In the field of precision manufacturing, aluminum alloy stands as the preferred material for aerospace, new energy vehicles, electronic communication, medical devices and other industries, thanks to its four core merits: light weight, high strength, easy machinability and excellent thermal conductivity.
With over 20 years of expertise in precision CNC machining, Zorapid specializes in custom aluminum alloy components. We deliver products strictly in line with your drawings and specifications, covering micron-level tolerance up to ±0.005mm, ultra-complex structures, prototype development and small-batch mass production. We truly excel at manufacturing parts that others cannot accomplish.
Professional Process Technology
Aluminum alloy CNC machining is a core subtractive manufacturing process. It converts aluminum blanks into high-precision components via four key procedures: CAD modeling, CAM programming, multi-axis linkage machining and precision post-treatment. Full digital process control eliminates manual errors effectively.
CAD Modeling & DFM Analysis
We accept 2D DWG drawings and 3D STEP models. Our engineers conduct design for manufacturability analysis, optimize structures to avoid machining interference, and prevent thin-wall deformation and chip removal issues of deep cavities in advance.
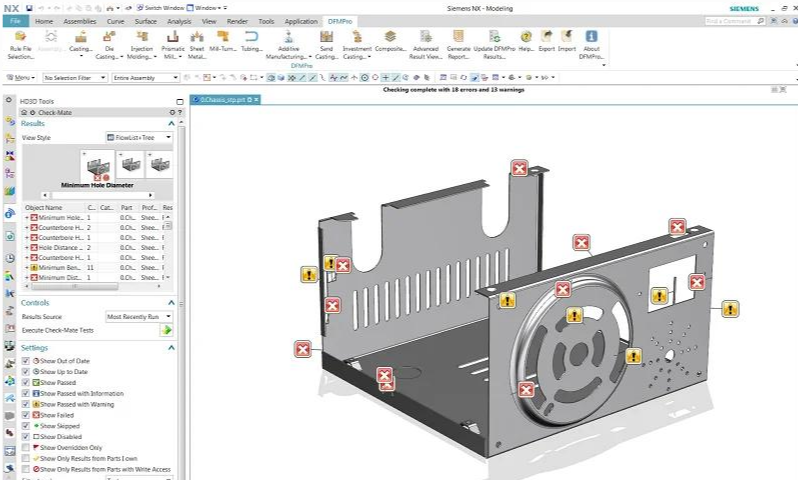
DFM Analysis
CAM Programming & Toolpath Optimization
Adopting Mastercam software, we set high spindle speed (12000–24000rpm), fast feed rate and climb milling chip removal parameters tailored for aluminum alloy properties. 5-axis linkage toolpaths minimize clamping times and enable one-shot forming of complex curved surfaces.
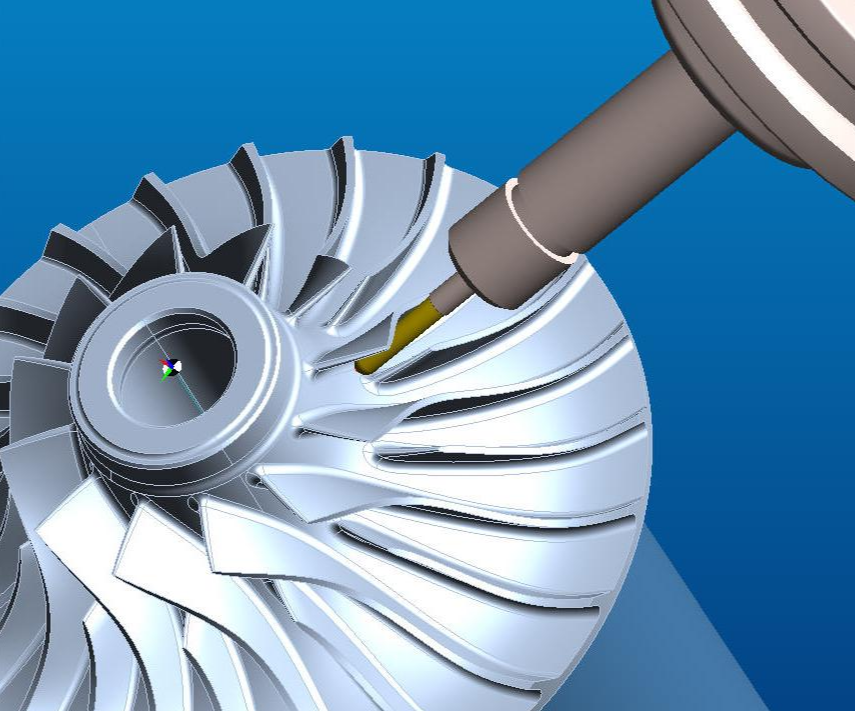
Aluminum Alloy Toolpath
Multi-axis Precision Machining: Equipped with Brother and Makino 5-axis machining centers. 3-axis machining handles planes and hole patterns, while 4/5-axis machining addresses deep cavities (depth-width ratio ≥8:1), thin walls (wall thickness ≤1mm) and complex curved surfaces. Constant-temperature workshop maintained at 22℃±0.5℃ prevents thermal deformation throughout production.

Precision Post-treatment
Available services include anodizing (film thickness: 5–15μm), hard anodizing, sand blasting, polishing and laser engraving, which enhance corrosion resistance, surface finish (Ra≤0.4) and overall appearance texture.
Key Process Parameters (Exclusive for Aluminum Alloy)
| Process Parameter | Specification Standard |
|---|---|
| Spindle Speed | 12000–24000 rpm (max 30000 rpm for finishing) |
| Cutting Speed | 200–600 m/min (with carbide tools) |
| Feed Rate | 0.1–0.3 mm/tooth (0.05–0.1 mm/tooth for finishing) |
| Tooling | Diamond-coated / uncoated carbide end mills (3-flute / 4-flute, high helix angle 40–45°) |
| Cooling | Emulsion / dedicated aluminum cutting fluid (high-pressure chip evacuation to prevent built-up edge) |
Detailed Technical Analysis
The core pain points in aluminum alloy machining include easy deformation, tool sticking, thin-wall chatter and poor chip removal in deep cavities. Zorapid achieves stable micron-level machining via four major technical systems: material stress control, customized cutting tools, innovative fixtures and error compensation.
Deformation Control Technology
Stress Relief: Blanks undergo aging treatment (72-hour natural aging / artificial aging at 120℃ for 4 hours). Leave 0.1–0.2 mm machining allowance after roughing, then rest for 24 hours to release internal stress before finishing to prevent springback.
Layered Cutting: Adopt three-step processing: roughing → semi-finishing → finishing. Single cutting depth ≤0.5 mm, and ≤0.2 mm for thin-wall areas, avoiding stress concentration caused by full-depth cutting.
Flexible Fixtures: Custom vacuum chucks and low-stress multi-point supporting fixtures are applied to provide dynamic support for thin-wall and deep-cavity parts, eliminating forced deformation from conventional clamping pressure plates.

Tool & Chip Removal Technology
Customized Tools: Special large-flute milling cutters for aluminum alloy reduce chip evacuation resistance. Mirror-polished finishing cutters lower surface roughness and prevent burrs caused by built-up edge.
High-pressure Cooling & Chip Removal
Adopt spindle through-coolant plus side high-pressure nozzles with pressure above 70 bar, which efficiently break and discharge aluminum chips. It effectively avoids tool breakage and surface scratches caused by chip accumulation in deep cavities and φ0.3mm micro holes.
Precision Assurance Technology
5-axis linkage error compensation: 5-axis machines are fitted with Heidenhain linear scales to detect axial motion errors in real time with automatic system compensation. Positioning accuracy ≤0.003mm, repeat positioning accuracy ≤0.002mm.
Workshop temperature control: Prevent dimensional deviation caused by thermal expansion and contraction of aluminum alloy, ideal for high-spec materials including aerospace-grade 7075-T6 and precision 6061-T6.
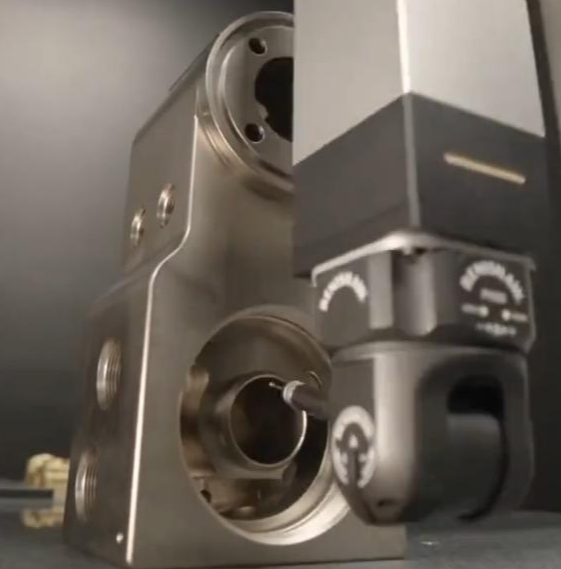
Full-dimensional Inspection Closed Loop
Spot checks are conducted with 2D image measuring instruments, height gauges and micrometers after each process. Finished parts undergo full-dimensional inspection via CMM coordinate measuring machines, with official inspection reports issued to ensure full tolerance compliance.

We Manufacture What Others Cannot (With Pictures)
Zorapid specializes in high-difficulty aluminum alloy machining and solves common industrial processing challenges. The following cases are projects that most manufacturers turn down, yet we have successfully completed:
1. Ultra-thin Wall Machining (Wall thickness ≤ 0.8mm)
Challenge: 7075-T6 aluminum alloy, overall dimension 150×100×50mm, minimum wall thickness 0.6mm, flatness tolerance ≤0.02mm. Easy to deform, vibrate and crack during processing.
Zorapid Solution: Flexible vacuum chuck clamping, ultra-fine cutters (φ0.8mm), layered slow cutting with 0.1mm depth per pass, climb milling path and real-time deformation monitoring.
Result: Zero deformation and chatter marks on finished parts. Actual flatness reaches 0.015mm with 100% pass rate for mass delivery.

Ultra-deep Cavity Complex Structural Parts (Depth-to-width Ratio 10:1)
Challenge: 6061-T6 aluminum alloy, cavity depth 80mm, width 8mm with 10:1 depth-to-width ratio. Built-in cross holes and inner radii cause difficult chip removal, frequent tool breakage and poor inner wall surface finish.
Zorapid Solution: 5-axis linkage machining, anti-vibration extended-shank cutters, high-pressure through-spindle coolant, helical plunging and stepwise corner cleaning.
Result: No residual aluminum chips inside cavities. Inner wall roughness Ra≤0.8, cross hole position tolerance ≤0.01mm, fully compliant with assembly standards.
Mini Precision Parts (Micro Hole φ0.3mm, Tolerance ±0.005mm)
Challenge: 5052 aluminum alloy, size 20×20×5mm, equipped with 12 micro holes of φ0.3mm. Hole pitch tolerance is ±0.005mm, requiring burr-free and chipping-free hole edges.
Zorapid Solution: High-speed spindle (30000rpm), cemented carbide micro drills, optimized drilling parameters and edge chamfering for deburring.
Result: Unblocked micro holes with no edge chipping. Actual hole pitch tolerance reaches 0.004mm, perfectly fit for precision electronic equipment assembly.

Large Integrated Structural Parts (Max 1500mm, Seamless Monolithic Design)
Challenge: Aerospace-grade 7075-T6 aluminum alloy, overall dimension 1500×800×100mm. Monolithic one-piece machining without splicing welds, flatness within 0.05mm and strict weight control required.
Zorapid Solution: Large 5-axis gantry machining center, sectional symmetric machining, staged stress relief and constant-temperature processing.
Result: Zero overall deformation and seamless integration. Actual flatness reaches 0.04mm with qualified weight reduction. Widely applied in UAV fuselage frames.

Applicable Materials
Zorapid is proficient in machining the full range of aluminum alloy grades. We select materials accurately based on component application, mechanical strength, corrosion resistance and budget requirements, avoiding material waste and insufficient performance.
1. Common Aluminum Alloy Grades & Properties
| Grade | Temper | Core Properties | Application Scenarios |
|---|---|---|---|
| 6061-T6 | Heat-treated | General-purpose grade, medium tensile strength (310MPa), easy to machine, good corrosion resistance, anodizable, cost-effective | Auto parts, electronic enclosures, brackets, general structural components |
7075-T6 | Heat-treated | High tensile strength (572MPa), aerospace grade, high hardness & wear resistance, difficult to machine | Aerospace structural parts, UAV frames, high-load moving components
7075-T6 Aluminum Alloy Plate
5052-H32 | Cold worked | Excellent corrosion resistance (salt spray test over 2000 hours), good weldability and high toughness | Marine equipment, outdoor products, corrosion-resistant housings
5052-H32 Aluminum Alloy Plate
2024-T4 | Heat treated | Superior fatigue resistance and high strength, ideal for alternating load working conditions | Aviation wing parts, fuselage connectors, anti-fatigue structural components
2024-T4 Aluminum Alloy Plate
6063-T5 | Extruded | High surface finish, easy extrusion forming, excellent anodizing performance | Heat sinks, profile enclosures, decorative parts
Material Selection Recommendations
- For general structures & cost priority: Choose 6061-T6
- For high strength, aerospace & heavy-load automotive applications: Choose 7075-T6
- For outdoor/marine environments requiring corrosion resistance: Choose 5052-H32
- For heat sinks & aesthetic components: Choose 6063-T5
Case Analysis (With Images)
Case 1: New Energy Vehicle Battery Housing (6061-T6)
Client Requirements
New energy vehicle battery housing, dimension 800×500×800mm, wall thickness 1.5mm, sealing groove tolerance ±0.02mm, anodized surface, waterproof and dustproof performance required.
Machining Difficulties
Large-area thin walls prone to deformation, high precision requirement for sealing grooves, hard to guarantee consistency in mass production.
Zorapid Solutions
Implement blank aging treatment, leave 0.2mm machining allowance after roughing and stand for 24 hours;
Adopt large-area vacuum suction clamping, process sealing grooves via 5-axis linkage;
Conduct anodizing with 10μm film thickness after finishing, followed by waterproof testing;
Perform full-dimensional CMM inspection with 20% sampling rate for mass production.
Achievements
Zero housing deformation, actual sealing groove tolerance reaches 0.015mm, IP67 waterproof rating achieved. 1000 pieces mass delivered with 99.8% yield rate, gaining long-term repeat orders from clients.

Case 2: Aerospace UAV Fuselage Frame (7075-T6)
Client Requirements
Large UAV fuselage frame with dimensions 1200×600×150mm, monolithic integrated structure featuring multiple 1mm thin walls and deep cavities. Total weight ≤25kg, mechanical strength ≥500MPa.
Machining Challenges
Large-scale parts are prone to deformation; coexisting thin walls and deep cavities easily cause machining chatter with strict weight control standards.
Zorapid Solutions
Carry out aging treatment, rough machining and secondary aging on 7075-T6 blanks for thorough stress relief;
Adopt large 5-axis gantry machining center and implement sectional symmetric machining to avoid unilateral force-induced deformation;
Apply ultra-fine cutters for layered slow cutting on thin walls, and anti-vibration extended tools for deep cavity processing;
Complete whole-process constant-temperature machining, supported by full CMM dimensional inspection and mechanical property testing.
Outcomes
Seamless one-piece frame with zero deformation. Finished weight reaches 24.2kg and strength hits 520MPa. All products pass flight tests and are available for mass supply.

Case 3: Precision Medical Equipment Enclosure (5052-H32)
Client Requirements
Portable medical device enclosure in size 150×80×30mm. Scratch-free and burr-free surface with matte anodized finish. Resistant to medical disinfectant corrosion, overall tolerance ±0.01mm.
Machining Difficulties
Strict requirements on surface finish, corrosion resistance and precise tolerance with no visible machining marks allowed.
Zorapid Solutions
Select 5052-H32 alloy to ensure superior corrosion resistance;
Adopt mirror-polished cutters for finishing to achieve surface roughness Ra≤0.4;
Implement sandblasting plus matte anodizing with 8μm film thickness for flawless appearance;
Complete full dimensional inspection and 2000-hour salt spray test with zero corrosion.
Final Results
Exquisite appearance, fully compliant tolerance and excellent disinfectant resistance. All products meet medical device certification standards, accelerating clients’ product launch to market.

Quality Assurance
Zorapid implements a full-chain quality control system with traceability covering raw materials to finished products, ensuring all aluminum alloy parts meet high-precision standards.
Raw Material Quality Control
All aluminum alloy blanks are sourced from authentic original manufacturers including Southwest Aluminum and Chalco, complete with material certificates and mechanical property reports.
Hardness, tensile strength and chemical composition are sampled and inspected before warehousing to prevent unqualified materials from entering production.

In-process Quality Control
First article inspection: Full dimensional inspection is conducted on the first piece of each batch with official CMM reports issued. Mass production starts only after confirmation of compliance.
In-process random inspection: 10% sampling inspection is performed respectively after roughing, semi-finishing and finishing. Production halts immediately for adjustment once defects are found.
Tool management: Establish tool service life records. Tools are mandatorily replaced upon reaching service life to avoid dimensional errors caused by tool wear.
Delivery Speed
Fast delivery and on-time fulfillment are core advantages of Zorapid. We adopt self-developed flexible production scheduling system and deploy numerous 5-axis machining centers, supporting orders starting from 1 piece. Lead time is 3-5 days for rapid prototyping and 7-10 days for mass production, far shorter than the industrial average of 15-20 days.
1. Standard Delivery Lead Time
- R&D prototyping (1-10 pcs): 3-5 days
- Small batch production (10-100 pcs): 7-10 days
- Medium batch production (100-1000 pcs): 12-15 days
- Express order: 24-hour urgent service available for 1-5 pcs, same-day sample delivery
2. Fast Delivery Guarantee
- Sufficient production capacity: Equipped with 12 sets of 5-axis machining centers, 8 sets of 3-axis machining centers and 4 CNC lathes, operating in two shifts around the clock to ensure stable output.
- Pre-program preparation: Conduct DFM analysis and CAM programming in advance upon receiving client drawings. Machining starts right after drawing confirmation, saving 2-3 days of preparation time.
- Stable supply chain: Long-term strategic suppliers provide adequate stock of aluminum blanks, cutting tools and cutting fluids to avoid material delivery delays.
- Efficient inspection: CMM and 2D measuring instruments are available 24/7. Finished products can be inspected and shipped on the very same day without extra waiting.

Delivery CasesDelivery Cases
- New energy vehicle battery housing prototype (5 pcs) for automotive client: Delivered in 3 days, fully approved, followed by immediate mass order of 1000 pieces.
- UAV frame prototype (2 pcs) for aerospace client: Delivered in 4 days and passed flight tests; mass production finished within 7 days.
- Urgent medical equipment enclosures (3 pcs): Completed and delivered within 24 hours, helping the client attend exhibitions on schedule and secure new orders.
Advantages of Choosing Zorapid
1. Strong Technical Strength: We tackle projects others cannot
With over 20 years of expertise in precision aluminum alloy machining, we excel at four ultra-difficult processing scenarios: ultra-thin walls, ultra-deep cavities, micro precision parts and large integrated components.
Equipped with 5-axis machining centers, constant-temperature workshops and micron-level error compensation technology, we achieve precision up to ±0.005mm, reaching top-tier industry standards.
Our senior engineering team with 15+ years of experience provides free DFM analysis, process optimization and material selection consultation.
2. Customization Capability: 1:1 production per your specifications
No minimum order quantity, orders start from 1 piece. We accept R&D prototyping, small-batch and mass production orders.
Full-process customized service: We tailor drawing optimization, material selection, process planning, machining, post-treatment and inspection strictly as required.
Full format compatibility: Support all drawing formats including 2D (DWG/PDF) and 3D (STEP/IGS/STL), with free drawing interpretation and optimization.
3. Reliable Quality Assurance: Zero-defect delivery
Full-chain quality control is implemented, with 100% full-dimensional inspection and official test reports provided.
Defective products are eligible for free rework or full refund, plus lifelong after-sales technical support.
4. Superior Delivery: Fast lead time & on-time fulfillment
3-5 days lead time for R&D prototypes, 24-hour rush sample delivery available.
Flexible production scheduling enables non-stop 24-hour machining with sufficient production capacity.
Whole-process logistics tracking ensures timely worldwide delivery.
5. Cost Advantage: Direct factory supply with high cost performance
Self-owned production workshops with no middleman markup, prices 10%-20% lower than market average.
Bulk raw material procurement cuts purchasing costs; optimized processing procedures reduce material waste for further cost control.
Tiered discounts are available for long-term partners with more favorable prices for large orders.
Summary
CNC aluminum alloy machining stands as a core sector in precision manufacturing, with success determined by four key factors: precision, technology, quality and delivery.
Backed by over 20 years of experience in precision aluminum machining, top-tier 5-axis equipment, professional technical teams, stringent quality control systems and efficient delivery capacity, Zorapid specializes in delivering custom aluminum CNC parts featuring micron-level accuracy, capability for complex projects, fast turnaround and competitive pricing. Our products are widely applied across aerospace, new energy vehicles, electronic communication, medical devices and other industries.
We always focus on customer demands, driven by technological innovation and guided by supreme quality principles. We help clients solve aluminum alloy machining challenges, boost product competitiveness and achieve win-win cooperation. Whether you need R&D prototyping, small-batch trial production or mass manufacturing, Zorapid delivers optimal customized solutions.
FAQ
What is the minimum tolerance for aluminum alloy parts machining?
General dimensional tolerance reaches ±0.02mm, precision machining up to ±0.005mm, and ultra-high precision applications such as micro holes and precision fitting surfaces achieve ±0.002mm, fully meeting strict requirements of aerospace, medical and precision electronics industries.
How to select common aluminum alloy grades? What is the price difference between different grades?
Priority order: 6061-T6 (general use, lowest cost) → 5052-H32 (corrosion resistant, medium price) → 6063-T5 (appearance & heat dissipation, medium price) → 2024-T4 (fatigue resistant, higher price) → 7075-T6 (high strength, highest price). The price of 7075 is about 30%-50% higher than 6061. We offer targeted material selection based on application and budget.
How to prevent deformation during thin-wall aluminum alloy machining?
Zorapid applies four core anti-deformation technologies:
① Blank aging treatment to release internal stress
② Layered cutting with depth per pass ≤0.2mm
③ Vacuum chuck & flexible multi-point supporting fixtures
④ Machining in constant-temperature workshop to reduce thermal deformation
Thin-wall deformation can be controlled within 0.02mm.
What surface treatments are available for aluminum parts?
Available treatments: Anodizing (natural/black/color, film thickness 5–15μm), hard anodizing (wear-resistant, 25–50μm), sandblasting (matte finish), polishing (mirror effect), powder coating (colored anti-corrosion), laser engraving (logo & text). They effectively improve corrosion resistance, appearance and wear resistance.
How long does prototyping and mass production take?
R&D prototyping (1-10 pcs): 3-5 days including machining, inspection and post-processing; 24-hour rush service available.
Small batch (10-100 pcs): 7-10 days
Medium batch (100-1000 pcs): 12-15 days
Lead time adjustable according to order quantity and part complexity.
What is the warranty period and after-sales support?
Finished products enjoy 12-month warranty against non-artificial damage. We provide lifelong technical support. Any on-site problems will get response within 24 hours and solutions within 48 hours. Defective items support free rework or full refund for worry-free cooperation.


