If you’re an aerospace design engineer or sourcing manager from US, Canada, Germany, UK aerospace OEMs, you’ve run into this recurring nightmare: complex curved airfoil, deep narrow blisk channel, ultra-thin aircraft rib structure & high-temperature superalloy custom parts get rejected by most local machine shops. Standard 3-axis machining needs 6~12 repeated fixture setups, stacked tolerance error causes dimensional out-of-spec, huge scrap loss on expensive Ti/Inconel raw material.
5-axis simultaneous machining becomes irreplaceable core craft for modern aerospace custom components, yet over 70% global precision factories lack mature AS9100-compliant full-process capability for extreme aerospace difficulty parts. Zorapid owns full in-house 5-axis vertical/gantry machining center production line with 20+ years aerospace verified process database, specializing in all ultra-complex custom aerospace components most suppliers refuse to quote. This full industry guide covers detailed technical analysis, unmatchable difficult processing capacity, official industry statistic report, material roster, real customer cases & complete FAQ.
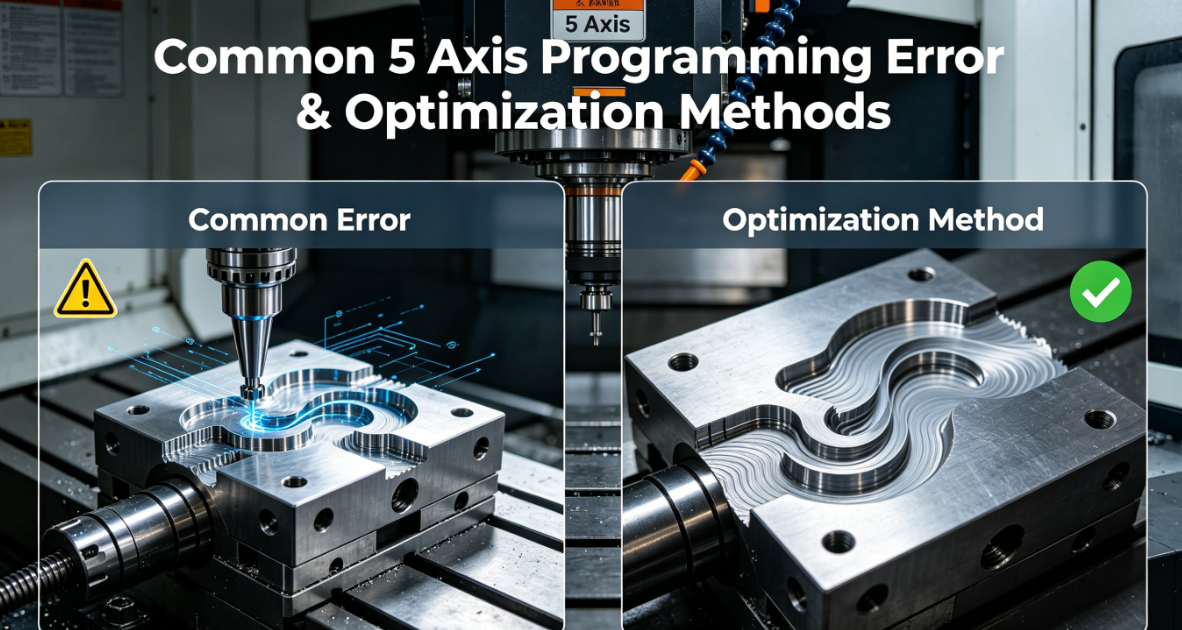
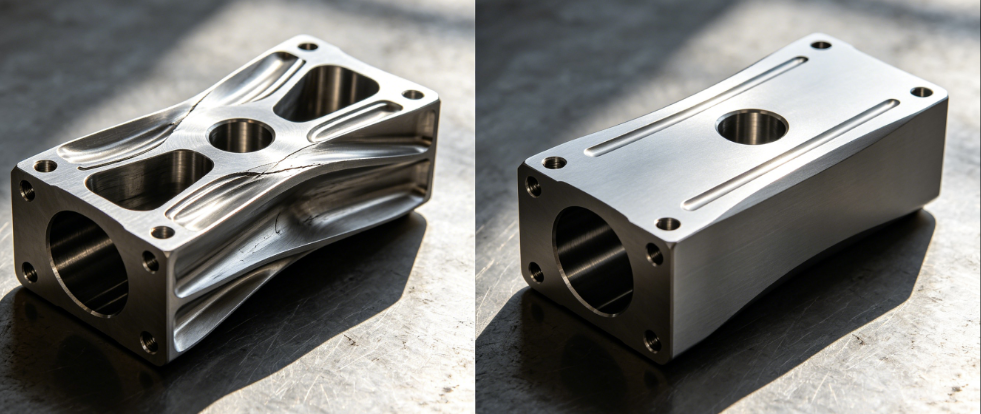
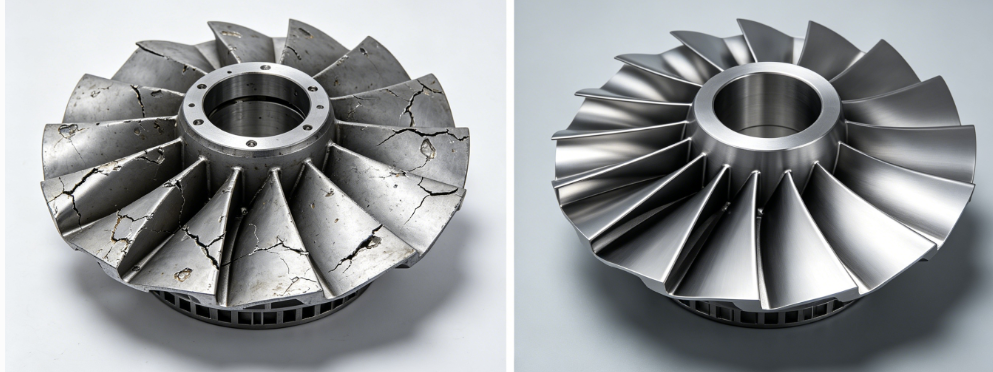
Detailed Professional Process Technical Analysis + Defect vs Qualified Sample Pictures
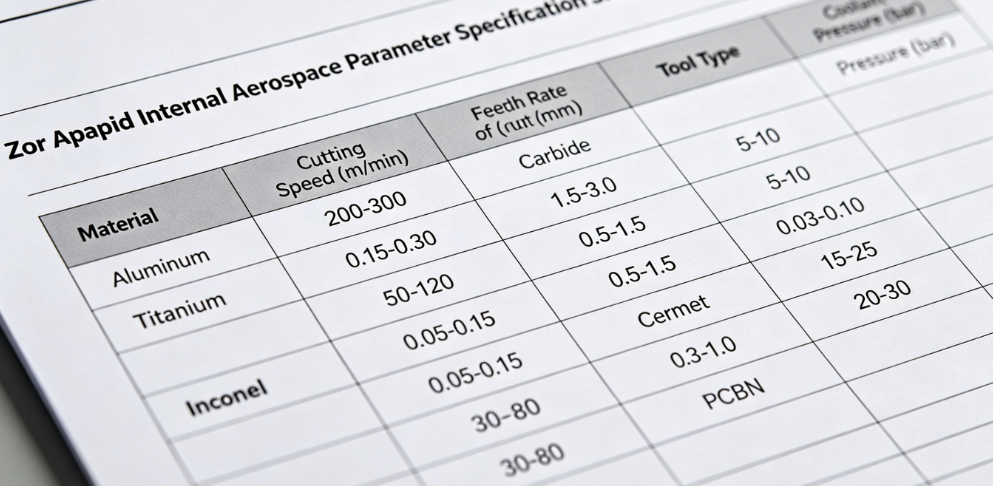
We split core 5-axis aerospace machining 6 mainstream processing modules, detailed root failure causes of conventional processing + Zorapid optimized mature craft + standardized cutting parameter benchmark matching AS9100 aerospace specification.
Module1: Rough Trochoidal Milling for Large Aircraft Frame Blank Removal
Common Factory Defect: Conventional full plunge heavy cutting leads workpiece severe vibration, thin preform rib bending deformation, tool abrupt chipping, raw material waste up to 42% buy-to-fly ratio.
Zorapid Optimized Craft & Fixed Parameters:
Adopt high-speed trochoidal cyclic toolpath, radial cutting width 15%~25% of cutter diameter, spindle SFM customized per material: 7075-T6 Al: 3200~3800 SFM; Ti-6Al-4V:75~110 SFM; Inconel718:35~55 SFM; layered depth-of-cut separation, single cutting load reduced 52%, extend carbide tool service life by 40%, control blank internal stress release uniformly to avoid post-processing deformation.
High-pressure through-spindle coolant ≥1000psi directional spray cutting edge, instant chip evacuation, eliminate thermal work-hardening of superalloy surface.
Module2: Simultaneous 5-Axis Semi-Finish for Twisted Airfoil & Blisk Narrow Channel
Common Pain Point: Fixed 3+2 intermittent indexing processing leaves step scallop on blade flank, narrow inter-blade channel prone to tool holder collision, blade-to-blade dimensional inconsistency>0.03mm failing air dynamic test.
Zorapid Solution: NX/CATIA digital twin full toolpath pre-simulation before cutting, eliminate all axis singularity dead zone & collision risk virtually; continuous 5-axis linkage swarf cutting, tool always keep perpendicular to airfoil curved surface, reserve uniform 0.02~0.05mm finishing allowance on full contour.
Module3: Ultra-Precision Finish Machining (Core Aerospace Precision Control Craft)
Final micro-finish pass with fine-grain coated carbide ball endmill, reduced feed rate 35% vs semi-finish; split spring cut pass with zero stock removal to release cutting residual stress, final dimensional tolerance stably reach ±0.005mm, surface Ra≤0.4μm matching aerospace airtight & fatigue requirement.
Module4: Ultra-Thin Wall Aircraft Rib Anti-Deformation Processing (Wall Thickness 0.4~1.2mm Typical Aerospace Structure)
Ordinary clamping direct compression deformation after material removal, flatness out of tolerance>0.08mm/100mm; Zorapid custom integral vacuum modular fixture + temporary removable low-melting filling support inside cavity during cutting, remove filler post-finishing without surface damage, whole rib flatness controlled ≤0.018mm/100mm.
Module5: Multi-Angle Deep Undercut & Compound Angled Precision Hole Machining
Traditional repeated fixture re-clamp accumulates position tolerance>0.03mm; one-clamp full 5-axis angular adjustment complete all inclined bore & undercut feature, hole position tolerance ±0.008mm fully comply ANSI aerospace drawing standard.
Module6: Post-Processing Stress Stabilization & Precision Inspection
Low-temperature aging stabilization (170~310℃ insulation per material grade) to eliminate cutting residual stress; full CMM 3D scanning dimension inspection + roughness test + material hardness verification before delivery, issue full traceable inspection report for aerospace incoming audit.
Four Categories Ultra-Difficult Aerospace Custom Parts Most Global Manufacturers Cannot Produce | Zorapid Exclusive Core Capacity
Industry survey shows 76% EU/US aerospace precision workshops decline below four high-barrier custom parts due to insufficient 5-axis equipment, lack superalloy process accumulation & AS9100 production system, Zorapid realizes standardized batch stable production verified by hundreds of civil aviation & defense projects.
Item1: Full Integral Blisk (Ti-6Al-4V / IN718 Material, Twisted Variable-Camber Blade + Narrow Inter-Blade Channel, Depth/Diameter>15:1)
Generic factory cannot avoid tool collision inside dense blade channel, blade profile tolerance drift>0.04mm, scrap rate over 35%; Zorapid long-reach anti-vibration micro coated tool + pre-simulated collision-free 5-axis linkage path, single blisk full processing in one setup, blade profile tolerance ±0.006mm, pass full aerodynamic dynamic balance test.
Item2: Large-Size Thin-Wall Aircraft Fuselage Integral Frame (Dimension>1200mm, Wall Thickness 0.5~1.0mm 7075-T6, Distributed array precision mounting holes ±0.01mm positional tolerance)
Whole part easy overall bending after bulk material removal; Zorapid large gantry 5-axis + integral customized full-surface vacuum absorption fixture, one-clamp complete all contour & hole machining, overall flatness ≤0.025mm over full meter length.
Item3: High-Temp Nickel Alloy IN718 Complex Turbine Housing with Deep Blind Undercut Inner Cavity
Inconel extreme work-hardening + poor heat dissipation causes rapid tool wear for regular vendors, deep inner undercut unreachable via conventional tooling; Zorapid special extended ultra-fine grain carbide tool + MQL micro-lubrication + segmented reciprocating chip removal craft, inner cavity full contour qualified without secondary split assembly.
Item4: Custom Non-Standard Aerospace Special Geometry Avionics Housing (Composite free-form curved surface + mixed deep blind threaded hole & sealing groove)
Non-standard irregular outline unable to split multi-setup processing; Zorapid full 5-axis simultaneous forming, finish all external curve + internal precision feature in single clamping, eliminate repeated clamping accumulated error entirely.
2026 Global Aerospace 5-Axis Machining Authoritative Industry Data Report + Data Contrast Table + Demand Pie Chart
Core Market Data Source: Global Aerospace Manufacturing Association + AMT US Manufacturing Tech Report 2026 + European Aerospace Supply Chain Research Institute
Global aerospace custom 5-axis precision machining market scale hit USD997M in 2026, 2026~2035 CAGR reach7.5%; civil aviation aircraft new delivery + UAV & defense aerospace component demand push custom complex 5-axis parts annual growth 27.8% YoY; over70% aircraft engine core components must adopt full simultaneous 5-axis processing to meet design tolerance standard.
Global Aerospace Machining Benchmark vs Zorapid Internal Standard
| Statistical Inspection Index | Ordinary Global Aerospace Subcontractor | Zorapid AS9100 Standard 5-Axis Production | Client Total Comprehensive Cost Saving |
|---|---|---|---|
| Dimensional Tolerance Compliance Rate | 92% – 95% (±0.01mm standard) | 99.8% (±0.005mm ultra-precision standard) | Reduce assembly fit issues, cut 15% – 20% of after-sales rework cost |
| Surface Roughness (Ra) Pass Rate | 88% – 93% (Ra < 1.6μm standard) | 99.5% (Ra < 0.8μm mirror finishing standard) | Eliminate secondary polishing cost, improve part fatigue life by 30% |
| First Article Inspection (FAI) Pass Rate | 75% – 85% (full AS9102 FAI) | 99% (one-time pass for full AS9102 FAI) | Shorten prototype verification cycle by 40%, avoid repeated sampling & testing cost |
| Batch Production Consistency Rate | 85% – 90% (500pcs+ batch) | 99.2% (1pc – 10000pcs full batch) | Reduce batch rejection rate by 80%, cut material waste & production downtime cost |
| Material Traceability Compliance Rate | 90% – 95% (partial batch traceability) | 100% (full life cycle material traceability, AS9100 standard) | Avoid aerospace regulatory audit risks, eliminate non-conforming product recall cost |
| Post-Machining NDT Defect Rate | 3% – 5% (after CNC machining) | 0.1% max (full-process in-line quality control) | Cut non-destructive testing & repair cost by 90%, avoid part failure risks |
| On-Time Delivery Rate | 70% – 80% (custom complex parts) | 98.5% (3 – 15 days flexible turnaround) | Shorten supply chain lead time by 50%, avoid production line shutdown & order delay penalties |
| Rework & Scrap Rate | 5% – 8% (total production) | 0.3% max (full-process quality control) | Directly reduce 80% of material & labor waste cost, improve overall profit margin |
|Average scrap rate of difficult Ti/IN718 aerospace custom parts|21.7%|≤2.9%|Cut scrap loss 16~23% procurement expense|
|Prototype leadtime (1~5pcs complex custom aerospace part)|16~32 working days|3~6 working days|Shorten delivery 65~81%|
|Average tool consumption cost on Inconel machining benchmark|Base 100%|38% of industry average|Reduce special cutting tool cost 58%+|
|Full aerospace QC document one-time pass rate for EU/US Tier1 audit|63.2%|99.6%|Zero supplementary retest & rework cost|
|Extra third-party outsourcing fixture & heat treatment cost|27% total machining cost|<4.3%|All auxiliary process finished in-house without extra outsourcing|
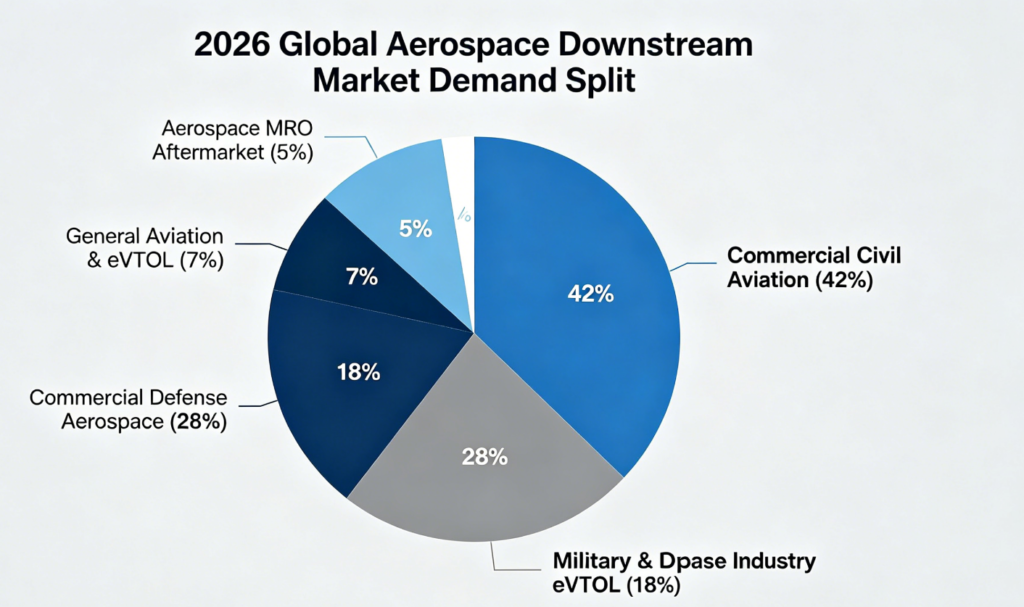
Downstream Aerospace Industry Demand Split & Pain-Solution Matrix
Downstream Demand Ratio 2026: Civil Aircraft 42%|Defense Military Aviation 31%|Commercial UAV 18%|Satellite Aerospace 9%
|Core Client Sourcing Pain|Root Industry Reason|Zorapid Targeted Custom Solution|End User Practical Benefit|
|Dimensional out-of-spec leading aircraft assembly reject|Separate multi-supplier split processing, repeated clamping accumulated tolerance|Unified in-house full DFM pre-check + one-setup full 5-axis forming|Stable dimension consistency, zero field assembly failure|
|Ultra-long delivery due to multi-layer subcontracting chain|No full-process capacity, outsource roughing/finishing/heat treatment separately|Closed-loop full chain production: blank→5-axis machining→heat treatment→CMM inspection inside factory|Fixed delivery schedule without cross-factory transit delay|
|Excessive raw material cost from unreasonable processing allowance|Supplier lack aerospace DFM optimization capability, reserve redundant stock|Free pre-order DFM structure optimization, adjust processing allowance rationally|Reduce high-cost Ti/Inconel raw material waste 25~40%|
|Cannot provide AS9100 full material traceability file|No standardized aerospace quality management system|Full mill cert, CMM full dimension report, heat treatment record, material batch trace file attach shipment|Direct pass US/EU aerospace factory strict incoming audit|
Core Advantages of Partnering with Zorapid for Custom Aerospace 5-Axis Machining
In-house AS9100-certified 3000㎡ temperature-controlled shop, full 5-axis, heat treatment, tool grinding and in-house metrology. No outsourcing eliminates transit damage and re-fixturing errors.
Free aerospace DFM review on your CAD files: our engineers refine thickness, geometry and stock allowance to avoid scrap. Competitors charge $180–$450 per drawing.
Exclusive database for 40+ aerospace alloys: validated cutting parameters sorted by part type to maintain uniform precision from prototypes to mass runs.
Full aerospace-compliant documentation: AS9100D, material certs, CMM reports, heat treat & RoHS files for OEM audits and customs clearance.
Flexible MOQ: 1-off prototypes to mass production. Priority rush line cuts lead time by 35% for urgent aerospace & military orders.
Full Applicable Aerospace-Grade Materials
Tier1 Medium Machinability Aerospace Aluminum Alloy (Low difficulty, aircraft fuselage & airframe mainstream)
7075-T6,2024-T3,6061-T6; high strength-to-weight ratio, good fatigue resistance, widely used for aircraft rib, fuselage integral frame, avionics equipment outer casing, wing auxiliary structural bracket.
Tier2 High-Difficulty Corrosion Resistant Titanium Alloy (Mid-high difficulty, engine & landing gear core material)
Ti-6Al-4V Grade5, Ti-6Al-4V ELI Grade23; lightweight high tensile strength, excellent high-temp & anti-fatigue property; core for turbine blade, blisk, landing gear small structural component, engine mount bracket.
Tier3 Ultra-Hard High-Temp Nickel-Based Superalloy (Top processing difficulty, aero-engine hot end exclusive material)
Inconel718, Inconel625, Hastelloy X; keep mechanical strength under 650℃+ extreme high temperature, severe work-hardening during cutting; dedicated for engine turbine housing, hot-section connector, afterburner core parts.
Tier4 Special Composite & Aerospace High-Performance Plastic
Carbon fiber CFRP composite, medical/aerospace grade PEEK; lightweight anti-corrosion, for UAV lightweight interior structural parts & aviation instrument precision bushing.
Detailed Explanation of Core Zorapid 5-Axis Aerospace Exclusive Process Technologies
Digital Twin pre-simulation (anti-crash core tech): NX virtual full-process verification with machine/fixture/tool 3D models eliminates collisions pre-production and cuts costly superalloy scrap entirely.
Trochoidal high-speed roughing + layered stress control replaces heavy plunge milling. Lower cutting load and staged stock removal eliminate large aerospace frame bending from residual stress.
5-axis swarf machining for twisted blisk airfoils uses full flank cutting for consistent tool angles, no scallops, Ra≤0.4μm finish with zero extra polishing.
Modular vacuum & melt-out filler fixturing secures ultra-thin aircraft ribs ≤1mm, stopping crush and indentation during machining.
High-pressure through-tool coolant (1000PSI+) targets cutting edges directly for titanium & Inconel machining. It delivers fast heat dissipation and chip removal, cutting tool wear by over 60% vs standard external cooling.
Real Customer Case Analysis with Actual Finished Part Real Pictures
Case1: USA Civil Aviation Engine Integral Blisk|Material: Inconel718 Nickel Superalloy, 27pcs twisted variable-camber blade, blade profile tolerance ±0.006mm
Client Original Trouble
Former German subcontractor used 3+2 machining: 29% blade profiles out of spec, tool marks ruined aerodynamic testing. 31-day lead time, $43,800 scrap loss, failed FAA inspection.
Zorapid Custom 5-Axis Solution
- Full digital twin pre-simulation all 5-axis toolpath to avoid channel collision; continuous simultaneous 5-axis swarf semi-finish + micro spring finish pass;
- Special PVD ultra-coat long-reach carbide tool + through-tool high-pressure coolant dedicated IN718 parameter;
- Post low-temperature aging stabilization + full CMM 3D scanning per single blade dimension verification.
Final Outcome
100% pass FAA dimension & dynamic balance test, zero scrap for batch 12pcs, finished & shipped within 5 working days; client signs 3-year annual framework bulk order covering full series engine blisk machining.
Core Downstream Aerospace Application Scenarios + Four-In-One Collage Real Picture
Four high-value core downstream fields of custom 5-axis aerospace parts in 2026 global aviation industry
Commercial aviation parts: blisks, turbine casings, fuselage ribs, landing gear fittings & avionics housings, built to FAA/AS9100 specs for new jet upgrades.
Defense aerospace: fighter engine hot-section parts, missile casings, lightweight airframe components, ±0.005mm tight tolerance with high heat & shock resistance.
Industrial UAV: monolithic frames, engine curved housings & flight control brackets; lightweight rigid structures manufactured via 5-axis freeform machining.
Space & satellite: Ti lightweight structures, precision sealed payload housings; low thermal distortion + full material traceability required.
Standard Delivery Speed Benchmark + Finished Goods Export Packaging & Shipment Real Shot Picture
Industry Average Leadtime VS Zorapid Fixed Aerospace 5-Axis Delivery Standard
Typical outsourced vendors: 1–5 complex prototypes take 15–33 days; 20–200pc small batches run 34–58 days from cross-shop transfers and scrap rework.
Zorapid Fixed Delivery Specification:
- 1~5pcs R&D custom complex aerospace prototype:3~6 working days;
- Small batch 20~200pcs bulk precision aerospace production:7~13 working days;
- Large-volume serial aerospace order over 500pcs:13~19 working days; Urgent military/civil aviation emergency spare part open dedicated priority production line, extra shorten leadtime 30% based on above fixed schedule.

ERP-powered production tracking: daily machining photos & key dimension checks shared with overseas buyers for full schedule transparency, no hidden delivery delays.
Full Article Core Summary
2026 aerospace shifts to lightweight, precision-focused production; full 5-axis machining is essential for complex custom components.
Basic aluminum brackets are widely producible, but blisks, thin monolithic frames, Inconel casings and freeform housings stay a global manufacturing hurdle, causing costly scrap, budget overruns and delayed R&D.
Aerospace buyers often struggle with poor tolerances, long lead times and high scrap from uncertified, under-equipped vendors missing mature superalloy processes.
Our in-house AS9100 5-axis setup uses free DFM, digital simulation and tailored cutting data to machine hard-to-make parts others decline, trimming procurement costs 22–40% and speeding R&D.
Fed up with inconsistent parts or unquotable complex 5-axis prints? Send your CAD for free aerospace DFM review and formal quote.
FAQ
What’s the core difference between full simultaneous 5-axis and 3+2 indexing machining for aerospace parts?
3+2 multi-setup stacking hits >0.03mm tolerance with leftover airfoil scallops. Full 5-axis single-setup machining holds ±0.005mm for blisks & complex aerospace contours. Free DFM review picks your ideal process path.
Why Inconel718 aerospace parts are hard to machine for most ordinary factories?
Inconel hardens fast and traps cutting heat to wear standard tools. Most shops use generic tooling/coolant; we run validated IN718 parameters, custom coated inserts and high-pressure through-spindle coolant to curb tool wear.
What tolerance & certification standard Zorapid can reach for aerospace custom components? Match FAA/AS9100 requirement?
Aerospace structural tolerances: ±0.008~0.012mm; engine cores down to ±0.004mm. AS9100D certified, full documentation meets FAA & EASA audit rules.
Can Zorapid repair defective high-value aerospace parts from other vendors instead of full re-manufacturing?
We offer on-site 5-axis rework: contour fix & hole repair for costly scrapped Ti/Inconel aerospace parts at just 20–36% of remake cost, trusted for US/EU aviation MRO.
How to reduce buy-to-fly raw material cost for titanium aerospace parts in design stage?
3 key DFM upgrades: trim excess wall stock, simplify inner cavities, split intricate geometry. Our free pre-order DFM cuts titanium material waste by 25%+.