Published by Zorapid Precision
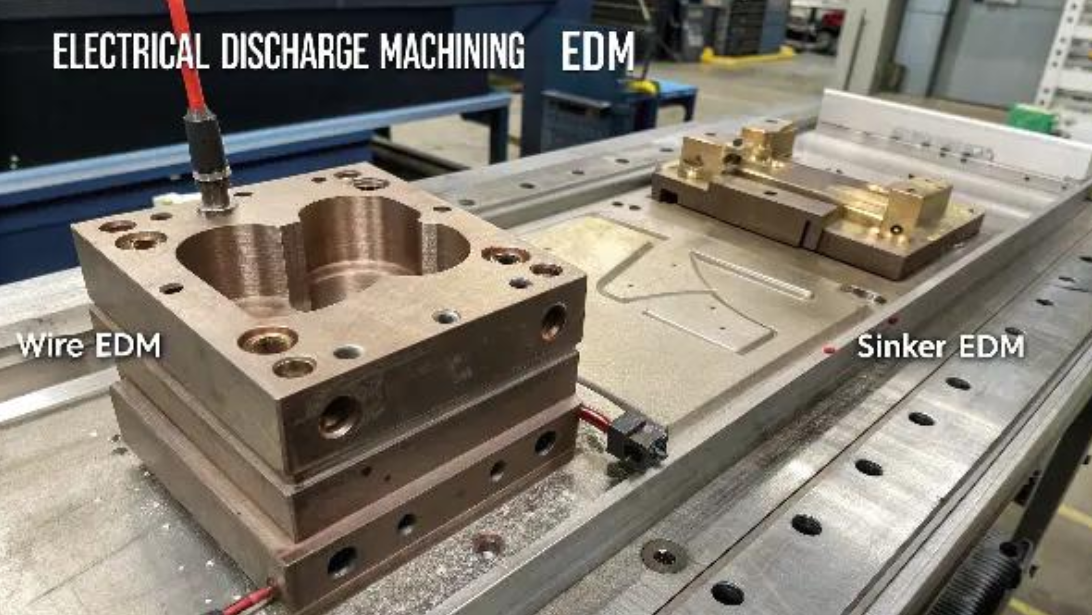
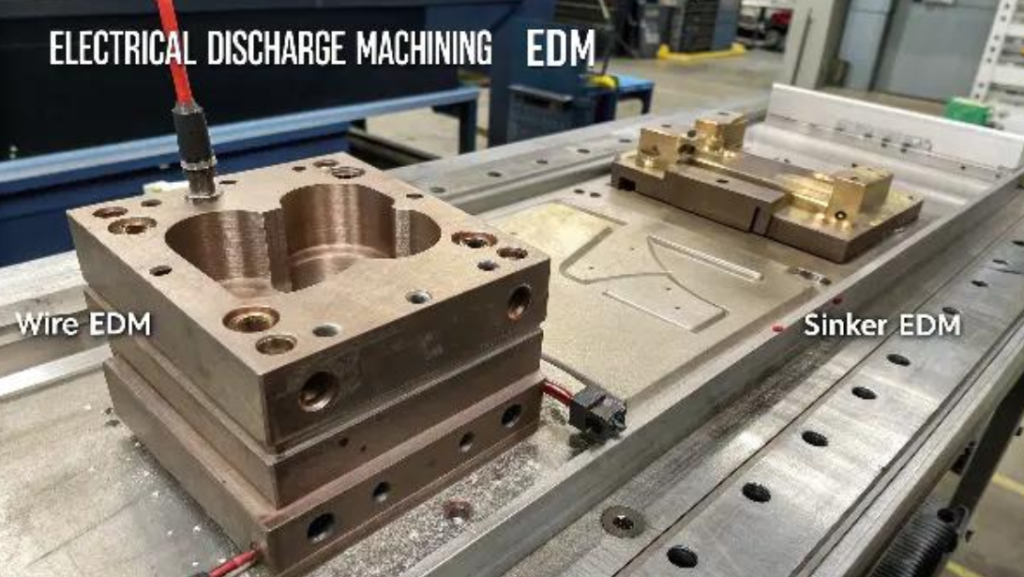
If you build injection molds, die casting dies, or precision stamping tooling, you’ve definitely asked this question: When do I pick Wire EDM, and when does Sinker EDM make more sense?
Lots of mold engineers waste time, rack up extra costs, or compromise part quality just by mispicking their EDM process. Both use spark erosion to machine hardened steel without cutting force—zero warpage, perfect sharp internal corners, works flawlessly on HRC 58–65 tool steel, carbide, and titanium mold inserts. But their core use cases for mold manufacturing are night and day.
At Zorapid, we run both high-precision Wire EDM and graphite/copper Sinker EDM cells daily for medical, automotive, consumer electronics, and aerospace molds. This guide breaks down their real-world mold applications side-by-side, no confusing textbook jargon—just shop-floor insights you can plug straight into your next DFM review or RFQ.
Quick 1-Sentence Core Difference
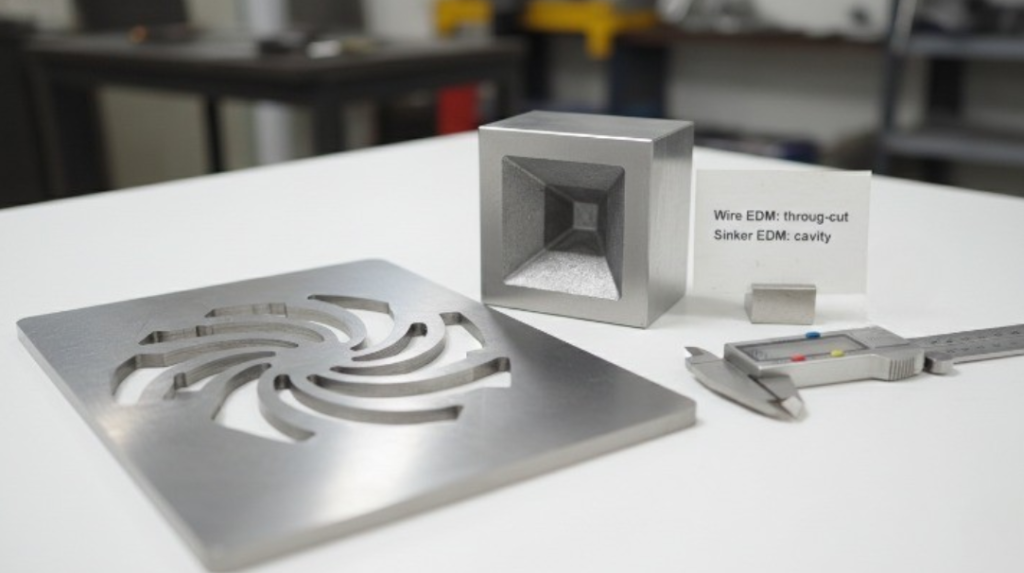
- Wire EDM (WEDM): Thin copper wire cuts fully through mold steel—specialized for 2D through profiles, punch/die sets, thin mold inserts, tight-tolerance slits.
- Sinker EDM (Ram / Cavity EDM): Custom graphite/copper electrode burns blind 3D cavities inside mold blocks—built for core/cavity molding surfaces, deep ribs, logos, texture engraving.
How Each EDM Process Actually Works for Molds
Wire EDM Breakdown for Mold Shops
A continuous thin copper wire (0.02–0.33 mm diameter) runs between upper/lower guides, submerged in deionized water dielectric. CNC follows your CAD contour to spark-erode material all the way through the mold plate. No custom tooling/electrodes needed upfront—upload your file, thread wire, start cutting.
Key mold-specific perks: Near-zero kerf width, ultra-tight repeat tolerances down to ±0.0025 mm, no secondary grinding needed for shut-off faces.
Sinker EDM Breakdown for Mold Shops
You machine a shaped electrode (graphite for fast roughing, copper for mirror finish fine finishing) that’s the inverse of your mold cavity. The machine plunges this electrode vertically into the mold steel submerged in oil dielectric, sparking away material to replicate every 3D detail of the electrode as a blind pocket.
Key mold-specific perks: Handles deep enclosed ribs, undercuts, textured mold surfaces, logo engravings, complex free-form 3D core geometry impossible to mill or wire cut.
Mold Manufacturing Applications: Wire EDM
Wire EDM only shines when your mold feature is a through-cut (penetrates the full thickness of the mold plate). Below are the most common mold jobs we run at Zorapid with Wire EDM:
Primary Wire EDM Mold Applications
- Stamping Punch & Die Sets The #1 Wire EDM mold job. Punches, die cutouts, blanking inserts, trim steels all require fully through complex 2D profiles with razor-sharp edges. Wire cuts hardened D2, SKD11, or DC53 steel without tool deflection, holding consistent clearance gaps critical to eliminate burrs on stamped plastic/metal parts.
- Mold Slits, Vent Slots & Thin Shut-off Ribs Tiny, long through vents for injection molds (0.01–0.05 mm gap thin slits). Conventional milling can’t reach narrow widths without broken endmills; Wire EDM slices clean through hardened steel with minimal kerf, no secondary polishing required.
- Separate Mold Inserts, Wear Pads & Slide Core Blanks Pre-cut finished insert outlines straight from heat-treated mold blocks. Instead of rough milling + grinding, Wire EDM finishes full insert perimeter in one pass, perfect for small medical mold inserts and semiconductor mold wear components.
- Angled Tapered Mold Holes & Guide Pin Clearances Wire EDM supports programmable taper cutting for draft angles on through mold holes—ideal for ejection pin sleeves, guide bushing cutouts that run through the entire mold plate.
- Multi-Cavity Mold Plate Cutouts & Stack Mold Frames Large precision through cutouts for multi-cavity family molds. Low setup cost for prototype mold batches (1–10 mold plates) because you skip custom electrode fabrication.
When Wire EDM Is NOT Right for Molds
Any blind cavity, internal 3D depth feature, logo/texture engraving, or enclosed rib that does not punch all the way through the mold block—wire cannot reach trapped internal geometry.
Mold Manufacturing Applications: Sinker EDM
Sinker EDM’s superpower is blind, enclosed 3D mold geometry—features that stop inside the steel with no through opening. This is the go-to process for 90% of injection mold core and cavity work at Zorapid.
Primary Sinker EDM Mold Applications
- Full Injection Mold Core & Cavity Surfaces (Most Common Mold Job) Deep, complex blind cavities for consumer plastic housings, medical syringe molds, automotive lens molds. Milling leaves large radii and cannot reach tight deep internal corners; Sinker EDM burns sharp 0.03 mm internal radii straight into HRC 62 P20, S136, NAK80, or STAVAX mold steel. We regularly hit Ra 0.1–0.4 μm mirror finishes for optical mold surfaces with copper finishing electrodes.
- Deep Narrow Mold Ribs & Undercut Features Tall, thin reinforcing ribs inside product cavities. Long milling tools deflect and vibrate; custom thin graphite electrodes sink straight down to machine deep blind ribs without tool chatter. Also handles internal undercuts that CNC milling cannot access.
- Mold Surface Texturing, Logos, Serial Numbers & Fine Engravings Every cosmetic mold detail: matte grain textures, brand logos, part serial numbers, embossed icons. Electrodes are etched with your artwork, then sinker EDM transfers the exact texture into the mold cavity in one finishing cycle—consistent texture across all mold cavities, no hand engraving labor.
- Blind Ejector Pin Pockets, Counterbores & Hidden Mold Features Recessed blind pockets under mold cores for ejector pins, springs, slide locking mechanisms. These are fully enclosed, no through access—Wire EDM cannot penetrate to machine these internal recesses.
- Die Cast Mold Deep Impressions & Forging Die Cavities High-volume aluminum/zinc die casting molds demand deep, robust blind cavities. Reusable sinker electrodes deliver repeatable cavity geometry across dozens of identical die cast mold blocks, lowering long-run total production cost.
When Sinker EDM Is NOT Right for Molds
Simple flat through-cut profiles, low-quantity prototype single-use inserts, or thin plate outlines—fabricating custom electrodes adds unnecessary lead time and cost vs. direct Wire EDM cutting.
Side-by-Side Mold Making Comparison Table
| Comparison Metric | Wire EDM for Molds | Sinker EDM for Molds |
|---|---|---|
| Core Mold Geometry Fit | Full through 2D profiles, tapered through holes | Blind 3D cavities, deep ribs, enclosed undercuts, cosmetic textures/logos |
| Standard Mold Tolerance | ±0.0025 mm (ultra-precise) | ±0.005 mm (precision cavity grade) |
| Mold Surface Finish | Ra 0.2–0.8 μm | Ra 0.1–1.6 μm (mirror polish capable) |
| Upfront Mold Setup Cost | Low – no custom electrodes | High – requires machined graphite/copper electrodes |
| Best Mold Batch Size | Prototypes, low-volume (1–15 molds/inserts) | Mass production molds, multi-cavity high-run tooling (20+ identical cavities) |
| Typical Mold Parts Made | Stamping punches, vent slits, mold inserts, guide hole cutouts | Injection core/cavity blocks, textured cosmetic molds, deep rib medical molds, die casting dies |
| Dielectric Fluid | Deionized water (low thermal stress) | Hydrocarbon oil (superior surface finishing) |
| Minimum Internal Corner Radius | Equal to wire diameter (~0.02 mm) | Equal to electrode tip radius (~0.03 mm) |
| Key Mold Limitation | Cannot machine blind internal features | Slow for simple through plate cutouts; electrode wear adds offsets |
Real Zorapid Mold Case Studies
Case 1: Medical Disposable Syringe Mold (Sinker EDM Success)
Client needed 16-cavity S136 medical injection mold with ultra-deep blind barrel cavities and micro embossed medical logos.
- Challenge: 32 mm deep enclosed blind cavities with 0.04 mm sharp internal corners—CNC milling left oversized radii, Wire EDM could not reach blind depth.
- Zorapid Solution: Multi-stage copper rough/finish sinker electrodes. Sinker EDM delivered mirror cavity finish Ra 0.18 μm, eliminated 40% manual polishing time. Passed Class 100 medical mold surface specs.
Case 2: Automotive EV Connector Stamping Die (Wire EDM Success)
Hardened SKD11 stamping die set with 28 complex through punch cutouts, tight 0.003 mm clearance requirements.
- Challenge: Milling created deflection and inconsistent gap tolerances across all punch profiles. Custom sinker electrodes would double lead time for prototype batch of 8 die plates.
- Zorapid Solution: Wire EDM unattended overnight cutting. Held uniform clearance across all through profiles, zero post-grinding, cut total mold lead time by 3 days vs sinker EDM workflow.
Hybrid EDM Mold Workflow (Zorapid Recommended Best Practice)
90% of complex production molds we manufacture use both Wire + Sinker EDM in sequence for maximum speed, quality, and cost control—this is the workflow we share with all our US/EU mold clients:
- CNC rough mill mold block bulk material removal
- Heat treat mold steel to target HRC hardness
- Wire EDM first: Cut all through inserts, vent slits, punch outlines, guide holes
- Sinker EDM second: Machine all blind core/cavity surfaces, deep ribs, textures, logos
- Minor hand polish or optical finishing pass for cosmetic mold surfaces
This hybrid approach avoids the biggest mold maker pain points: wasted electrode material, slow through-cut processing with sinker EDM, and unreachable blind cavities with wire EDM alone.
Quick Decision Cheat Sheet for Mold Engineers
Ask yourself these two questions to instantly select the right EDM for your mold feature:
- Is the feature fully through the mold plate?
- YES → Choose Wire EDM
- NO (blind internal cavity/rib/logo) → Choose Sinker EDM
- Is this a low-volume prototype insert or simple outline cut?
- YES → Wire EDM saves electrode cost & lead time
- Is this a production injection core/cavity with cosmetic texture/deep enclosed geometry?
- YES → Sinker EDM delivers unbeatable mold surface & detail
FAQ
Can Wire EDM make mold cavities like Sinker EDM?
No. Wire only cuts through material; it cannot sink into blind enclosed pockets where there is no exit hole for the wire to pass through. All mold core/cavity blind surfaces require sinker EDM.
Which EDM is cheaper for small prototype molds?
Wire EDM is far more cost-effective for small mold prototypes. You skip electrode CNC machining, cutting setup labor and lead time by 2–5 days per mold plate.
Does Sinker EDM work for hardened mold steel over HRC 60?
Absolutely. Spark erosion removes material regardless of hardness. At Zorapid, sinker EDM regularly machines STAVAX, carbide, and HRC 63 tool steel for optical and medical molds with zero surface distortion.
Can I add mold texture with Wire EDM?
No. Texture, logos, and fine embossing require custom shaped electrodes used exclusively with sinker EDM. Wire only creates smooth through-cut contours.
Closing
Picking the wrong EDM process for your mold doesn’t just slow down your timeline—it inflates machining costs and risks cosmetic or dimensional defects on finished molded parts.
Zorapid Precision operates dedicated Wire and Sinker EDM production cells built exclusively for mold manufacturing, serving injection, die cast, stamping, medical, automotive, and aerospace toolmakers across North America, Europe, and Southeast Asia. We offer full DFM review, hybrid EDM mold workflows, first article inspection (FAI), and ISO 9001 / AS9100 certified precision machining.
Upload your mold CAD file today for a free technical review and transparent RFQ. Our mold engineering team will map out the optimal Wire/Sinker EDM workflow to cut your lead time and lower total tooling cost.