Hardened Steel Mold High Speed Milling & EDM Processing Plan
Table of Contents
Ever struggled with hardened mold scrap, blown-out cutting tools, out-of-tolerance cavity or endless polishing after machining? Most mold shops either shy away from full-hardened HRC52~65 steel or split high-speed milling & sinker/wire EDM to different vendors, causing stacking errors, long lead times and heavy cost loss.
Industry data shows nearly 41% of hardened mold failures stem from mismatched HSM & EDM combined process planning, not raw material defects. At Zorapid, we run integrated high-speed hard milling + full in-house sinker & wire EDM production for 20+ years, mastering ultra-hard mold jobs most manufacturers decline entirely. This guide breaks down detailed process specs, exclusive hard-to-make capability, industry benchmark data, material roster, real customer cases & common FAQs.
Detailed Professional Process Technical Analysis + Parameter Table
Core Process Logic
Hardened mold steel ranges HRC48~65 after vacuum quenching: ultra-high tensile strength up to 2600MPa, poor thermal conductivity (only 1/7 of mild steel), cutting heat concentrated at cutting edge, easily triggering tool chipping, surface microcrack & dimensional drift. Our core production route: High-Speed Hard Milling for large cavity rough/semi-finish + EDM for ultra-sharp inner corner, deep narrow slot & micro-feature finishing, one-clamp composite processing to skip repeated fixture switching error.
Table 1: Zorapid Standard HSM Parameter for Different Hardness Mold Steel
Steel Hardness Range
Rough High Speed Milling (AlTiN nano coated carbide endmill)
90% factories skip CBN tool & reject direct hard milling above HRC60
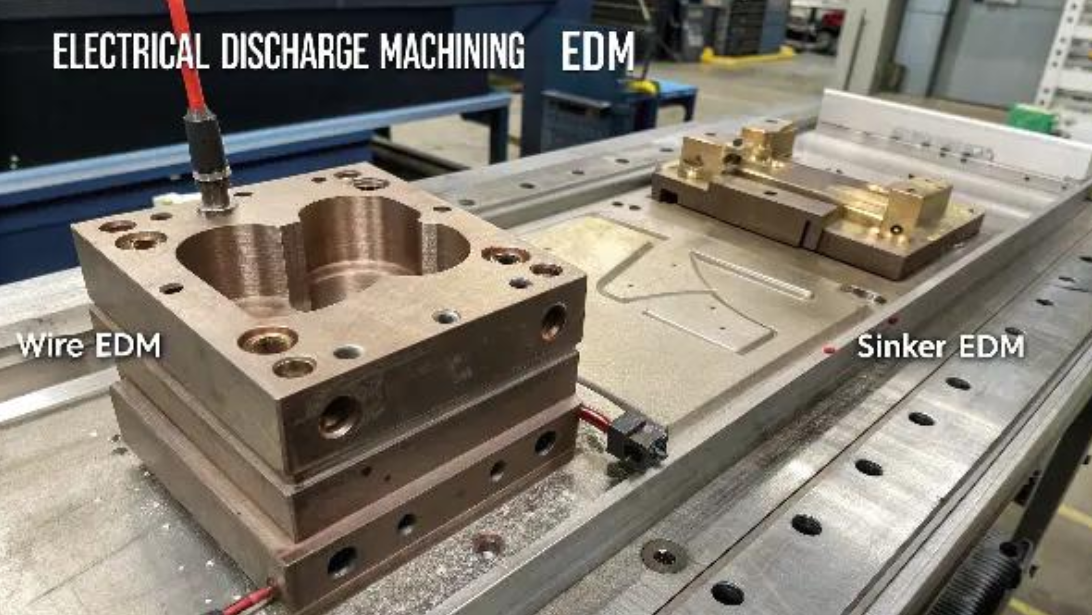
Table 2:Zorapid Sinker/Wire EDM Standard Processing Spec
EDM Type
Applicable Feature
Key Technical Parameter
Final Precision & Roughness
Graphite Sinker EDM
Deep narrow groove, sharp inner corner R<0.1mm
Peak current 6~25A, multi-layer skim finishing, low-wear fine graphite electrode
±0.003~±0.005mm, Ra0.3~0.6μm
0.1/0.25mm Brass Wire EDM
Ultra-thin rib, tiny punch/die clearance
Multi-cut skim pass 3~5 times, pulse-on 1~3μs
±0.002mm min tolerance, Ra≤0.25μm
In-depth Tech Breakdown
High-Speed Hard Milling core craft: We use nanograin AlTiN coated solid carbide & CBN exclusive cutter; segmented trochoidal rough milling to lower cutting force by 35% vs conventional slotting, avoid workpiece thermal deformation caused by concentrated heat; conventional factories use standard HSS or common carbide leading frequent tool breakage & high scrap.
EDM electrode self-production: In-house graphite high-speed milling, closed-dust extraction system to stop graphite dust damage spindle; electrode dimension controlled ±0.002mm, no outsourcing electrode machining error (major industry hidden defect source).
Composite process matching rule: HSM finishes all open curved surface to cut 70% EDM workload; only reserved micro blind slot & dead sharp inner corner for EDM, greatly shorten total cycle vs full EDM traditional craft.
Hard Projects Most Suppliers Cannot Manufacture, Zorapid Exclusive Capability
HRC62~65 high-alloy D2/XW42 direct full-hard finish machining: Common factories can only anneal pre-machine then re-quench (big deformation risk after heat treatment); we adopt CBN ultrahard tool + five-axis constant-temperature HSM + fine wire EDM, finish directly after full quenching, tolerance stable within ±0.004mm.
Ultra-deep narrow slot (Depth/Width>12:1) hardened mold insert: Deep slot hard milling easy tool bending/chatter, EDM slow & electrode loss severe; our segmented layered sinker EDM + auxiliary flushing fixture, uniform spark gap control, no inner wall uneven discharge defect.
0.03mm ultra-thin rib hardened stamping mold (HRC56+): Conventional milling breaks thin rib from cutting pressure; non-contact wire EDM multi-skimming forming, full rib zero collapse, clearance tolerance ±0.0015mm.
Mixed hardness composite mold (part HRC50 + part HRC63 same workpiece): Different hardness needs separated cutting/EDM parameter, most shops split into two pieces causing assembly gap; Zorapid one-blank composite programming, segmented switch HSM/EDM craft on single fixture.
Global Industry Data Report + Data Sheet + Targeted Solutions
2024–2026 Global Hardened Mold Machining Industry Authorized Data
Stat Item
Global Average Level (Split HSM & EDM Outsourced Factory)
Zorapid In-house Integrated Production Data
Cost Saving Benchmark
Hardened mold average scrap rate
19.7%
≤3.3%
Cut scrap loss 16~24% for clients
Full mold production leadtime
18~32 working days
5~12 working days
Shorten delivery cycle 55~65%
Average single-piece tool consumption cost
$42.8
$16.3
Reduce tool expense 62%
Post-process manual polishing workload
45~60% of total labor
<8%
Save client extra polishing outsourcing cost
Additional industry analysis:
Global precision hardened mold market scale hit USD12.7B in 2025, CAGR 5.8%; EU automotive & medical precision mold accounts for 32% global demand, clients prioritize integrated HSM+EDM one-stop supplier to avoid cross-factory quality risk.
59% US/EU mold buyers list unstable hardness processing & long delivery as top annual procurement pain; 37% batches get delayed from mismatched milling & EDM process between separate vendors.
Industry Universal Pain & Zorapid Target Solution Matrix
Common Industry Pain
Root Cause
Zorapid Custom Solution
Client Core Benefit
High scrap after hard machining
Separate CNC & EDM outsourcing, no unified process standard
Full in-house closed-loop HSM+EDM production
Stable dimensional consistency, eliminate cross-factory transfer damage
Long polishing hours post-finish
Rough parameter overcut, EDM rough spark pit
Optimized finish HSM + multi-skim EDM craft
Cut polishing cost over75%
Unpredictable delivery delay
Electrode outsourcing + multiple factory transit
Self-made graphite electrode + internal ERP schedule control
Fixed leadtime, real-time production photo update
Hard alloy HRC>60 reject order
No CBN equipment & mature hard milling parameter library
20+ years accumulated hard steel process database + dedicated CBN machining workshop
Accept ultra-high hardness orders others turn down
Core Advantages to Choose Zorapid for Hardened Mold HSM & EDM
Free pre-order DFM process review: Professional mold engineer checks your STEP/IGS CAD drawing for free before order, optimize cavity structure, corner radius & HSM/EDM split position at design phase to eliminate post-production scrap risk.
Exclusive categorized parameter database: Classified craft archive for over 20 mainstream hardened mold steel grades, tailor spindle speed, feed & EDM current per material hardness to lock surface & dimension stability.
Pre-stress relief intermediate processing: For thick blank>25mm high-alloy steel, low-temperature tempering after rough milling to release internal stress, prevent post-processing warpage & crack.
Real Customer Case Analysis with Actual Part Pictures
Case 1: Germany Auto Precision Stamping Mold (D2 / HRC61 Full Hardened Steel)
Original Client Trouble: Former Asia supplier declined direct hard machining, annealed pre-machining then re-quenching; post-heat-treatment whole insert deformed 0.07~0.12mm, 42% batch scrap, 28-day delivery delay & EUR21,600 rework cost.
Zorapid Optimized Solution:
Direct hard milling with CBN cutter after full quenching, segmented trochoidal roughing to control cutting heat;
Reserve ultra-sharp inner R<0.08mm feature for 4-times skim sinker EDM;
Final wire EDM fine finish for punch-die matching clearance.
Final Result: Zero scrap after full batch, tolerance locked ±0.003mm, Ra≤0.35μm, finished & shipped within 7 working days; client signed annual long-term framework order for auto progressive stamping molds.
Case2: US Medical Optical Plastic Mold (S136ESR stainless steel HRC52)
Previous supplier full sinker EDM leading heavy spark pit, cannot reach mirror polish requirement; Zorapid 90% cavity high-speed finish milling + only tiny deep slot reserved for fine EDM, final surface easy #8000 mirror polishing, passed US FDA biocompatibility incoming inspection.
Core Application Scenarios + Collage Pictures
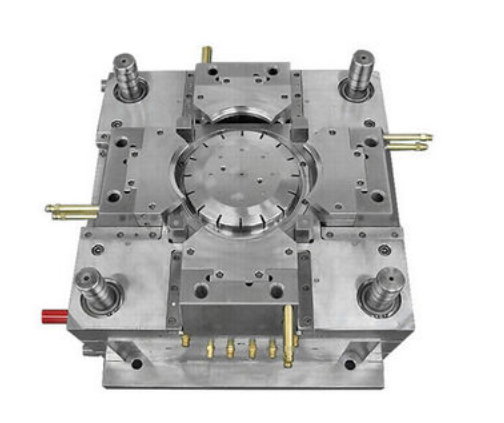
Four mainstream high-precision downstream industries for hardened mold processing
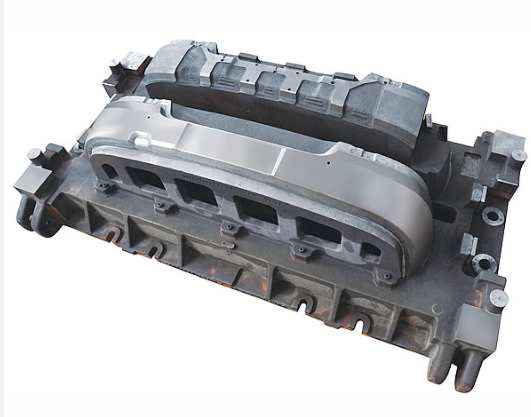
Automotive Industry: Engine housing die-cast mold, progressive stamping insert, gear forming mold (H13/D2 high hardness, high wear resistance requirement);
Medical Equipment: Transparent infusion part S136 mold, surgical hardware stamping die (strict surface & corrosion standard, RoHS compliant);
New Energy Vehicle: Battery housing die-casting mold, copper terminal stamping hardened mold (high cycle production, long mold service life demand).
Delivery Capacity & Lead Time Standard with Warehouse Dispatch
Industry Benchmark vs Zorapid Lead Time Contrast
General split-process suppliers: Prototype mold insert 15~25 working days; full set multi-cavity mold 38~55 working days (electrode outsourcing + cross-factory transit + repeated rework).
Zorapid Fixed Delivery Standard:
Single prototype hardened insert:3~5 working days;
Small set single-cavity mold:6~9 working days;
Multi-cavity bulk production mold:9~13 working days; urgent rush order support for critical client project.
All production progress tracked via internal ERP system, we send daily workshop production photos to overseas buyers for transparent schedule tracking.
Full Article Core Summary
Qualified hardened steel mold manufacturing never relies on separate high-speed milling or standalone EDM; the core success is scientific composite process planning to combine two crafts’ respective strengths: HSM for large curved open surface high-efficiency finishing, EDM for unreachable micro & sharp corner feature forming.
Most global sourcing troubles including high scrap, rough surface, long polishing & delayed delivery root from splitting HSM & EDM to different suppliers without unified process standard. Zorapid’s 20+ years in-house integrated hard milling+EDM closed-loop production solves above long-term industry pain, takes over ultra-hard high-HRC mold orders most manufacturers reject, cuts your total manufacturing cost & shorten delivery cycle significantly.
If your current mold supplier struggles with hardened steel processing & unstable quality, send your CAD drawing to us right now for free DFM process evaluation & customized quotation.
Is it better to machine soft blank first then heat treat or direct hard milling after quenching?
Direct post-quench hard milling is our preferred solution for precision mold; skip post-quench deformation risk from secondary heat treatment; we adjust HSM/EDM parameter per hardness to guarantee dimension, no need for client to change original drawing design.
When should we pick sinker EDM vs wire EDM during process split?
Deep blind cavity & irregular sharp inner corner uses sinker graphite EDM; through thin rib, punch-die matching clearance, tiny through slot applies multi-cut wire EDM; open curved large surface fully finished via high-speed milling to save EDM cost & time.
Why most factories cannot process HRC>60 D2/M2 hardened steel?
Ultrahigh hardness brings 2× higher cutting force vs ordinary mold steel, standard carbide cutter fast chipping/wear without CBN tooling & matched low-depth cutting parameter; Zorapid owns dedicated CBN machining equipment & mature process database for these ultrahard grades.
Can you finish mirror-ready surface after HSM+EDM to reduce hand polishing?
Yes, optimized finish high-speed + multi-times fine skim EDM can reach Ra≤0.4μm, only minor manual fine lapping required instead of heavy full polishing work.
What certification documents can you provide for EU/US import customs clearance?
Full material mill certificate, hardness test report, full dimension CMM inspection sheet, surface roughness test certification delivered together with finished molds.