Machined parts are rarely used directly after production. They typically require surface treatment to improve performance, corrosion resistance and aesthetics. Below are common surface finishing methods for CNC parts.
Anodizing
Anodizing immerses aluminum alloy parts in acidic electrolyte. With electric current applied, the part acts as an anode, forming a durable, corrosion-resistant oxide film bonded firmly to the surface.
Before anodizing, the parts undergo pretreatment processes such as polishing, degreasing and cleaning. Subsequent procedures include rinsing, coloring and sealing treatment.
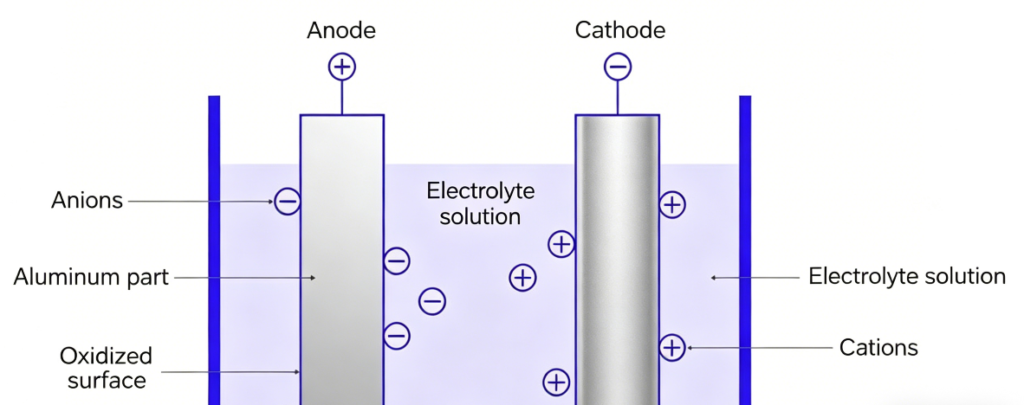
Anodized oxide film can be dyed in various colors such as black, red, blue, green and gold.

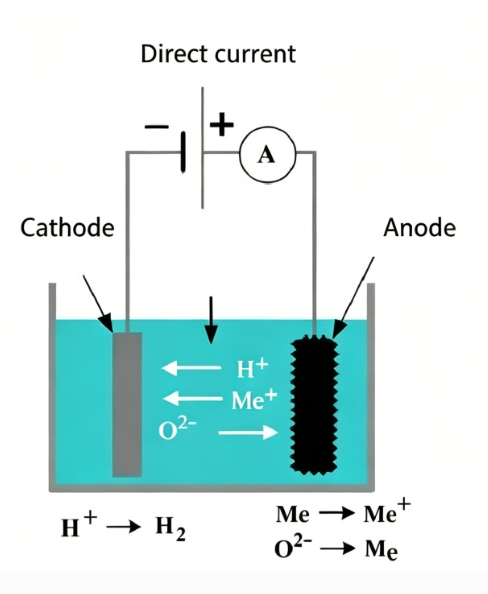
Electroplating
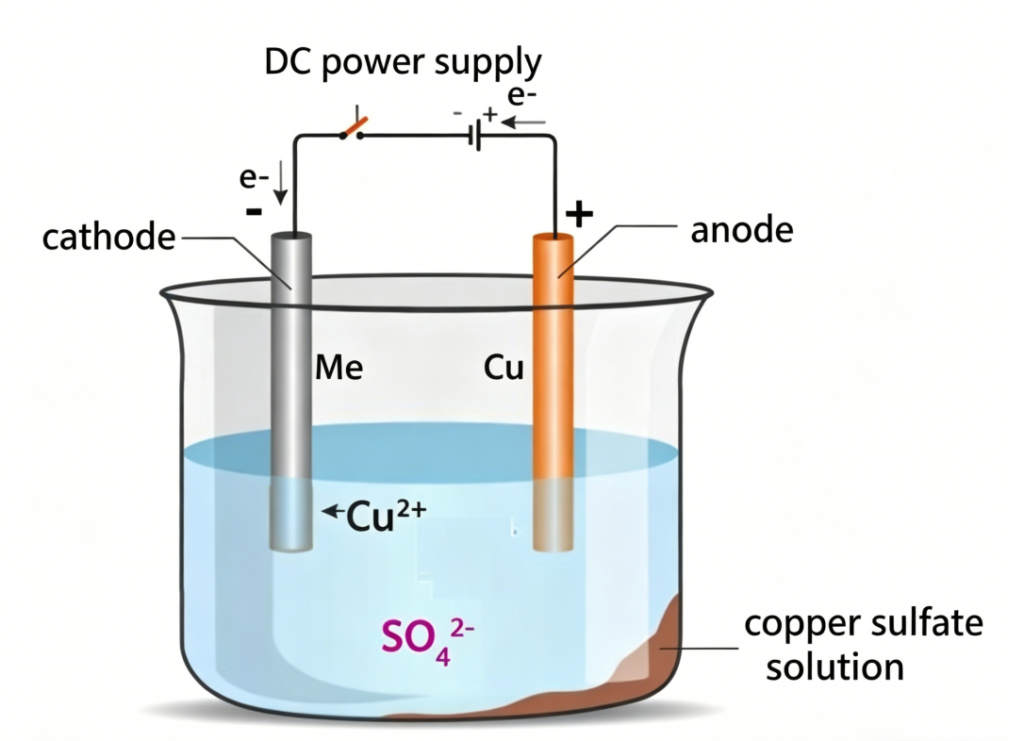
Electroplating is an electrochemical and redox process. Taking copper plating as an example: immerse the metal part in a metal salt solution as the cathode, and use a copper plate as the anode.
Connect to DC power, and a copper layer deposits on the part surface. Electroplating falls into conventional tank plating and specialized electroplating.
Conventional Electroplating
Galvanization: A surface treatment technology that coats the surface of steel and iron alloy materials with a layer of zinc for aesthetics and rust prevention.
The zinc layer acts as an electrochemical protective barrier to prevent metal corrosion. The main processes are hot-dip galvanizing and electro-galvanizing. It is suitable for surface treatment of steel and iron parts.

Tin Plating:
Tin’s corrosion products are non-toxic and offer great solderability. Tin plating is widely used for food packaging, drinkware, tableware, and electronic soldering parts.

Copper Plating
Copper plating is widely used as an underlayer to boost adhesion between surface coatings and base metals. In power applications, thick copper-plated iron wire can also replace solid copper conductors to cut copper usage.

Nickel Plating
Nickel plating has a wide range of applications, serving both protective & decorative and functional purposes.
Decorative plating serves as protective and ornamental coating for bicycle, home appliance, hardware, automotive and camera parts. Functionally, it’s also widely used to replate wear-prone components.

Chromium Plating
Chromium can maintain its luster for a long time in the atmosphere and remains chemically inert in alkaline solutions, nitric acid, sulfuric acid, and many organic acids.
The chromium plating layer features extremely high hardness, excellent wear resistance, and a low friction coefficient.
Chrome plating acts as protective and decorative coating, preventing base metal rust and enhancing appearance. It also boosts product wear resistance and repairs worn components.

Special Electroplating
Brush Plating
Brush plating needs no plating tank. The rotating workpiece connects to DC negative, and the plating pen to positive. The pen’s tip is wrapped with absorbent cotton to hold plating solution. Under electric field force, metal cations gain electrons on the workpiece surface and deposit into a plating layer.
- Coating thickness ranges from 0.01~0.5 mm, offering premium quality, strong adhesion and faster deposition than tank electroplating.
- Brush plating features simple equipment and flexible operation, ideal for local electroplating and on-site work. Yet it is less efficient for mass small-medium parts and large-area decorative or dimensional plating compared with tank plating.
- Brush plating is ideal for local plating and repair on medium to large components.
Bluing Blackening
Bluing is an oxidation treatment for steel and iron parts, which forms an extremely thin ferrosoferric oxide film on the surface.
Alkaline chemical oxidation is widely adopted.
Parts are treated in sodium hydroxide and sodium nitrite solution at 135~145℃ for 60~90 minutes, then soap-soaked 3~5 minutes, rinsed, dried and oil-sealed.
After bluing, the parts appear blue-black or deep black. The treatment improves the corrosion resistance and lubricity of parts and optimizes their surface appearance.

Phosphating
Phosphating treats steel parts in phosphating solution to form an insoluble crystalline phosphate film on the surface.
Common phosphating solutions are weak acidic aqueous blends of zinc, ferrous and manganese dihydrogen phosphate. Treatment runs at 90~98°C for 8~20 minutes.
Phosphating leaves parts gray to gray-black. It offers better corrosion resistance than bluing, though with less appealing appearance. It’s mainly used for steel corrosion protection and paint pretreatment, improving paint adhesion and coating performance on steel components.
Zorapid
Passivation
Passivation is a process of treating metals in solutions of nitrite, nitrate, chromate or dichromate to form a chromate passivation film on the workpiece surface. It is also known as chromate treatment.
The passivation film contains trivalent and hexavalent chromium compounds and base metal chromates. Its appearance ranges from colorless to iridescent or tan, varying with alloy makeup and film thickness. The tight-bonded layer delivers corrosion resistance, decorative finish, and acts as a protective barrier.
Physical Vapor Deposition (PVD)
PVD is a vacuum thin-film coating technique. It physically vaporizes or ionizes target materials into particles, which deposit a thin film onto workpiece surfaces via gas-phase reaction.
The main physical deposition technologies include three fundamental methods: vacuum evaporation coating, sputtering coating, and ion plating.
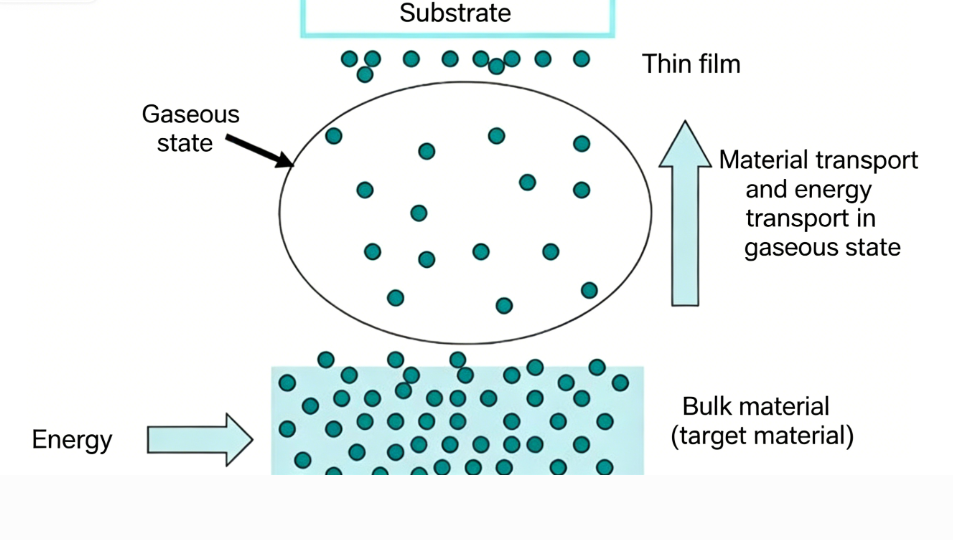
- Vacuum evaporation vaporizes coating materials and sublimates them, depositing them onto workpiece surfaces to form a thin film.
- Sputtering coating ionizes argon via vacuum glow discharge. Electric-field accelerated argon ions bombard the cathode to eject particles, which deposit on workpiece surfaces to form a thin film.
- Ion plating uses vacuum gas discharge to partially ionize evaporated atoms into ions. These ions, together with high-energy neutral particles, deposit onto workpiece surfaces to form a thin film.
Physical vapor deposition features a wide range of applicable substrate materials and coating materials. It boasts simple processes, material savings and pollution-free operation. The deposited coatings offer strong adhesion to the substrate, uniform thickness, dense structure and few pinholes.
Sandblasting
Sandblasting uses compressed air to propel abrasives like quartz sand, emery and iron sand at high speed onto workpieces, altering their surface profile and appearance.
Abrasive impact and cutting clean workpiece surfaces and create targeted surface roughness. It also improves surface mechanical properties, boosts fatigue resistance, and enhances coating adhesion.

Powder Coating
Powder coating electrostatically sprays dry powder onto parts for uniform adhesion, then heat-bakes, levels and cures it into durable finished coatings.
Polishing
Polishing refines and beautifies part surfaces. It delivers smooth finishes with nearly unchanged machining accuracy. Polished surface roughness Ra ranges from 1.6~0.008 μm based on prior processing.

Polishing can be divided into three types: mechanical polishing, chemical polishing and electrochemical polishing.
Mechanical Polishing
Wheel Polishing employs high-speed flexible buff wheels and fine abrasives to burnish and micro-cut part surfaces for a smooth finish. Made of layered canvas, felt or leather, the wheels work perfectly for large components.
Barrel and vibration polishing blends parts, abrasives and polishing compound in barrels or vibratory tanks. Rotation or vibration creates friction to strip oil, rust and burrs with chemical assistance for smooth surfaces. Great for mass small-part production; vibration polishing offers higher efficiency and finer finishes than barrel polishing.
Chemical Polishing
Metal parts are soaked in special chemical solution; raised areas dissolve faster than recessed ones to achieve polishing.
Electrolytic Polishing
Electrolytic polishing is an electrochemical process. Workpieces immersed in electrolyte release surface atoms as ions, which electric current removes from the metal surface.
Electrolytic polishing needs DC power, unlike chemical polishing. Parts serve as an anode to dissolve faster at surface highs than lows. It works for most metals and is primarily used for stainless steel finishing.
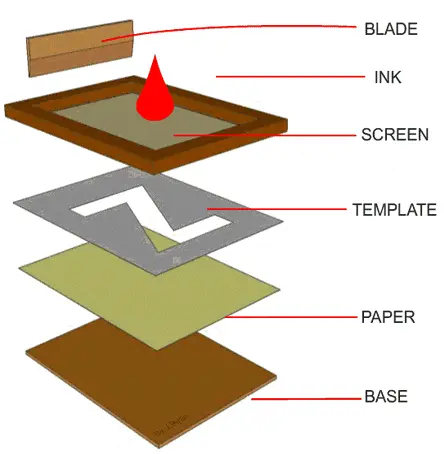
Screen Printing
With the squeezing pressure of a squeegee, ink passes through the mesh holes of the graphic area and transfers onto the substrate, forming patterns and texts identical to the original design.
Screen printing is applicable to almost all materials, including plastic, metal, ceramics and glass.
Pad Printing
The printed pattern is first made into a steel intaglio plate by film etching. A curved pad printing head made of silicone rubber picks up ink from the intaglio surface. Pressing the printing head against the target surface can transfer texts, patterns and graphics.
Pad printing technology is applicable to almost all materials, except those softer than silicone pads, such as PTFE.
Laser Marking
It uses laser beams to engrave patterns, characters or marks on the surface of materials or inside transparent substances.
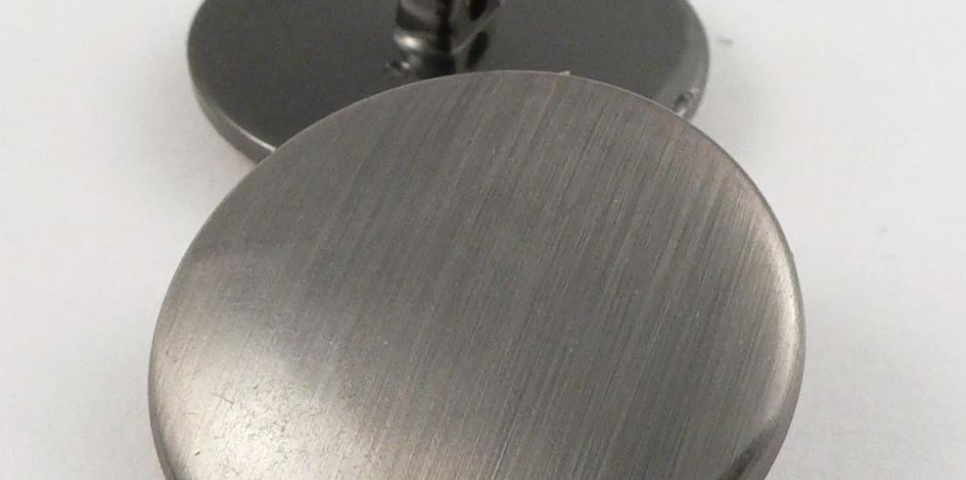
Wire Drawing
Brushed finish is a surface treatment method that creates linear textures on the workpiece surface by grinding for decorative purposes.
Almost all metal materials are applicable to the brushed finish process.
Baking Finish
Baking finish skips natural curing after spray-painting or brush-painting. Workpieces are a placed in a baking booth, with paint cured by electric or far-infrared heating.
The baked paint coating features higher compactness, better adhesion against peeling, uniform film thickness and full color saturation.
About Us
Zorapid specializes in customized manufacturing of non-standard parts.
Our manufacturing services cover CNC machining, 3D printing, sheet metal fabrication, prototype vacuum casting, injection molding and more. From conceptual design to functional prototypes, from one-off sampling to small-batch production up to 5,000 pieces, we rely on our in-house quality factory and partnered manufacturing capacity to support your agile development, enabling fast turnaround: order today, test the day after tomorrow.
FAQ
1:What are the common surface treatments for CNC parts?
Anodizing, Sandblasting, Brushed finish, Polishing, Passivation, Nickel plating, Zinc plating, Blackening (Bluing), Hard anodizing, Electrophoresis, Powder coating / Spray painting, Laser marking, Chrome plating, PVD vacuum coating.
2:What are the main functions of surface treatment?
Anti-corrosion and rust prevention, improving hardness and wear resistance, beautifying appearance, insulation or conductivity, reducing friction coefficient, sealing surface pores, and matching assembly accuracy.
3:Does anodizing affect dimensional accuracy?
Yes. The single-side coating thickness is about 0.01~0.05 mm. Tolerance compensation shall be reserved in advance for high-precision fitting positions.
4:Which surface treatment for wear-resistant parts?
Aluminum parts:
Hard anodizingSteel parts: Hard chrome plating, PVD coating, Quenching + blackening


