In manufacturing, turning and boring are common machining processes used to remove material from workpieces. Both can reshape a variety of materials such as wood and metal. They are applied in many routine production procedures, but they are not identical processes. This guide helps you understand the differences between turning and boring, as well as their respective suitable applications.
What is Turning?
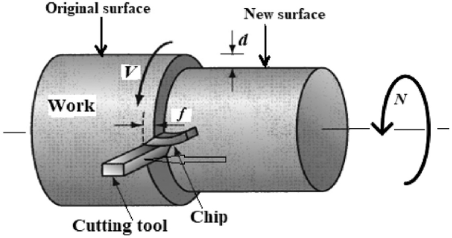
A fixed cutting tool with small inserts evenly removes material from workpiece surfaces, trimming size and reshaping parts.
Common Materials Used in Turning
A wide range of materials can be used for precision turning, including metals (steel, stainless steel, aluminum, copper, brass, cast iron, etc.), composite materials (carbon fiber, fiberglass), and polymers (PP, PC, nylon, etc.).
What Is Boring?
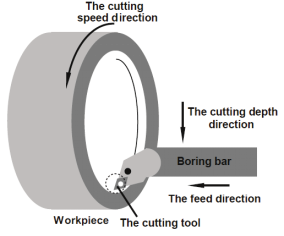
Boring is another machining process that uses a stationary, non-rotating cutting tool to remove material. Boring removes material from the internal surfaces of a workpiece. Special drill-like tools enlarge and finish pre-drilled holes.
Types of Boring Machines
There are many types of boring machines, including horizontal, vertical, jig-type, floor-type, bench-type, CNC, and coupling boring machines. Jig boring machines and CNC boring machines are used for precision parts to enlarge holes at accurate positions.
Step-by-Step Boring Process
Boring Process Overview
- First, confirm the position where the hole needs to be machined, then determine the optimal boring procedure according to requirements.
- Perform machine calibration, including spindle speed, alignment, and feed rate setting.
- Select a suitable cutting tool based on workpiece material and hole size, then install and adjust it on the machine.
- Start the boring process by gradually increasing the feed rate to remove material in a controlled manner.
- After boring, fully inspect the final dimension and surface finish of the hole.

Applications of Boring in Metal Machining
In metal machining, boring is used to enlarge existing drilled holes. It improves dimensional accuracy for applications such as engine cylinder blocks, heavy machinery maintenance, and aerospace components.
Advantages of Turning and Boring
Turning Process
It is a highly flexible process in terms of material selection. It works with almost any material, including metals and alloys, plastics, wood, and composite materials.
Precision turning produces parts with extremely tight tolerances and excellent surface finish, ideal for components requiring precise rotational functionality.
Precision turning is an efficient process and can complete orders within a short lead time.
Lathe operation is straightforward and does not require specialized training or highly skilled labor.
Boring Process
Boring can produce parts with tight tolerances and high precision.
It creates smoother inner hole surfaces and improves overall component performance.
It is a versatile manufacturing process. can machine new internal holes or enlarge existing holes to various sizes without compromising part performance.
can be integrated with CNC machine tools to realize automated production and high-precision parts machining.
It enables the fabrication of complex parts and intricate internal geometries.
Boring features high-efficiency material removal and can easily remove large amounts of chips from inner holes.
Disadvantages of Turning and Boring
Turning Machining
Only rotatable workpieces are suitable for precision turning.
There are dimensional limitations for parts processed by turning.
It usually needs to be combined with other machining methods, requiring multiple machines to complete the whole process.
Lathe equipment is costly; with CNC configuration added, the overall equipment investment becomes extremely high.
The repeated movement of cutting tools causes frequent tool wear.
Boring Process
Machine tools are prone to tool deflection. Deep hole machining requires careful parameter setup and tool selection.
It is not suitable for enlarging blind holes due to the tapered bottom of the hole after processing.
Proper professional training and skilled operators are required for quality control.
Recurring tool movement leads to frequent wear of both cutting tools and machine equipment.
It is a time-consuming process, and sufficient time is needed for machine setup.
Continuous vibration during the boring process may compromise machining accuracy.
What Is the Difference Between Boring and Turning?
Explanation of the Main Differences Between Boring and Turning
Conceptual Difference
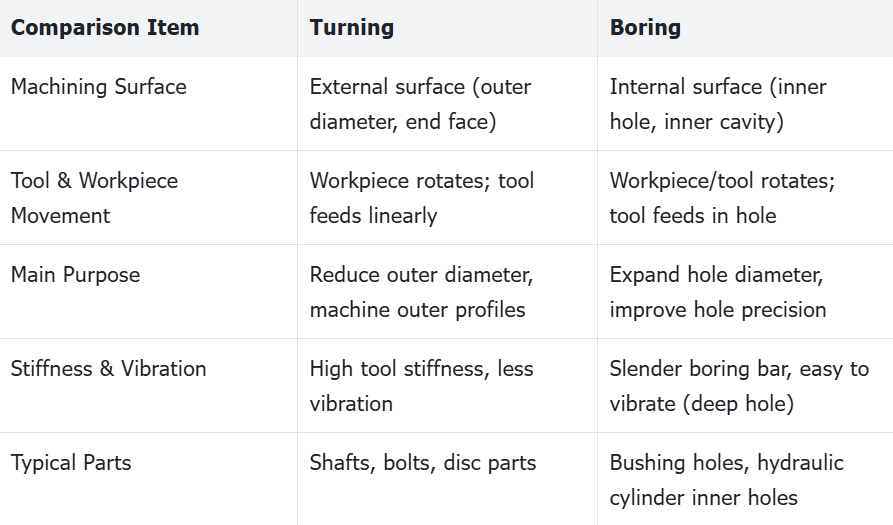
The core distinction between these two processes is that boring removes material from the internal surfaces of a workpiece, while turning works on external surfaces to form cylindrical profiles.
Material Removal Technique
Boring removes material from inner surfaces to enlarge existing holes.
Turning is used to cut away material from outer surfaces.
Precision and Surface Finish
Boring delivers higher accuracy and smoother finish for internal hole walls.
Turning achieves excellent overall surface smoothness and dimensional precision on part exteriors.
Difference Between Boring and Turning
CNC Turning vs CNC Boring: What Is the Difference?
CNC Turning Process
Turning is controlled by automated CNC machines. turning is capable of machining cylindrical parts with uniform and precise bore sizes.
CNC Boring Process
CNC boring enlarges existing hole diameters with tighter tolerances. It delivers smooth inner hole surfaces, uniform diameter, and higher machining accuracy.
When to Use Turning vs. Boring in Machining
Turning for External Features
Lathes can perform steel turning, either manually or automatically. The workpiece is firmly clamped in the machine, starts rotating, and is pressed against the cutting tool to form a cylindrical profile.
Boring for Internal Features
Boring is the best method when precise alignment, accurate enlargement of drilled holes, and smooth inner surface finishes are required.
Workpiece Orientation and Size Considerations
Boring is suitable for small parts; the workpiece can be positioned horizontally or vertically depending on the machine type.
Turning works for parts of all sizes, with the workpiece parallel to the cutting tool on the lathe.
Horizontal vs. Vertical Workpiece Positioning
In boring, horizontal machines feature a horizontal spindle, while vertical machines move up and down to cut surfaces. Floor-type boring machines are used for large parts, and bench-type boring machines use fixed or movable cutting tools that move horizontally while holding the workpiece steady.
Metals and Plastics
Both processes are applicable to all types of materials, including metals, alloys, plastics, and composites.
Common materials used in both processes include steel, aluminum (for boring), titanium (for machining), PVC, POM, and PEEK.
Applications of Turning and Boring
Turning Applications
- Automotive industry: crankshafts, wheel hubs and axles
- Aerospace steel turning: engine and landing gear components, turbine blades
- Mechanical parts such as gears and pulleys
- Medical implants in titanium machining: joint replacement components
Boring Applications
- Engine parts: aluminum boring for cylinder bores and connecting rods
- Hydraulic components: cylinder barrels and piston bores
- Bearing housing machining
- Aerospace parts: internal bores for engine components
Boring vs Reaming: What’s the Difference?
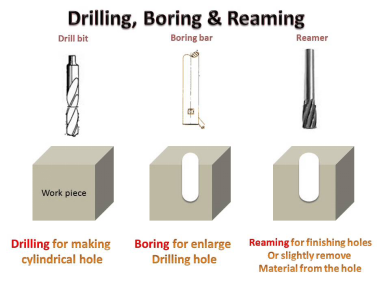
Both are machining processes for creating holes in workpieces. Boring produces a relatively rough hole surface, while reaming delivers a smooth finished hole.
Difference Between Drilling and Boring
Drilling creates a new hole from scratch.
Boring enlarges an existing hole.
Drilling vs Reaming vs Boring Comparison Table
| Feature | Drilling | Reaming | Boring |
| Working Principle | Rotating cutting tool to create a new hole in solid material | Rotating multi-edge tool to finish and size an existing hole | Rotating single-point tool to enlarge and finish an existing hole |
| Machining Accuracy | Low to medium (IT12-IT10) | High (IT8-IT6) | Very high (IT7-IT5) |
| Surface Roughness | Ra 6.3-12.5 μm | Ra 0.8-3.2 μm | Ra 0.4-1.6 μm |
| Material Removal Rate | High | Low | Medium |
| Primary Application | Create initial through/blind holes in various materials | Precision sizing and finishing of pre-drilled holes | Enlarge, straighten and finish existing holes with high precision |
| Typical Tool Type | Twist drill, center drill | Reamer (hand/machine) | Boring bar, boring head |
Zorapid Precision Boring & Turning Services
Zorapid delivers premium precision boring and turning services with cost-effective manufacturing and on-time delivery. We provide CNC lathe and milling services for prototyping, as well as low-to-high volume production runs.
Conclusion
Boring and turning are both material removal machining processes. Turning utilizes a lathe to fabricate cylindrical parts. Boring machines internal surfaces and enlarges existing holes. Both machining methods deliver smooth surface finishes and high precision for parts with tight tolerances.
FAQ
What is the difference in tools?
Turning uses short, rigid external turning tools. Boring uses long slender boring bars to avoid hole interference, more prone to vibration and requiring stricter rigidity and cutting parameters.
Precision difference?
Turning easily achieves high concentricity and surface finish on outer surfaces. Boring precisely corrects hole roundness, cylindricity and positional accuracy for tight-fit assembly.
Can both be done on one machining center?
Yes. CNC lathes, turn-mill centers and vertical machining centers can perform both external turning and internal boring in one setup, ensuring perfect concentricity.


