An axis represents the degree of freedom of a machine tool. For a CNC machine, the number of axes means how many directions it can move: left-right, front-back, up-down, plus rotational movement. The more axes a machine has, the more flexible it is, and the more complex parts it can process.
Understanding axes means understanding the performance limit of a machine tool. This guide clearly explains everything from 3-axis to 12-axis machines. After reading, you’ll know exactly which axis configuration your parts require.

What is an axis of a CNC machine tool?
An axis of a CNC machine refers to the range of moving directions of the worktable or cutting tool. These axes form a coordinate matrix, enabling the machine to perform complex motions sequentially and synchronously.
Axes are divided into two main categories:
- Linear axes: X, Y, Z — moving in straight lines
- Rotary axes: A, B, C — rotating around linear axes
The more axes a machine has, the stronger its capability to process complex workpieces.

What does each axis do?
X-axis: Moves left and right
The most basic axis. It controls the workpiece or cutter to move left and right. It lays the foundation for all 2D machining.
- It handles horizontal left-right movement.
- It is the foundation of all 3-axis machine tools.
- Indispensable for cutting width, milling edges, and slotting.

Y-axis: Forward and backward movement
It works with the X-axis to add the concept of depth to cutting. It controls the forward and backward movement of the worktable or cutting tool.
- It is responsible for front-to-back movement.
- Cooperates with the X-axis to machine rectangular profiles and perform face milling.
- It is the main axis for part positioning and surface milling.
Z-axis: Vertical Up and Down Movement
It controls how deep the tool cuts into the material. All depth adjustment relies on it.
- It moves vertically and determines the cutting depth.
- Essential for drilling, boring and plunge cutting.
- A key axis that affects surface finish quality.
A-axis: Rotates around the X-axis
It makes the workpiece or cutting tool rotate around the X-axis. It is essential for machining cylindrical and curved surfaces.
| It achieves rotational movement around the X-axis. |
| It supports engraving on curved surfaces and pipe cutting. |
| It reduces the times of workpiece re-clamping. |
B-axis: Rotates around the Y-axis
It allows the tool to approach the material from all angles. It is the ideal solution for undercut features and inclined geometric shapes.
| It realizes swinging motion around the Y-axis. |
| Ideal for inclined surface cutting and turbine blade machining. |
| One of the key axes for 5-axis simultaneous machining. |
C-axis: Rotates around the Z-axis
It rotates around the vertical axis, and is standard configuration for turn-mill composite machine tools.
| It enables rotational movement around the Z-axis. |
| Used for peripheral surface finishing and gear machining. |
| Reduces tool change times. |
Classified by the number of axes: from 3-axis to 12-axis
3-axis CNC machine
he most basic and widely used type. Equipped with three linear axes: X, Y and Z.
- What it can do: Milling flat surfaces, drilling holes, cutting 2D shapes.
- What it cannot do: Struggles with inclined planes and curved surfaces; the cutting tool can only move straight up and down.
- Best for: Scenarios with limited budget and simple machining work.

4-axis CNC Machine
Based on the 3-axis machine, it adds an A-axis that rotates around the X-axis.
- Capabilities: It can machine multiple surfaces in one clamping, ideal for cylindrical parts and engraving workpieces.
- Advantages: No need for manual repositioning of parts, saving plenty of time.
- Suitable for: Workshops that frequently process round or multi-sided components.
5-axis CNC machine tool
A 5-axis CNC machine adds two rotary axes (A-axis and B-axis) to the basic 3 linear axes. The cutting tool can approach the workpiece from any angle. It is perfect for one-setup machining of complex curved surfaces, undercuts and special-shaped precision parts without repeated re-clamping.
- What it can do: Machining complex curved surfaces, deep cavities and undercuts, all completed in a single clamping.
- Advantages: High precision, fewer clamping times, capable of creating shapes impossible to make manually.
- Best for: Aerospace, medical implants and mold industries — fields with extremely demanding precision requirements.

6-12 Axis Machine Tools
Toys for high-end manufacturers. Combined with multiple rotary and linear axes, it has almost no processing limitations.
- What it can do: Process extremely complex parts, specially used for robotics and aerospace fields.
- Advantages: Extremely high automation with minimal manual intervention.
- Best for: Top-tier manufacturing that prioritizes precision and efficiency regardless of cost.
Multi-axis Machine Tools: When to Upgrade?
Multi-axis machine tools refer to machine tools with more than 3 axes, usually equipped with rotary axes.
When do you need one?
- Parts with inclined surfaces, curved surfaces, deep cavities and undercuts.
- Want to machine all surfaces in a single clamping setup.
- Pursue ultimate precision and superior surface finish.
- Avoid repeated manual repositioning of workpieces; the more times parts are flipped, the higher the risk of errors.
When is a multi-axis machine unnecessary?
| All workpieces are simple flat plates or square blocks. |
| Only standard precision is required. |
| Budget is tight. |
How to choose the right number of axes?
Judge by part complexity:
- Flat plates, square blocks, simple holes → 3-axis is sufficient
- Inclined planes, cylindrical surfaces, multi-sided machining → Start with 4-axis
- Complex curved surfaces, deep cavities, undercuts, blade-type parts → 5-axis is a must

Calculate the cost budget
- 3-axis: Low purchase cost, but multiple clampings are required for complex parts, wasting labor and time.
- Multi-axis: Higher initial investment, yet faster machining, higher precision, and one-time clamping to finish the whole part.
Focus on cost in the short term, and efficiency in the long run.
For diverse and high-volume workpieces, multi-axis machines deliver faster cost recovery.Assess your own capability level:
- Beginner level: Start with 3-axis or 4-axis. Simple programming and easy maintenance.
- Advanced level: Upgrade to 5-axis, with professional training needed for programming and operation.
- Expert level: 6-axis and above, focusing on full automation and ultimate processing efficiency.
Check the order volume
- Single piece and small batch production: 3-axis machines can handle the work at a steady pace.
- Mass production: The advantages of multi-axis one-time clamping stand out significantly.
- Plenty of rush orders: Multi-axis machines save time, serving as a powerful tool for tight delivery schedules.
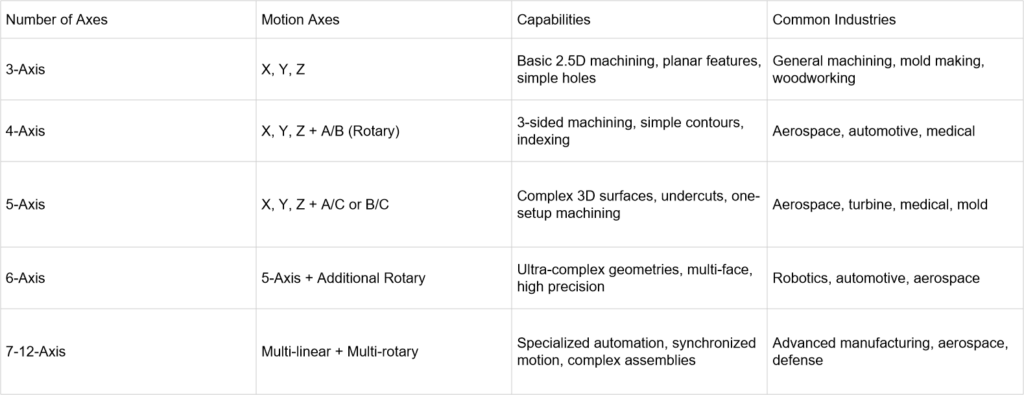
CNC Axis Number Quick Reference Table
Summary
The axes of a CNC machine determine what parts you can make, how fast you can machine them, and how precise the results will be.
Simple workpieces → 3-axis is enough.
Higher efficiency and complex parts → Go with multi-axis.
When choosing the number of axes, more expensive does not always mean better; just enough is ideal.
Still, leave some room for future needs — you might land a complex order tomorrow.
Master machine axes, and you’ve mastered half of CNC machining.
The other half comes down to cutting tools, programming, and coolant — which is a topic for another time.


