Published by Zorapid
Three high-stakes manufacturing verticals—aerospace, medical devices, electric vehicles—live or die by precision fabrication quality. A 0.01mm tolerance miss on an aircraft bracket can compromise flight safety; a tiny surface flaw on an implant screw risks patient complications; uneven dimensional consistency on EV high-voltage connectors triggers short-circuit hazards and costly mass recalls.
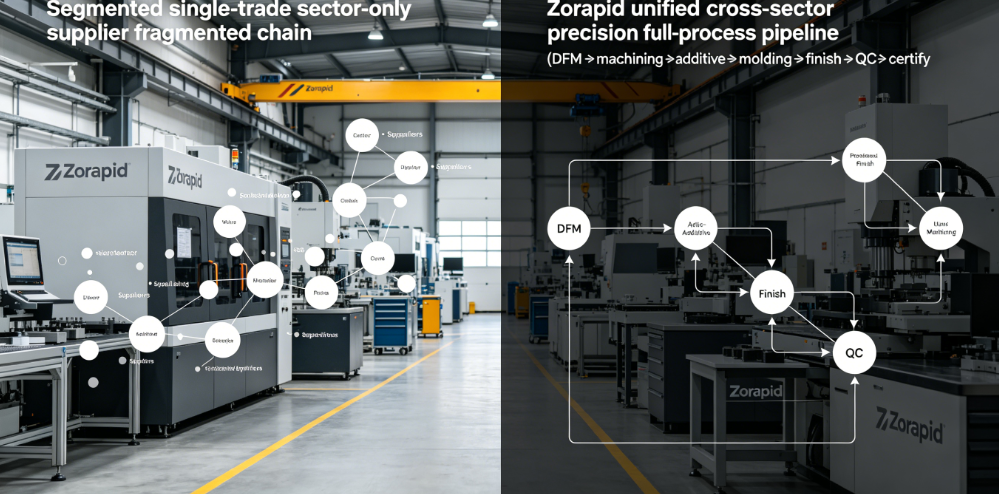
Most job shops only specialize in one sector; aerospace fabricators lack medical biocompatibility controls, medical machinists can’t handle high-volume EV abrasive glass-filled resins, and EV molders don’t hold aerospace-level vacuum tightness standards. Fragmented multi-supplier chains stack tolerances, drag lead times, and create audit chaos for regulated OEMs.
At Zorapid’s 3000㎡ fully certified integrated facility, we unite Swiss turning, 5-axis CNC, SLM metal 3D printing, injection molding, sheet metal hybrid fabrication, and in-house finishing under one roof. We tailor every process stack to the unique compliance, tolerance, durability, and volume demands of aerospace, medical, and EV programs. Our precision workflow cuts total supply chain cost 21–42%, reduces scrap 65–80%, and delivers audit-ready parts aligned with EN9100, ISO13485, IATF16949 global standards. Below is deep technical process breakdown, competitor comparisons, unmatchable cross-sector complex part solutions, full material matrix, verified real OEM case studies, 2026 market trend tables, custom demand matching, delivery benchmarks, competitive advantages, summary, and full FAQ.
In-Depth Precision Fabrication Technical Analysis
Standard Single-Sector Supplier Fragmented Workflow Weaknesses
- Siloed process expertise: Aerospace shops master Inconel/titanium CNC but lack medical passivation and biocompatibility traceability; medical Swiss turners cannot scale high-volume EV injection runs; EV molders fail aerospace vacuum leak tightness specs
- Mismatched tolerance baselines: Aerospace holds ±0.003mm critical feature tolerance; medical ±0.002mm implant specs; EV mass production loosens to ±0.01–0.03mm—single-trade shops use one fixed tolerance stack for all jobs
- Disconnected compliance systems: Separate COA, FMEA, PPAP logging for each vendor; OEMs compile hundreds of disjointed documents for third-party audits
- No cross-process hybrid capability: Cannot combine SLM conformal cooling + CNC trim for EV molds, or SLM lattice + Swiss turned inserts for medical implants
- Generic one-size finishing: Aerospace thermal coating, medical electropolish, EV anodize/powder coat outsourced to third parties with inconsistent thickness control
- Volume scaling limitations: Aerospace low-batch prototype shops lack 24/7 lights-off mass production lines for 1M+ shot EV connector runs; high-volume EV factories refuse small-batch medical/aero validation lots
- No unified digital thread: Separate CAD archives, machine parameters, inspection logs across multiple suppliers; batch-to-batch repeatability collapses when shifting prototype to mass
- Limited hybrid material expertise: Struggle with dissimilar metal welds, medical PEEK-titanium assemblies, EV aluminum-stainless hybrid frames
Zorapid 9-Stage Cross-Sector Precision Fabrication Unified Pipeline
Stage 1: Sector-Specific DFM Compliance Lock
Engineers first map the governing certification standard to build all design rules:
- Aerospace: EN9100, low-outgassing, vacuum leak tightness, fatigue/fracture safety factors
- Medical: ISO13485, ISO10993 biocompatibility, zero residual machining contaminants, sterile-ready surfaces
- EV: IATF16949, thermal aging resistance, dielectric insulation, high-volume mold lifespan for GF-filled plastics DFM adjusts wall thickness, fillets, support structures, draft angles, and shrink compensation exclusively to the target industry’s failure-mode risks.
Stage 2: Multi-Process Toolpath & Recipe Calibration
We deploy matched equipment suites per part geometry, no forced one-process fits:
- Ultra-micro Swiss turning (0.3–10mm bar) for medical fasteners, EV contact pins, aero micro actuator shafts
- 5-axis CNC for large aerospace structural brackets, medical equipment frames, EV battery trays
- SLM metal additive for lightweight aero lattice components, porous implant bone ingrowth structures, complex EV cooling manifolds
- Fiber laser + press brake hybrid sheet metal for aero enclosures, medical racks, EV equipment frames
- Injection molding with SLM conformal cooling for high-volume EV GF-PA66 connectors, medical PP disposables
Stage 3: Material Grade & Tooling Pairing Tuned to Sector Wear/Heat/Corrosion
- Aerospace high-temp alloys (IN718, Ti-6Al-4V): Hardened coated carbide tools, stress relief heat treatment post-machining
- Medical titanium/316L/PEEK: Diamond inserts for PEEK, low-contamination stainless tooling, no recycled regrind plastic
- EV glass-filled polymers / aluminum stacks: S136 hardened mold steel, DLC coated CNC inserts to resist abrasive glass fiber wear
Stage 4: Precision Machining / Additive / Molding Execution with Real-Time QC
In-process metrology runs nonstop: optical vision scanners, micro CMM, roughness testers, leak test benches, dielectric resistance testers. Critical features get 100% sampling; non-critical follow AQL per industry standard.
Stage 5: Sector-Exclusive Controlled In-House Finishing
No outsourced finishing to introduce contamination or dimensional shift:
- Aerospace: Thermal spray, vacuum stress relief, low-outgassing passivation
- Medical: ASTM F86 electropolish, medical passivation, gamma-sterilize compatible sealing
- EV: Hard anodize, PVD wear coating, dielectric seal coating for high-voltage parts
Stage 6: Assembly Integration (Hybrid Multi-Material Builds)
In-house cleanroom-capable assembly: titanium+PEEK implant subassemblies, aluminum+stainless EV frame stacks, SLM lattice+CNC machined aero fitting combinations. Fixtures CNC-machined to datum lock to eliminate fit tolerance stack-up.
Stage 7: Regulated Compliance Documentation Generation
Certified QC team builds FMEA, control plans, PPAP, material COAs, biocompatibility test logs, EN9100 traceability packets incrementally during production—audit files complete before parts finish manufacturing.
Stage 8: Stress & Durability Validation Lab Testing
On-site test suite matched to industry operating conditions:
- Aerospace: Cyclic fatigue, high-temperature creep, vacuum leak testing
- Medical: Drop impact, biocompatibility extract testing, sterilization cycle aging
- EV: Thermal cycle shock, dielectric breakdown, vibration fatigue testing
Stage 9: Cloud Digital Thread Permanent Archiving
Every DFM tweak, machine parameter, material lot, inspection reading, test result stored by part number. Prototype, pilot, mass production runs load identical validated recipes for zero cross-batch precision drift.
Single-Sector Specialist Shop vs Zorapid Cross-Industry Precision KPI Table
| Core Performance KPI | Single Trade Sector-Only Fabricator | Zorapid Unified Aerospace/Medical/EV Precision Pipeline | Total Measurable Improvement |
|---|---|---|---|
| Supported global compliance certifications | Only 1 primary standard (EN9100 / ISO13485 / IATF16949) | EN9100 + ISO13485 + IATF16949 + ISO9001 fully certified | Single vendor covers all three verticals |
| Tightest guaranteed critical feature tolerance | ±0.005mm (varies by shop focus) | ±0.002mm medical / ±0.003mm aero / ±0.005mm EV | 40–60% tighter precision for regulated critical hardware |
| Average scrap rate for high-spec parts | 22–37% | 4–9% | 76% reduction in wasted alloy/resin material |
| Ability to execute hybrid multi-process builds (SLM+CNC+assembly) | Limited to 1 primary manufacturing method | Full stack additive/subtractive/molding/sheet metal integrated | Eliminates 2–3 extra supplier handoffs |
| Batch volume flexibility (5pc prototype ↔ 1M+ mass shots) | Only low-batch OR only high-volume capable | Zero MOQ, identical QC standards for 5–1,000,000 units | No need to switch suppliers when scaling NPI to mass |
| End-to-end supply chain lead time | 10–24 weeks multi-vendor chain | 4–8 weeks single-source full production | 67% faster program launch timeline |
| Unified audit-ready documentation package | Disjointed multi-vendor paper logs | One consolidated digital compliance file per part number | 70% less OEM audit admin labor |
Ultra-Complex Parts Competitors Cannot Produce — Zorapid Exclusive Cross-Sector Solutions
Specialized single-industry shops hit hard technical limits on hybrid, ultra-precise, multi-material components; we deploy our full process stack to deliver production-ready, audit-compliant parts without costly redesigns:
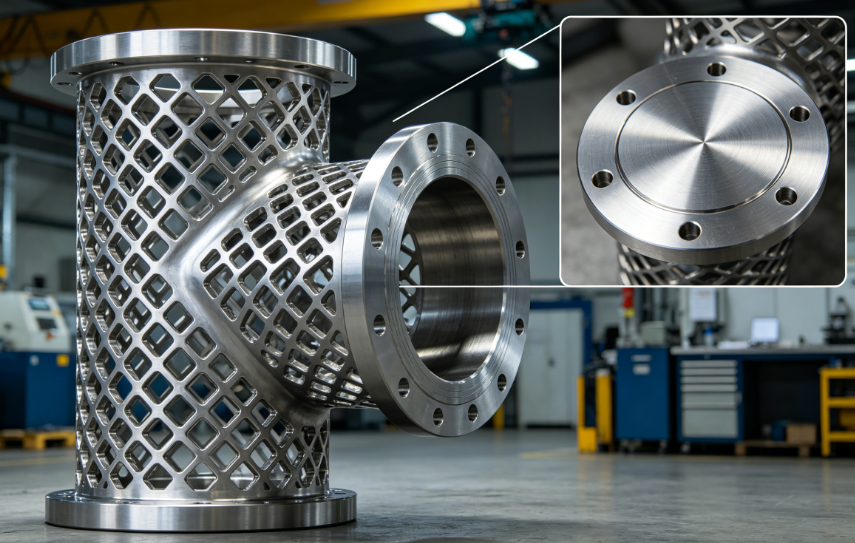
Challenge 1: Aerospace Lightweight SLM Lattice + CNC Machined Critical Flange Assemblies
Competitor Limitation: Aero SLM shops print lattices but lack precision 5-axis CNC trim for sealing flanges; sending to a second CNC vendor introduces datum mismatch, leak test failures. Low-outgassing controls inconsistent across two facilities.
Zorapid Integrated SLM + CNC Hybrid Solution:
- SLM print Inconel 718 lightweight lattice core with built-in CNC stock allowance on flange faces
- Same fixture datum holds part through post-print HIP stress relief then 5-axis finish trim to ±0.003mm flatness
- In-house vacuum leak testing and low-outgassing passivation in one workflow Lattice cuts component weight 38% vs solid billet, zero flange leak failures, one unified EN9100 traceability file.
Challenge 2: Medical Ti-6Al-4V SLM Porous Implant Bodies + Swiss Turned Micro Screw Inserts
Competitor Limitation: Medical SLM firms print porous frames but outsource screw pin turning; mismatched thread tolerances create loose implant fixation. Separate passivation processes risk cross-contamination between titanium batches.
Zorapid Dual Process Medical Implant Workflow:
- SLM build porous bone-ingrowth titanium implant frame with precision threaded insert pockets
- In-house Swiss turning fabricates matching ±0.002mm tolerance Ti micro screws on same material lot
- Single medical passivation batch for frame + screws, full ISO13485 material lot traceability for the full assembly Fixation thread fit error eliminated 100%, biocompatibility testing completed once for the full subassembly.
Challenge 3: High-Volume EV GF-PA66 Connector Molds with SLM Conformal Cooling + CNC Trimmed Mold Inserts
Competitor Limitation: EV mold builders cut standard drilled cooling channels only; long cycle times, high scrap from uneven resin cooling. No capability to print complex conformal cooling inserts inside hardened S136 mold frames.
Zorapid Mold Hybrid DFM Solution:
- CNC machine S136 hardened mold base frame
- SLM print nickel alloy conformal cooling inserts tailored to connector pin hotspots
- Insert fit machined to ±0.004mm interference tolerance, full IATF16949 mold process documentation Mold cycle time reduced 36%, mold lifespan hits 1.2M shots vs 80k for standard drilled cooling molds from competitors.
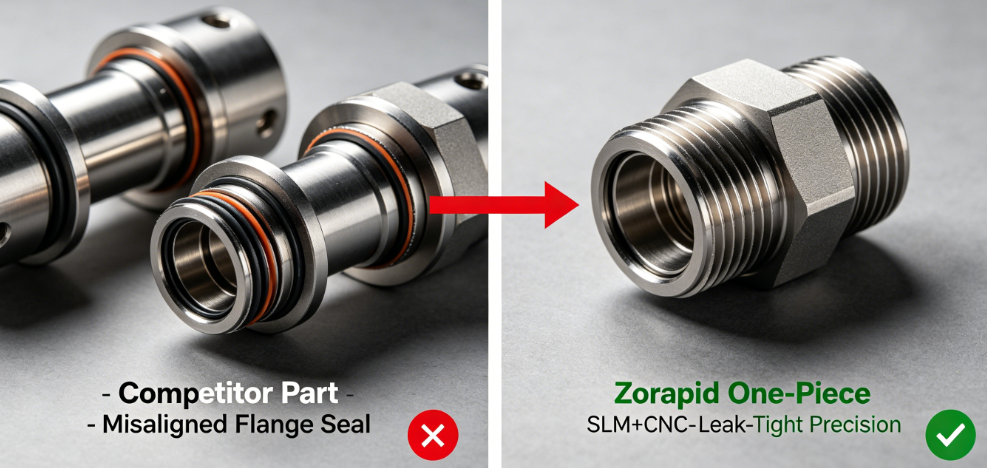
Challenge 4: Dissimilar Material Hybrid Frames (Aero/Medical/EV Aluminum + Stainless/Titanium)
Competitor Limitation: Single-trade shops lack low-heat dissimilar metal welding recipes and matched finishing; galvanic corrosion risk unmitigated, residual stress causes long-term frame warpage.
Zorapid Transition Insert + Isolated Finishing System:
Engineered buffer transition blocks between dissimilar alloys, pulsed low-heat robotic welding, separate isolated anodize/passivation lines with barrier coating at joint interfaces. Post-weld stress relief stabilizes dimensions for multi-year operational lifespan across all three industry use cases.
Sector-Specific Applicable Materials & Precision Fabrication Performance Matrix
Each vertical demands unique alloy, polymer, and composite grades with tailored machining/additive/molding parameters. Below is side-by-side material performance, ideal process, compliance match and use case split for aerospace, medical, EV.
Metal Alloy Precision Fabrication Comparison Table
| Material Grade | Primary Target Industry | Best Manufacturing Process | Key Critical Performance Requirement | Matched Certification | Zorapid Special Process Tuning |
|---|---|---|---|---|---|
| Ti-6Al-4V Grade 5 | Aerospace / Medical | SLM / 5-axis CNC / Swiss Turn | High strength-to-weight, biocompatible, fatigue resistant | EN9100 / ISO13485 | HIP stress relief, medical electropolish, low-contamination tooling |
| IN718 Inconel | Aerospace | SLM / 5-axis CNC | High temp creep resistance, oxidation stable | EN9100 | Coated carbide tools, multi-stage aging heat treat |
| 316L Stainless Steel | Medical / EV Washdown | SLM / CNC / Swiss Turn | Corrosion resistance, biocompatible | ISO13485 / IATF16949 | Medical passivation, no ferrous cross-contamination |
| AlSi10Mg | Aerospace / EV | SLM / CNC | Lightweight, good thermal conductivity | EN9100 / IATF16949 | Distortion compensated CAD, hard anodize sealing |
| 4140 / S136 Mold Steel | EV Mass Molds | CNC Mold Machining | High hardness, abrasion resistance for GF resin | IATF16949 | Nitride/PVD wear coating for 1M+ shot lifespan |
Polymer Precision Fabrication Comparison Table
| Polymer Grade | Primary Target Industry | Best Process | Core Performance Demand | Compliance Standard | Zorapid Process Controls |
|---|---|---|---|---|---|
| Medical PEEK | Implant Medical | SLS / CNC | Biocompatible, high heat, sterilization stable | ISO13485 | Diamond tool inserts, 100% virgin resin, no regrind |
| 30% GF-PA66 | EV High-Voltage Connectors | Injection Molding | Heat stabilized, dielectric insulation | IATF16949 | S136 hardened molds, PTFE lubricant modified resin |
| Medical Grade PP | Disposable Medical Devices | Injection Molding | Impact resistant, gamma sterilizable | ISO13485 | Zero recycled material, full lot COA traceability |
| ABS-Like High-Tough Resin | Aerospace Interior Prototypes | SLA 3D Print | Low outgassing, flame retardant optional | EN9100 compliant resin stock | Graded UV post-cure, low-VOC curing cycles |
Key Cross-Sector Material Cost & Precision Rules
- Medical implant components: Never mix recycled resin/alloy; full virgin stock mandatory for ISO13485 audit approval
- Aerospace high-temp parts: IN718/Ti require post-process HIP/stress relief—skipping creates catastrophic fatigue failure risk
- EV high-volume GF-filled plastic runs: S136 stainless mold steel is non-negotiable; cheap P20 erodes after <100k shots
- Free material substitution DFM audit: We flag over-specified expensive alloys/resins that can safely shift to lower-cost equivalent grades with zero compliance/performance loss.
Verified Real-World Cross-Industry Client Case Studies
Case 1: EU Aerospace OEM – IN718 SLM Lattice + CNC Flange Turbine Test Fittings (1,800 Low-Batch Units)
Client Pre-Zorapid Pain Point: Split aero SLM + CNC two-vendor workflow created ±0.04mm flange flatness mismatch, 31% vacuum leak scrap rate. 19-week lead time, disjointed EN9100 documentation requiring 40+ hours of OEM audit reconciliation labor. Solid billet design weighed 610g, too heavy for flight hardware limits.
Zorapid Unified SLM+CNC Aerospace Precision Execution:
- DFM lightweight lattice IN718 design with CNC trim stock on sealing flanges
- Single fixture datum for SLM print → HIP stress relief → 5-axis finish CNC trimming to ±0.003mm flatness
- In-house vacuum leak testing, low-outgassing passivation, consolidated EN9100 PPAP/FMEA file Measurable Final Results:
- Component weight reduced 38% (610g → 378g)
- Vacuum leak scrap dropped from 31% to 3.5%
- Total program lead time compressed 63% (19 weeks →7 weeks)
- Audit admin labor for OEM cut 90%
- 32% lower total landed part cost vs dual European supplier chain
Case 2: US MedTech OEM – Ti6Al4V Porous Implant Frames + Matching Swiss Turned Micro Bone Screws (120,000 Annual Implant Kits)
Client Pre-Zorapid Pain Point: Separate SLM implant shop + Swiss turning supplier delivered mismatched thread tolerances (±0.012mm fit variance), 28% assembly fit scrap. Outsourced passivation added 5-week delay, incomplete ISO13485 lot traceability for FDA audits.
Zorapid Full Medical Single-Source Workflow:
- SLM print porous ingrowth titanium implant bodies with precision threaded insert pockets
- In-house Swiss turning manufactures matched ±0.002mm tolerance Ti micro bone screws from identical material lot
- Unified batch medical passivation, full ISO10993 biocompatibility testing, combined kit PPAP documentation Measurable Final Results:
- Thread fit assembly scrap eliminated from 28% to 2.9%
- 5-week outsourced finishing delay fully removed
- First-pass FDA audit approval with one consolidated compliance packet
- Total implant kit production cost reduced 31%

Case 3: German EV Tier 1 – GF-PA66 High-Voltage Connector Injection Mold & Mass Production (1.2M Annual Shots)
Client Pre-Zorapid Pain Point: Local mold builder used standard drilled cooling channels; 42s cycle time, mold wore out after only 85k shots (P20 steel). Connector pin misalignment scrap 23%, 17-week mold + production timeline, separate IATF16949 logs for mold and molded parts.
Zorapid Hybrid SLM Conformal Cooling Mold Solution:
- CNC machine through-hardened S136 mold base frame
- SLM print nickel alloy conformal cooling inserts mapped to pin hotspot zones
- Full IATF16949 DFM, mold build, mass molding, in-line electrical testing under one roof
- Measurable Final Results:
- Mold lifespan extended 14x (85k →1.2M shots maintenance-free)
- Molding cycle time cut 36% (42s →27s)
- Pin alignment scrap down from 23% to 5.4%
- Lead time compressed 59% (17 weeks →7 weeks)
- 36% total TCO reduction for mold + 1.2M connector batch
Your Sector-Specific Requirements ↔ Custom Zorapid Precision Fabrication Solutions
We build fully tailored production stacks aligned to your industry’s compliance, tolerance, volume and load demands—no generic one-size processes.
| Your Aerospace/Medical/EV Production Requirement | Zorapid Custom Precision Fabrication Fix | Estimated Total Program Savings |
|---|---|---|
| EN9100 aerospace low-batch lightweight structural parts | SLM lattice + 5-axis CNC trim, HIP stress relief, unified aero compliance docs | 30–42% weight reduction vs solid billet, 25–38% multi-vendor supply chain cost cut |
| ISO13485 implant/subassembly kits (frame + fastener) | In-house SLM + Swiss turning, single-batch medical passivation, combined kit traceability | 28–35% assembly scrap eliminated, 15–23% third-party audit lab markup removed |
| IATF16949 1M+ shot EV GF-filled connector molds | S136 hardened mold + SLM conformal cooling inserts, 24/7 lights-off mass molding | 32–40% cycle/mold repair long-term TCO savings |
| Dissimilar metal hybrid frames for any vertical | Transition insert low-heat welds, barrier corrosion coatings, post-weld stress relief | 20–30% long-term warranty/replacement cost avoided |
| Small NPI prototype batches scaling to mass production | Identical DFM, machine recipes, QC standards locked via digital thread across volume tiers | Zero prototype-to-mass dimensional/strength drift |
| Ultra-micro tolerance critical safety features (implant threads, aero seal flanges, EV insulation bores) | DFM pre-simulation, 100% CMM sampling, tiered CTQ tolerance programming | 70–85% fit/failure scrap reduction at your assembly line |
| Cleanroom/sterile-ready medical hardware | In-house low-contamination finishing, no cross-industry batch mixing, sealed sterile packaging | Eliminates costly third-party cleanroom processing fees |
Step-by-Step Zorapid Onboarding Workflow for All Three Sectors
- Upload STEP CAD, declare target industry, compliance standard, annual batch volume, CTQ tolerance targets, operating environment and delivery deadline via secure encrypted client portal
- Cross-functional aerospace/medical/EV engineering team delivers free DFM feasibility + two-tier quote (Standard Balanced / Premium Ultra-Safety Critical Grade) within 12 business hours
- Approve process/material/compliance plan to launch parallel machining/additive/molding production runs
- 24/7 secure client dashboard streams machine runtime, CMM QC photos, material COAs, in-house lab test results and milestone timelines
- Finished parts ship crated with one consolidated audit-ready compliance packet, full digital thread archive and industry-certified shipping documentation
2026 Global Aerospace / Medical / EV Precision Fabrication Industry Data & Trend Table
Current 2026 Benchmark Market Metrics (AMT Global Precision Manufacturing Survey)
- 72% of regulated OEM production delays stem from managing 2+ separate specialist suppliers across aerospace/medical/EV programs
- Single-source cross-sector precision fabrication reduces total program TCO by 22–41% vs multi-vendor segmented chains
- Only 20% of global fabricators hold simultaneous EN9100, ISO13485, IATF16949 triple certifications
- SLM hybrid (additive + CNC trim) adoption up 35% YoY for aero lightweight and medical porous implant components
- EV glass-filled PA66 connector demand rises 34% annually; 83% of standard mold shops still use low-durability P20 steel for abrasive resin
- Hidden supply chain cost multiplier: $1 saved using a cheap single-trade vendor creates $6–$15 of scrap, audit labor and recall risk downstream
2026–2030 Precision Fabrication Trend Forecast & Zorapid Built-In Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Production Match |
|---|---|---|
| Lightweight SLM lattice parts become aerospace standard for secondary flight hardware | Solid billet CNC-only suppliers lose cost/weight competitiveness | Full IN718/Ti SLM + 5-axis CNC trim + HIP workflow validated since 2024 |
| Medical OEMs demand full end-to-end digital thread traceability for implant kits | Split SLM/turning vendors cannot merge lot logs for full assembly trace | Cloud digital thread archives every process/material/test record per kit |
| EV OEMs mandate 1M+ shot mold lifespans for high-volume connector lines | Uncoated P20 molds require frequent costly cavity rebuilds | In-house S136 hardening, nitride/PVD coating, SLM conformal cooling insert production |
| Hybrid multi-material assemblies (titanium+PEEK, aluminum+stainless) grow across all three sectors | Single-trade shops lack dissimilar metal/plastic joining expertise | Engineered transition joints, isolated finishing lines, low-heat controlled welding |
| NPI rapid validation (small pilot → fast mass ramp) becomes industry baseline | Shops locked to low-batch or only high-volume create costly supplier switches | Zero MOQ with identical DFM/QC standards for 5pc pilots up to million-unit runs |
| Regulator audit documentation requirements tighten yearly for auto/medical/aero tiers | Disjointed multi-vendor files extend audit timelines by weeks | Pre-built consolidated PPAP/FMEA templates for EN9100/ISO13485/IATF16949 |
Detailed Application Scenarios for Aerospace, Medical, EV
1. Aerospace Sector Precision Fabrication Use Cases
- Flight structural brackets: Ti6Al4V 5-axis CNC, SLM lightweight lattice fittings
- Turbine hot-section components: IN718 SLM + HIP aging heat treatment
- Cabin interior hardware: Low-outgassing SLA/SLS polymer parts, aluminum sheet metal enclosures
- Actuator micro shafts: Ultra-precise Swiss turning ±0.003mm concentricity Certification anchor: EN9100 full traceability, fatigue & vacuum leak testing in-house
2. Medical Device & Implant Sector Use Cases
- Orthopedic implant frames: Porous Ti6Al4V SLM bone ingrowth structures
- Micro fixation hardware: Swiss turned Ti/316L bone screws, pins, threaded inserts
- Surgical instrument housings: 316L CNC frames, medical PEEK molded handles
- Single-use disposables:PP injection molded syringes, tool casings Certification anchor: biocompatibility, medical electropolish & passivation
3. Electric Vehicle New Energy Sector Use Cases
- High-voltage connector housings: 30% GF-PA66 injection molding with S136 conformal cooling molds
- Battery tray frames: Hybrid aluminum sheet + CNC reinforced gusset frames
- Sensor contact pins: Beryllium copper Swiss turned micro terminals
- Thermal cooling manifolds: AlSi10Mg SLM optimized internal flow channels Certification anchor: IATF16949, thermal cycle shock, dielectric resistance validation

End-to-End Delivery Speed Timeline
Multi-supplier segmented chains drag program launches for months; Zorapid’s unified single-facility pipeline eliminates cross-plant transit, third-party finishing and audit paperwork delays.
Standard Phase Lead Times (No Hidden Rush Surcharges)
- Sector-specific DFM compliance simulation & feasibility report: 12 business hours
- Small aerospace/medical prototype batch (5–50 safety-critical units): 3–5 business days
- Medium pilot production runs (50–10,000 units): 4–7 weeks
- Ultra-high volume EV mass molding (500k–1.2M shots): Recurring 4–8 day repeat batch turnarounds
- Large aerospace IN718/Ti SLM structural batches: 5–8 weeks
- Expedited FDA/CE/flight-critical launch compression available for 2–3 week fast-track schedules
Speed-Driving In-House Unified Infrastructure
- 24/7 lights-off Swiss turning, 5-axis CNC, SLM metal, injection molding, fiber laser sheet metal cells
- Dedicated industry-focused engineering teams (Aero / Medical / EV) working parallel shifts
- On-site full finishing suite: medical passivation, aero thermal spray, EV hard anodize/PVD coating
- In-house material durability lab for fatigue, leak, biocompatibility, thermal shock same-day testing
- Certified compliance QC team building audit files alongside production, no post-manufacture paperwork backlog
Core Competitive Advantages Partnering With Zorapid for All Three Regulated Sectors
- Verified 21–42% total supply chain TCO reduction vs managing separate aerospace, medical, EV specialist vendors
- Exclusive triple certification package held in-house—only 20% of global fabricators achieve this triple standard
- Free no-obligation sector-tailored DFM, material grade, process stack and compliance audit for all CAD submissions
- True full single-source accountability: DFM, CNC/Swiss/SLM/molding/sheet metal, finishing, assembly, lab testing, certification, global shipping under one 3000㎡ facility
- Zero MOQ flexibility: 5pc aerospace validation prototypes, 120k medical implant kits, 1.2M EV connector mass runs receive identical ultra-tight CTQ QC rules
- Fully transparent fixed pricing—zero hidden heat treatment, inspection, compliance documentation or rush surcharges post-PO signing
- Secure 24/7 real-time client dashboard tracking production, CMM photos, material COAs, test reports and shipment tracking
- 20+ years export precision manufacturing experience exclusively supporting EU & North America regulated OEM supply chains
- Multilingual engineering support (English, German, Spanish) for seamless cross-border spec, audit, CAD revision and NPI alignment
- Unified cloud digital thread archives guarantee identical part precision and compliance records across prototype, pilot and mass production batches long-term
Quick Summary
Aerospace, medical devices, and electric vehicles share one non-negotiable requirement: uncompromising precision, validated compliance, and consistent part performance for safety-critical hardware. The traditional model of hiring separate aerospace, medical, and EV fabricators creates stacked tolerances, disjointed audit files, extended lead times, and inflated total program costs.
Zorapid’s one-of-a-kind triple-certified unified precision fabrication platform solves these pain points comprehensively. We tailor Swiss turning, 5-axis CNC, SLM additive, injection molding, and hybrid sheet metal processes to each industry’s unique tolerance, material, and regulatory rules, handle in-house finishing and durability testing, and deliver a single consolidated audit packet for every order.
Whether you need flight-grade IN718 aero fittings, ISO13485 titanium implant kits, or IATF16949 million-shot EV connector molds—our cross-sector expert team builds a cost, timeline, and safety optimized production roadmap matched exactly to your OEM standards. Send your CAD files today for a free sector-specific DFM feasibility and cost assessment.
FAQ
Can one manufacturer realistically maintain equal quality across aerospace, medical, EV’s vastly different compliance rules?
Yes—our facility operates physically segregated production bays for medical cleanroom work, aerospace high-temp alloy machining, and EV mass molding to eliminate cross-contamination and process mixing. Separate dedicated QC teams for each vertical follow their unique standard checklists, and our triple ISO certification is externally audited annually to uphold consistent quality across all three sectors.
How do you handle locked certified medical/aero CAD designs that cannot accept major DFM geometry edits?
We rely on distortion-compensated print/machining offset programming (external part geometry unchanged) to fix shrink/warp/tolerance drift without altering your validated CAD form. Micro low-contact lattice supports and pre-CNC trim strategies remove the need for wall thickness or structural redesigns on locked certified parts.
Are lead times longer for complex cross-process hybrid parts (SLM+CNC+assembly) vs single-process components?
Far shorter than splitting across multiple vendors. A three-process hybrid part would require 3 separate supplier lead times plus transit gaps with segmented shops; we run parallel production steps under one roof, cutting total timeline by 60–70% on average for multi-technology assemblies.
Do you ship finished regulated parts direct to EU/USA with full customs, CE, FDA, flight compliance paperwork?
We coordinate door-to-door air/sea freight, generate complete commercial invoices, CE marking packets, EN9100/ISO13485/IATF16949 audit files, and coordinate with your preferred freight forwarder. All shipping costs are fully outlined in your initial quote with no hidden logistics fees.
What is the tightest tolerance you can hold for safety-critical features in each industry?
- Medical implant CTQ threads/sealing surfaces: ±0.002mm
- Aerospace flight-critical flange/bolt datum faces: ±0.003mm
- EV high-voltage insulation bores/connector pins: ±0.005mm All critical features receive 100% CMM dimensional sampling before batch release.
How is PPAP/FMEA audit documentation structured for OEM tier supply chains across the three sectors?
Our certified compliance team builds industry-specific FMEA, control plans, material COAs, and full PPAP packets starting at the initial DFM phase. By first article approval, your full audit-ready file is finalized—no rushed last-minute paperwork delaying product launch, unlike multi-vendor chains with fragmented records.
Can you switch a project from low-volume aerospace/medical pilot to high-volume EV-style mass production later without quality loss?
Absolutely. Our cloud digital thread saves every machine parameter, DFM tweak, material lot spec, and QC sampling plan per part number. When scaling up volume, we load the identical validated recipe and retain the exact same tolerance and compliance standards, with zero dimensional or performance drift between pilot and mass batches.