In product R&D validation, prototyping is critical—it directly defines design feasibility, visual appearance, and functional test accuracy.
The two most widely used prototype processes on the market are CNC prototypes and vacuum casting prototypes.
They vary greatly in working principle, precision, cost and application scenarios, yet many companies often mix them up in process selection.
This article compares CNC and vacuum casting prototypes across key factors, gives scenario-based selection advice, and helps R&D teams quickly find the right prototyping solution.
CNC and vacuum casting are two mainstream prototyping methods. CNC uses programmed toolpath cutting to remove material and form prototype shapes. Vacuum casting creates a silicone mold from a master model for low-volume part replication.
This method features low cost and short lead time. So what are the differences between these two processing methods? Below, Zorapid will give you a detailed breakdown.
The processing principle is the core difference between the two, directly determining all subsequent performance characteristics. Simply put, CNC prototype machining adopts subtractive manufacturing, while vacuum casting prototypes use replication molding. The operational logic of the two processes is completely different.
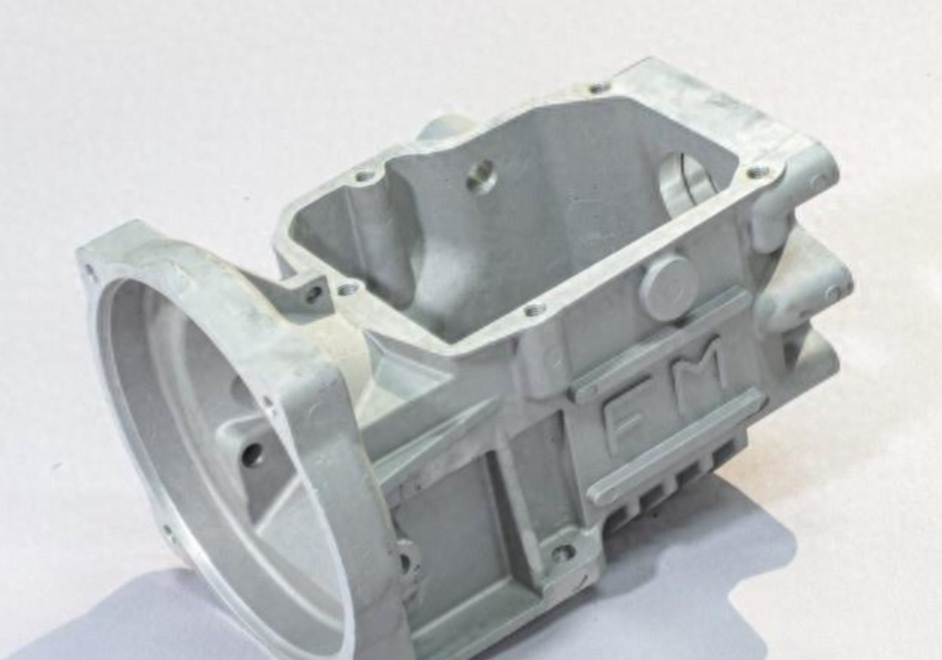
CNC Prototype: Precision Cutting, Piece-by-Piece Crafting
The full name of a CNC prototype is Computer Numerical Control Machining Prototype, which belongs to the subtractive manufacturing process. Its core logic is to control the machine tool through computer programming.
Cutting tools precisely machine solid raw material blocks by gradually removing excess stock to produce design-compliant prototype samples.
The machining process follows strict specifications. It starts with process analysis on the 3D drawings provided by customers, including evaluating manufacturability, planning machining paths, selecting suitable tools and completing programming to convert the 3D model into machine-readable G-code.
Raw materials like plastics and metals are first secured to the machine table. Rough machining quickly removes excess stock, then finish machining ensures precise dimensions and surface quality. The process ends with post-processing such as grinding and polishing.

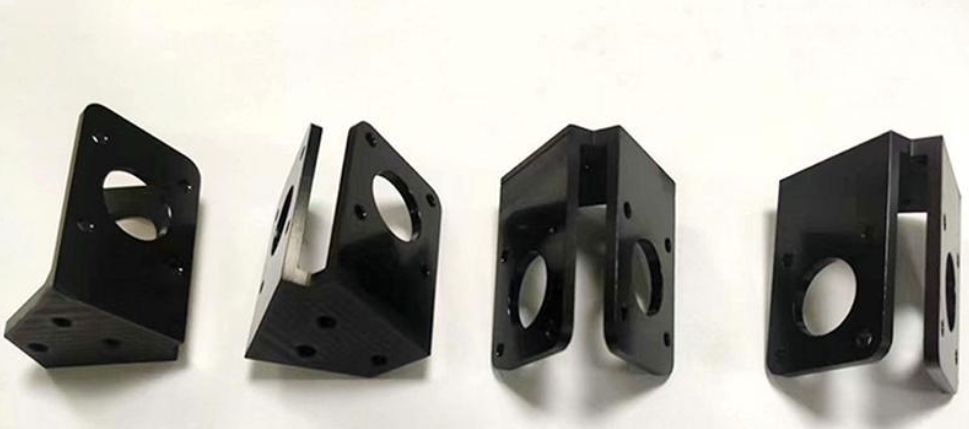
Vacuum Casting Prototype: Silicone Mold Making & Batch Replication
Vacuum casting prototypes, also known as silicone replica prototypes, belong to the replication molding process.
The core principle is to first produce a high-precision master model — usually made by CNC machining or 3D printing.A silicone mold is made from the master model. Liquid material is vacuum-injected into the mold cavity, cured, then demolded to get an exact replica prototype.
The manufacturing process mainly consists of four steps:
- Prototype fabrication and finishing — grinding and spraying to ensure a smooth surface of the master model.
- Silicone mold making — mixing liquid silicone with curing agent, encapsulating the master model, degassing under vacuum, curing, and splitting the mold.
- Vacuum pouring and curing — injecting liquid resin and performing secondary vacuum degassing.
- Demolding and post-processing — trimming, sanding, and surface painting.

The core advantage of this process lies in batch replication. Once the silicone mold is completed, multiple identical prototypes can be produced rapidly, without the need for piece-by-piece cutting as required by CNC machining. Moreover, silicone molds are easy to make. After curing, they appear transparent or translucent, making mold splitting and cutting much more convenient.
Based on the difference in processing principles, CNC prototypes and vacuum casting prototypes show obvious distinctions in core characteristics such as precision, available materials, cost, efficiency and surface quality.
Precision Difference: CNC Prototypes Take the Lead for High-precision Requirements
CNC prototyping is one of the most precise processes in prototype manufacturing at present. Standard CNC machining can stably achieve a tolerance of ±0.05 mm, while high-end equipment combined with precision programming can even reach ±0.01 mm. It can accurately reflect the design information in drawings and is ideal for applications with extremely strict requirements on dimensional tolerance and assembly accuracy.
Its precision advantage comes from the precise control of CNC machine tools and the inherent characteristics of subtractive manufacturing. The tool path can be precisely programmed during processing, effectively avoiding forming errors.
The precision of vacuum casting prototypes mainly depends on the accuracy of the master model and the quality of the silicone mold, with a typical tolerance of ±0.1–0.2 mm, slightly lower than that of CNC prototypes.
Slight shrinkage and deformation may occur to silicone molds during curing and demolding, and the poured liquid material also undergoes minor shrinkage after solidification. For this reason, it cannot meet ultra-high-precision assembly requirements, yet it is fully sufficient for conventional appearance display and basic functional testing.

Material Selection: CNC Prototypes Offer Wider Options and Match Mass Production Materials
CNC prototypes feature an extremely wide selection of materials, covering almost all machinable engineering materials, and are perfectly compatible with both plastics and metals.
Common plastic materials include ABS (good overall performance and easy machining), PC (high strength and transparency), POM (high hardness and low friction, ideal for gears), and PMMA (acrylic for transparent parts).
Common metal materials cover aluminum alloy (lightweight and anodizable), copper (excellent electrical and thermal conductivity), stainless steel (high strength and corrosion resistance), and titanium alloy (suitable for high-end applications).
CNC prototypes can directly adopt the same materials as mass production, enabling a more realistic reflection of the final product’s actual performance.
The materials for vacuum casting prototypes are mainly liquid PU resin, which can simulate the appearance and partial properties of engineering plastics such as ABS, PC and PP. However, they are not genuine mass-production materials, with slightly lower material strength and temperature resistance compared to injection-molded mass-produced parts and CNC prototypes.
Its material options are relatively limited, mainly divided into rigid resin and soft resin. It is suitable for simulating product appearance and basic hand feel, but cannot meet functional testing requirements that demand high strength and high temperature resistance.

Cost & Efficiency: Choose Vacuum Casting for Small Batches, CNC for Single Pieces & High Precision
The differences in cost and efficiency are key considerations for selecting between the two processes, depending largely on the production batch size.
CNC prototypes are manufactured by piece-by-piece cutting. For a single prototype, no mold production is required, and the process is straightforward, though the machining cycle is relatively long — typically 1 to 3 days per piece. It requires high equipment investment and professional programming, resulting in a higher unit cost.
If multiple identical prototypes are needed, the cost and lead time will increase linearly with each additional piece. Therefore, CNC is suitable for low-volume runs of 1 to 10 pieces with high precision requirements.
CNC machining also causes material waste. Cutting from solid stock produces a large amount of chips, which further raises material costs, especially when working with precious metals.
The core advantage of vacuum casting prototypes lies in batch replication. The preliminary work requires making a master model and a silicone mold, which takes 2–3 days. The mold cost is relatively low, only one-tenth of that of a steel mold. Once the mold is finished, dozens of prototypes can be produced every day with an extremely low unit replication cost.
Silicone molds have a limited service life, generally capable of producing 10 to 100 pieces, making them ideal for medium and small batches of 10–100 units. The larger the batch, the more obvious the cost advantage becomes. Vacuum casting also features a shorter delivery cycle; small-batch production can be completed within 3–7 days, perfectly suited for scenarios requiring fast turnaround.
Surface Quality & Post-processing: CNC Delivers Finer Texture, Vacuum Casting Restores Fine Details
After precision cutting, CNC prototypes feature a smooth and delicate surface with only slight tool marks. With post-processing such as grinding, polishing, painting, electroplating and anodizing, they can achieve a mirror finish. Their surface texture is far superior to that of vacuum casting prototypes, making them ideal for display parts with stringent appearance requirements.
CNC prototypes allow more flexible post-treatment. Metal prototypes can undergo sandblasting, wire drawing and other finishes, while plastic prototypes support spray painting and baking curing. In contrast, painted vacuum casting prototypes can only be air-dried naturally.
The surface quality of vacuum casting prototypes depends on the post-treatment of the master model, which accurately reproduces its micro structures and textures, such as product grain, chamfers and other fine details. Slight mold parting lines will remain on the surface and need trimming in the later stage, with overall fineness slightly inferior to CNC prototypes.
Its surface finishing is mainly limited to spray painting and silk screening, and it is difficult to perform sophisticated high-precision post-processing such as electroplating and anodizing.
Structural Adaptability: CNC suits complex and precision parts, while vacuum casting fits parts with intricate cavities.
Thanks to its subtractive manufacturing nature, CNC prototyping is well-suited for parts with stable structures and high precision requirements. However, it has limitations with certain complex geometries. Features such as intricate internal cavities, overly deep narrow grooves, inner right angles, and thin-wall structures are either inaccessible to cutting tools or prone to deformation during machining, often requiring combination with other processes.
By contrast, vacuum casting prototyping relies on molding replication and excels at parts with complex cavities, curved surfaces, and hollow lattice structures. As long as the master model can be fabricated, the silicone mold can replicate the entire design perfectly. There is no need to worry about machining dead angles, and parts are less likely to deform during molding. It is ideal for batch replication of components with sophisticated appearances and internal structures.
After understanding the core differences between the two, selecting the process according to actual application scenarios can minimize costs, improve efficiency, and avoid waste of time and expenses caused by improper selection.

Applicable Scenarios of CNC Prototypes
With core advantages of high precision, superior surface texture and wide material compatibility, CNC prototypes are ideal for the following scenarios:
Precision structure verification in the early stage of product R&D, including auto parts, aerospace components, high-precision medical devices, robot joints and other parts that require strict dimensional tolerances and assembly accuracy.
High-end product display models such as consumer electronic housings and premium home appliance panels, which demand an extremely fine and high-quality surface finish.
Functional parts for high-strength, high-temperature resistance and wear resistance testing, such as sliding components and heat dissipation parts. Adopting the same materials as mass production ensures reliable test results.
Small-batch customization of 1 to 10 pieces, especially metal prototypes, where CNC machining is the preferred process.
Manufacturing of large-sized prototypes like automobile bumpers and home appliance shells. CNC machining breaks the limitation of molding dimensions and delivers high-precision fabrication.
Applicable Scenarios of Vacuum Casting Prototypes
Vacuum casting prototypes feature core advantages of low cost, high efficiency and batch replication, which are suitable for the following scenarios:
Small-batch trial production in the middle stage of product development. Batch quantities of 10 to 100 pieces are used for market testing, customer presentation and exhibition display, featuring fast delivery and controllable cost.
Appearance prototype verification for non-ultra-high-precision demands, only requiring demonstration of product appearance, color and texture, such as toys, home appliance housings and medical device casings.
Replication of samples with complex cavities and curved structures, such as automotive interior parts and intricate housings. For parts difficult and costly to machine by CNC, vacuum casting can complete production efficiently.
Manufacturing of soft rubber products including seals, protective sleeves and soft shells. Vacuum casting can easily realize the replication of soft rubber materials.
Rapid verification during product iteration. Molds can be modified quickly to meet the demands of multiple design iterations, effectively reducing R&D costs.
FAQ
1:What is a CNC Prototype?
It adopts CNC lathes, milling machines, 3-axis / 5-axis CNC equipment to directly shape solid raw materials through cutting, milling and drilling. It belongs to subtractive manufacturing and processes each piece independently.
2:What is a Vacuum Casting Prototype?
First make an original master model (mostly by CNC machining or 3D printing), then produce a silicone mold. Inject PU resin, ABS-like casting material and other raw materials in a vacuum casting machine for batch replication. It belongs to the mold turning and copying process.
3:Which fabrication process is simpler?
piece with a complex structure: CNC goes straight to machining with a shorter workflow.5–50 identical parts: Vacuum casting is more efficient; make one mold, then produce parts in batch.
4:When to Choose Vacuum Casting Prototypes?
ou need 5–50 identical appearance prototypes or exhibition samples;
Only for appearance verification, with no high-precision fitting requirements for internal structures;
Limited budget and you want to lower the unit cost of samples;
You need simple replication of soft rubber parts, transparent parts, and two-color parts.
Common Pitfalls FAQ
Can vacuum casting fully replace CNC for functional testing?
Its material properties, strength, temperature resistance and wear resistance cannot meet the standards of original bulk materials. It is only suitable for appearance inspection and simple assembly verification.
Will vacuum casting parts shrink or deform?
Yes. Resin shrinks during curing. Large-sized and thin-wall parts are prone to slight deformation, with dimensional stability far inferior to CNC parts.
Can we first make the master model by CNC, then mass-produce via vacuum casting?
Yes, this is also a standard practice in the industry:Produce a high-precision master by CNC → make a silicone mold → batch replicate by vacuum casting, balancing both precision and cost.


