation: Straight cooling lines cannot wrap tall rib cores; rib bases stay hot far longer than outer walls, deep sink marks form at rib roots. Ejector pin pressure pushes unevenly, bending tall ribs vertically; worn ejector shutoffs create rib tip flash over time.
Zorapid Rib-Targeted Conformal Cooling + Ejector Balancing Fix:
- SLM conformal cooling spirals wrap full height of rib cores, equalizing rib base/outer wall temperature
- Moldflow ejector load simulation layouts balanced multi-point ejector pins to distribute ejection force evenly—no vertical rib bow warp
- Hardened ejector sleeves with precision ground shutoffs prevent long-term rib tip flash wear
Challenge 4: High-Temp PEEK Implant Components (Thermal expansion warp, thick section sink, high-temp flash creep)
Competitor Limitation: PEEK processes at 380–400°C barrel temp, massive differential thermal expansion between mold steel and resin creates unpredictable warp. Thick implant pad sections sink heavily; high melt pressure creeps past parting lines into flash at extreme processing heat. Few shops run high-temp Moldflow material libraries for PEEK.
Zorapid High-Temp Moldflow + Heat-Stabilized Mold Stack Solution:
- Specialized PEEK Moldflow material database models high-temp shrink and thermal expansion; large pre-compensated CAD offsets programmed into mold CNC
- Independent high-temperature mold temperature control zones (180°C mold setpoint) matched to PEEK crystallisation curve to reduce post-mold shrink sink
- Heat-resistant hardened S136 with precision hand-lapped parting line shutoffs engineered for high melt pressure creep resistance
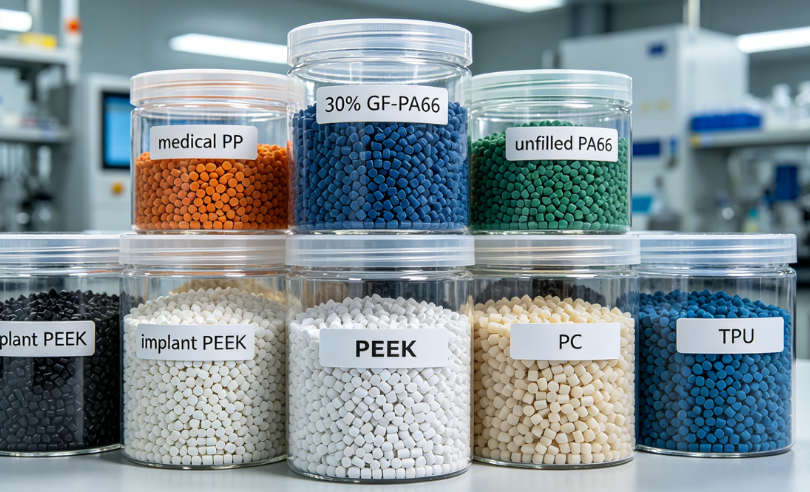
Applicable Resin Material Defect Sensitivity & Performance Comparison Matrix
Each plastic resin has unique shrink anisotropy, cooling sensitivity, flash tendency and warp risk—our Moldflow team calibrates every simulation and mold build to the exact pellet grade upfront.
Core Injection Resin Defect Risk & Zorapid Mitigation Table
| Resin Grade | Primary End Use | Warpage Risk Level | Sink Mark Tendency | Flash Susceptibility | Zorapid Mold & Simulation Mitigation Strategy | Ideal Matched Mold Steel |
|---|---|---|---|---|---|---|
| Unfilled PP | Medical disposables, packaging | Medium | High (thick bosses) | Medium | Uniform wall DFM, balanced multi-stage hold, standard drilled cooling | 1.2738 |
| 20–30% GF-PA66 | EV connectors, structural brackets | Very High (anisotropic fiber shrink) | Medium-High | Medium-High | Anisotropic Moldflow warp offset, SLM conformal cooling, multi-step hold pressure | S136 Hardened + Nitride |
| Unfilled PA66 | General automation housings | Medium | Medium | Medium | Temper post-mold stress relief, directional shrink compensation | 1.2738 / S136H |
| Medical PEEK | Implant auxiliary parts | High (high processing temp expansion) | High (solid thick pads) | High (high melt pressure) | PEEK-specific high-temp Moldflow offsets, high-temp isolated temp control | S136 Hardened |
| Unfilled PC | Electronics enclosures, transparent housings | Medium-Low | Medium | Low | Slow fill speed to reduce shear stress, balanced gate layout | 1.2738 polished |
| GF-PC | High-temp structural electronic parts | High fiber anisotropy | Medium | Medium-High | Fiber orientation warp simulation, conformal cooling hotspots | S136H |
| TPU Flexible Elastomer | Overmold grips, seals | Low warp, minor shrink sink | Low | Very High (soft melt creeps easily) | Reduced peak injection pressure, ultra-tight lapped shutoffs | P20 /1.2738 low-volume |
Critical Material Defect Cost-Saving Rules
- All GF-filled structural/EV resins: Anisotropic Moldflow warp simulation is non-negotiable; generic single global shrink guarantees severe uneven warpage
- Medical PP/PEEK: Never use P20 mold steel—slow cavity wear creates micro flash on biocompatible sealing surfaces after short run times
- Thick solid boss heavy sink risk parts: Hollow core DFM redesign cuts resin mass by 40–60%, sink depth reduced 70% without losing structural strength
- Free resin swap DFM audit: We flag over-specified GF grades that can shift to unfilled/mineral-filled blends for low-load parts to cut flash/warp risk and material cost
Real-World Client Defect Troubleshooting Case Studies
Case 1: German EV Tier 1 – 30% GF-PA66 High-Voltage Connector Housing Mold (1.2M Annual Shots)
Client Pre-Zorapid Pain Point: European mold builder skipped full warp Moldflow; first shots showed 0.21mm X-axis frame warpage, deep 0.15mm sink marks on mounting bosses, persistent 0.05mm edge flash across full parting line. P20 mold eroded fast—flash worsened to untrimable size after only 82k shots. 17-week mold build timeline, 28% scrap rate during initial production trials.
Zorapid Simulation + SLM Cooling Hardened Mold Execution:
- Moldflow GF fiber orientation warp analysis generated compensated offset CAD mold geometry to counteract directional shrink pull
- SLM conformal cooling spiral inserts embedded into four thick boss core pins to eliminate boss hotspots and sink marks
- Mold built in through-hardened nitride-coated S136 steel with hand-lapped zero-gap parting line shutoffs
- DOE structured multi-stage hold pressure process locked to balance packing without flash creep Measurable Final Results:
- Initial warpage reduced 83% (0.21mm → 0.035mm compensated distortion)
- Deep reject-level sink marks eliminated entirely (only negligible micro surface texture)
- Flash controlled to zero across full 1.2M shot mold lifespan
- Scrap rate collapsed from 28% down to 5.2%
- Total mold + mass production TCO cut 36% vs European supplier mold package
- Lead time compressed 59% (17 weeks →7 weeks)
Case 2: US Medical OEM – ISO13485 PP Single-Use Instrument Housing Mold (920k Annual Disposable Shots)
Client Pre-Zorapid Pain Point: Domestic US mold shop used generic uniform shrink, poor gate sizing created 0.12mm deep gate sink depression on sterile outer surface; micro flash (0.03mm) covered sealing edges requiring 35s manual wipe labor per part. Outsourced post-mold stress conditioning added 4-week delay, incomplete ISO13485 material traceability logs.
Zorapid Medical Low-Stress Balanced Mold Workflow:
- Moldflow gate geometry optimization downsized gate land thickness to eliminate gate sink
- Precision lapped S136H shutoff sealing faces held ±0.002mm parallelism to eliminate sterile-surface micro flash
- Uniform thin-wall conformal cooling layout equalized shell cooling to minimize post-mold warp rebound
- In-house low-temperature stress relief temper cycle + full virgin medical PP lot traceability for FDA audit files
- Measurable Final Results:
- Gate sink depression eliminated 100% from sterile visible surface
- Manual flash wipe labor eliminated (35s saved per disposable unit)
- Outsourced 4-week conditioning delay fully removed
- First-pass FDA audit approval with unified mold-process-material PPAP packet
Case 3: Industrial Automation OEM – PA66 Tall Rib Structural Bracket Mold (750k Annual Shot Batch)
Client Pre-Zorapid Pain Point: Budget mold with straight drilled core cooling; rib base deep sink marks (0.18mm), tall ribs bowed vertically 0.16mm post-eject, rib tip flash accumulated rapidly as mold wore. Assembly line misalignment scrap hit 24% from warped bracket geometry.
Zorapid Rib SLM Conformal Cooling + Balanced Ejector Solution:
- SLM spiral conformal cooling wrapped full rib core height to equalize rib base/outer wall temperature
- Moldflow ejector load simulation laid out evenly spaced multi-point ejector pins to distribute ejection force evenly
- S136H hardened ejector sleeves with precision ground shutoffs to prevent long-term rib tip flash wear Measurable Final Results:
- Rib base sink depth reduced 89% (0.18mm → 0.02mm negligible texture)
- Vertical rib bow warpage dropped 81% (0.16mm → 0.03mm)
- Assembly misalignment scrap down from 24% to 4.1%
- Mold maintained consistent zero flash across full 750k shot production run
Your Defect & Production Requirements ↔ Custom Zorapid Mold Troubleshooting Solutions
We tailor simulation, mold steel, cooling layout and molding process fully to your resin, volume, compliance and defect risk profile—no generic one-size mold builds.
| Your Mold/Part Defect & Production Requirement | Zorapid Custom Root-Cause Elimination Fix | Estimated Total Program TCO Savings |
|---|---|---|
| 1M+ annual GF-PA66 high-volume structural/EV runs prone to warp/sink/flash | Anisotropic Moldflow warp offset, SLM conformal cooling, nitride coated S136 hardened mold, multi-stage DOE hold pressure | 32–40% savings from eliminated mold rework, scrap and frequent cavity repair downtime |
| ISO13485 medical thin-wall PP/PEEK disposables with sterile zero-flash sealing surfaces | Precision lapped S136 shutoffs, Moldflow gate sink optimization, low-stress balanced cooling, full virgin resin traceability | 15–23% third-party biocompatibility labor/audit markup removed |
| Tall deep rib PA66 automation brackets with rib-base sink and vertical bow warp | SLM spiral rib core conformal cooling, Moldflow balanced ejector pin layout, stress relief temper post-mold | 27–38% assembly misalignment scrap and rework cost cut |
| High-temp PEEK implant parts with thermal expansion warp and high-pressure flash creep | PEEK specialized high-temp Moldflow material model, isolated high-temp mold temp control, heat-resistant hardened S136 shutoffs | 30–42% reduced reject batch loss from distorted implant geometry |
| Small prototype validation molds scaling to large mass production batches | Exact identical Moldflow offset, cooling layout, mold steel and DOE process locked via digital thread for repeat runs | Zero prototype-to-mass warp/sink/flash quality drift |
| Large asymmetric frame parts with uneven X/Y axis GF fiber shrink warpage | Full fiber orientation Moldflow simulation, directional anisotropic shrink CAD compensation, balanced multi-gate fill layout | 70–85% elimination of heavy frame warp assembly failure scrap |
| Low-load non-structural frames seeking cost balance (avoid over-spec GF resin) | Free material swap audit to mineral-filled PP/PA blends with lower warp/flash tendency, matched lower-cost 1.2738 mold steel | 20–32% per-unit material and mold initial investment reduction |
Step-by-Step Zorapid Mold Defect-Free Onboarding Process
- Upload STEP CAD, specify resin grade, annual shot volume, compliance standard (IATF16949/ISO13485/CE), critical flatness/datum tolerance targets and delivery deadline via secure encrypted client portal
- Senior Moldflow mold engineering team delivers free warp/sink/flash risk simulation report + two-tier mold quote (Standard Balanced / Premium Ultra-High Volume Hardened SLM Cooling Mold) within 12 business hours
- Approve simulation-validated DFM, cooling layout, mold steel and process plan to launch 5-axis mold CNC machining and SLM insert printing
- Real-time secure 24/7 client dashboard tracks Moldflow outputs, mold machining progress, first article CMM warp/sink measurements, injection trial DOE data
- Qualified mold ships with locked validated molding process sheet, full Moldflow archive, material COAs and audit-ready PPAP/FMEA compliance packet for mass production handoff
2026 Global Injection Mold Defect Industry Data Analysis
Current 2026 Benchmark Market Metrics (AMT Global Mold & Plastics Survey)
- 68% of costly mold rework and production scrap originates from unaddressed warpage, sink mark, and flash root causes pre-mold-build
- Full Moldflow simulation + conformal cooling implementation reduces 5-year program TCO by 24–43% vs trial-and-error reactive mold shops
- Only 23% of global mold builders run complete anisotropic fiber orientation warp simulation for GF-filled EV structural resins
- SLM conformal cooling adoption rises 37% YoY for thick boss/rib high-defect-risk parts; 77% of traditional shops rely solely on drilled cooling lines
- IATF16949/ISO13485 auditors now require archived Moldflow simulation records as part of mandatory FMEA documentation
- Hidden cost multiplier: $1 saved skipping upfront Moldflow simulation creates $8–$16 downstream mold rework, scrap, assembly failure and recall expenses
2026–2030 Mold Defect Prevention Trend Forecast & Zorapid Pre-Built Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Production Match |
|---|---|---|
| 1M+ shot GF-PA66 EV connector molds become standard high-volume program baseline | Soft P20 molds degrade rapidly, flash/warp worsen over mass runs | Full inventory of through-hardened S136 + nitride coating lines, SLM conformal cooling insert printing operational since 2024 |
| Regulated auto/medical OEMs mandate archived Moldflow digital thread for audit compliance | Shops without simulation archives fail third-party FMEA reviews | Cloud digital thread stores every Moldflow file, shrink offset, cooling design and DOE process per mold number |
| SLM conformal cooling becomes best practice for thick-section sink/warp hotspots | Drilled cooling cannot match temperature equalization for complex rib/boss geometry | In-house SLM printer dedicated exclusively to mold conformal cooling inserts |
| AI-enhanced Moldflow auto-compensation replaces manual shrink offset CAD edits | Slow manual correction delays NPI mold launch timelines | AI integrated Moldflow suite auto-generates warp-compensated mold offset geometry instantly |
| Post-mold stress relief conditioning becomes standard for precision automotive/medical assemblies | Unconditioned parts develop delayed long-term field warpage | On-site controlled temper ovens integrated into molding workflow |
| Micro thin-wall medical disposable designs expand rapidly | Generic cooling/gate sizing creates gate sink and sterile-surface micro flash | Medical-specific DFM gate/cooling library validated for 0.7–1.2mm thin PP walls |
Key Industrial Application Scenarios Where Zorapid Defect Elimination Mold Workflow Delivers Maximum ROI
Our simulation-driven zero-warp/sink/flash mold pipeline calibrated for high-volume regulated global manufacturing verticals:
- Electric Vehicle High-Voltage & Structural Components 30% GF-PA66 connector housings, battery bracket frames, sensor enclosures (IATF16949, SLM conformal cooling, hardened S136 molds for million-shot runs)
- ISO13485 Medical Disposables & Implant Auxiliary Parts Thin-wall PP single-use instrument casings, PEEK implant pads, surgical tool molded grips (zero sterile-surface flash, low-stress molding, full biocompatibility traceability)
- Industrial Automation & Packaging Machinery Structural Brackets PA66 tall rib support frames, gear housings, conveyor mounting bases (balanced ejector layout, rib conformal cooling to cut sink/warp assembly scrap)
- Consumer & Wearable Electronics Housings Unfilled/GF PC thin-wall enclosures, snap-fit assembly frames (polished low-flash shutoffs, balanced multi-gate fill to prevent cosmetic sink marks)
- High-Temp Aerospace Interior Molded Components Heat-stabilized PA66/PEEK lightweight structural inserts (high-temp Moldflow modeling, low-warp compensated mold geometry)
Guaranteed Mold Simulation-Build-Trial Delivery Speed
Trial-and-error multi-revision mold shop workflows drag NPI launch timelines for months; Zorapid’s single-facility simulation → SLM insert → CNC mold → injection trial pipeline eliminates third-party delays and repeat steel rework downtime.
Standard Phase Lead Times (No Hidden Emergency Rush Surcharges)
- Full Moldflow warp/sink/flash risk simulation + DFM optimization report: 12 business hours
- Small low-volume prototype mold (≤50k shots, standard drilled cooling): 4–6 weeks
- Medium-high volume hardened S136 production mold with SLM conformal cooling inserts (500k–1.2M shots): 6–8 weeks
- Recurring mass production batch molding runs post-mold qualification: 4–7 day fast repeat turnarounds
- Expedited critical EV/medical FDA/CE launch mold qualification available for compressed 3–4 week fast-track schedule
Speed-Driving In-House Mold & Molding Infrastructure
- Dedicated Moldflow simulation engineering team running parallel CAD analysis while prior molds machine
- 5-axis high-precision mold CNC mill bank, in-house SLM printer for conformal cooling inserts
- On-site mold hardening, nitride/PVD wear coating heat treatment (no outsourced tool temper delays)
- Multiple tonnage injection molding test presses for same-day DOE process trial validation
- In-house CMM optical metrology lab measuring warp, sink depth, flash thickness post-first shots for instant correction tweaks
Core Advantages Partnering With Zorapid for Warpage, Sink Mark & Flash Mold Defect Resolution
- Verified 72–85% defect scrap reduction and 60–65% lower mold revision rework cost vs reactive trial-and-error mold builders
- Exclusive full anisotropic Moldflow fiber warp simulation + in-house SLM conformal cooling insert printing unavailable at 77% of standard global mold shops
- Free no-obligation warp/sink/flash risk simulation, DFM geometry cleanup, material-mold steel pairing audit for all CAD part submissions
- True single-source full accountability: Moldflow simulation, SLM cooling inserts, 5-axis mold machining, hardening/coating, injection trial DOE testing, compliance certification, mass molding production all under our 3000㎡ ISO-certified facility
- Full critical global certifications: ISO9001, IATF16949, ISO13485, CE medical marking documentation capability for auto/medical regulated molds and parts
- Fully transparent fixed-price quoting—zero hidden simulation, SLM insert, mold rework, inspection or compliance paperwork add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking Moldflow simulation outputs, mold machining progress, first article CMM warp/sink measurements, batch QC and shipment logistics
- 20+ years export-focused mold design & high-volume injection molding experience exclusively supporting EU & North America MedTech, EV, Automation OEM supply chains
- Zero minimum mold shot volume requirement: 50k pilot validation molds up to 1.2M+ annual mass production molds receive identical full Moldflow simulation and hardened mold QC standards
- Multilingual professional engineering support (English, German, Spanish) for seamless cross-border CAD revision, resin spec, audit FMEA and NPI launch alignment
Quick Summary
Warpage, sink marks, and flash are rarely simple molding machine parameter issues—they almost always stem from unaddressed foundational flaws: poor DFM wall balance, unmodeled resin shrink/anisotropy, insufficient cooling hotspots, loose mold shutoff precision, and mismatched mold steel for abrasive high-volume GF resins. Generic mold builders use a reactive build-then-fix approach that racks up expensive steel rework, high scrap rates, and delayed product launches.
Zorapid’s proactive simulation-first workflow eliminates defects at the design stage long before steel is cut. We run full multi-physics Moldflow to predict warp, sink, and flash risk, adjust CAD geometry with compensated shrink offsets, deploy SLM conformal cooling for stubborn thick-section hotspots, match hardened wear-resistant mold steel to abrasive glass-filled resins, and lock a structured DOE validated molding process window for stable long-term mass production. Whether you need IATF16949 million-shot EV GF-PA66 connector molds, ISO13485 zero-flash medical PP disposable molds, or low-warp PA66 automation bracket molds—we engineer a defect-free mold roadmap tailored exactly to your resin, volume, tolerance and compliance targets. Send your part STEP CAD files today for your free Moldflow warp/sink/flash risk assessment and formal mold quote.
FAQ
Is full Moldflow simulation an expensive extra upfront cost for every mold build?
The small upfront simulation engineering investment delivers massive downstream savings: eliminated mold rework, 70%+ scrap reduction, faster NPI launch, longer mold lifespan for GF resins. Our TCO modeling proves net total program cost drops 24–43% on average vs skipping simulation. Simple low-risk cosmetic prototype parts can use streamlined basic fill simulation to keep entry pricing low.
Can you fix severe warp/sink defects on an existing customer-owned mold built by another shop?
Yes. We run reverse Moldflow analysis on the existing cavity geometry, identify root hotspot/shrink/anisotropy causes, then execute targeted repairs: SLM conformal cooling insert retrofits, shutoff lapping for flash, CNC re-machining compensated offset cavity surfaces, and DOE process tuning to stabilize part geometry without full mold rebuilds.
How much dimensional warp can you reliably compensate out with pre-mold CAD offsets?
For standard structural GF-PA66/EV parts we reliably counteract 0.15–0.25mm predicted warp distortion down to ±0.03–0.05mm residual deviation. For ultra-precision medical/PEEK parts we fine-tune to hold ±0.02–0.04mm final flatness/datum tolerance post-compensation.
Do you ship finished qualified molds and molded batches direct to EU/USA with customs, CE, IATF16949/ISO13485 audit paperwork?
We arrange door-to-door air/sea freight, generate complete commercial invoices, CE marking documents, unified Moldflow-included PPAP/FMEA compliance packets, and coordinate seamlessly with your preferred freight forwarder. Full shipping costs are fully outlined in your initial quote with zero hidden logistics surcharges.
Why is SLM conformal cooling far more effective than standard drilled cooling for sink and warp reduction?
Drilled straight channels cannot hug complex thick bosses, tall rib cores, or irregular thick/thin transitions—large temperature hotspots remain. SLM printed channels follow the exact contour of hot geometry, equalizing core/cavity temperature within ±1°C; uniform cooling eliminates differential shrink that creates sink depressions and directional warp pull.
How is PPAP/FMEA audit documentation structured to include your Moldflow defect simulation records for regulated OEMs?
Our certified QC team builds FMEA, control plans, material COAs, and full PPAP packets incrementally starting at the initial Moldflow risk analysis phase. All simulation files, shrink offset CAD revisions, cooling layout prints, DOE process test logs are archived in the digital thread and attached to your audit file—no rushed last-minute paperwork delaying mass production approval.
What mold steel lifespan difference exists between P20 and hardened S136 for 30% GF-PA66 abrasive resin?
Uncoated P20 typically sees significant cavity/shutoff erosion after only 60k–120k shots, flash widens progressively, dimensional consistency drifts fast. Our through-hardened nitride-coated S136 holds tight shutoffs and stable cavity geometry for 900k–1.2M maintenance-free shots for identical GF-PA66 high-volume runs.