US/EU design and sourcing managers lose budget & timeline to flawed threads: pitch errors, rough flanks, out-of-spec diameters, burrs and broken taps spark scrap, gauge fails and prototype delays. Typical shops handle standard UNC/metric threads on regular metals yet struggle with micro, superalloy, deep blind and custom-profile threading.
With 20+ years of threading data and in-house Swiss & 5-axis turn equipment, Zorapid resolves tricky thread issues other manufacturers pass on. Our guide covers turning flaws, root causes, solutions, specialty threading, 2026 industry stats, client cases and FAQs.
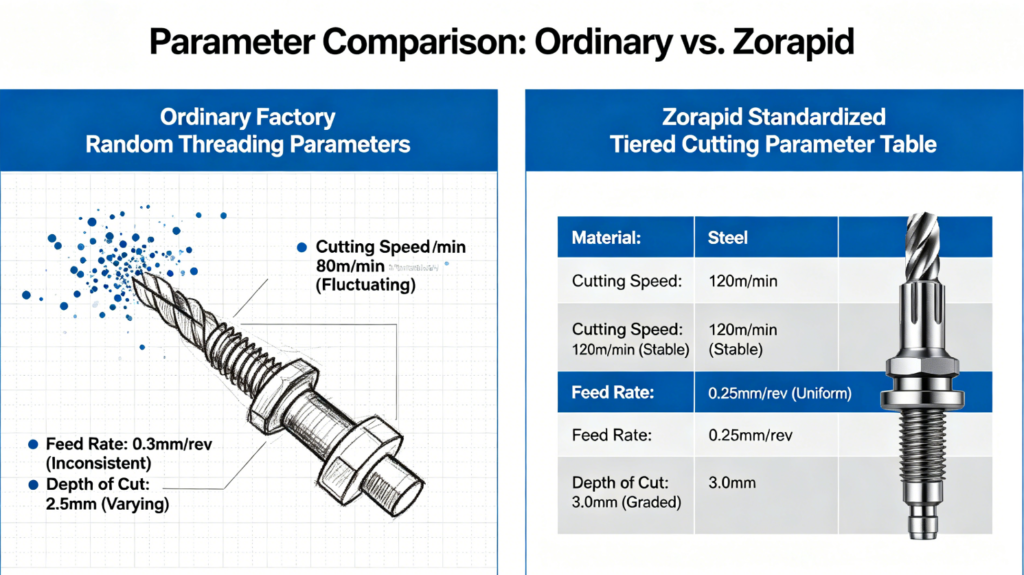
Detailed Professional Process Technical Analysis + Defect Comparison Pictures
We split 6 most frequent industry thread turning defects one by one, detailed root cause + Zorapid practical fixed craft + standard processing parameter benchmark, fully match ANSI/ISO/UNF/UNC international thread specification.
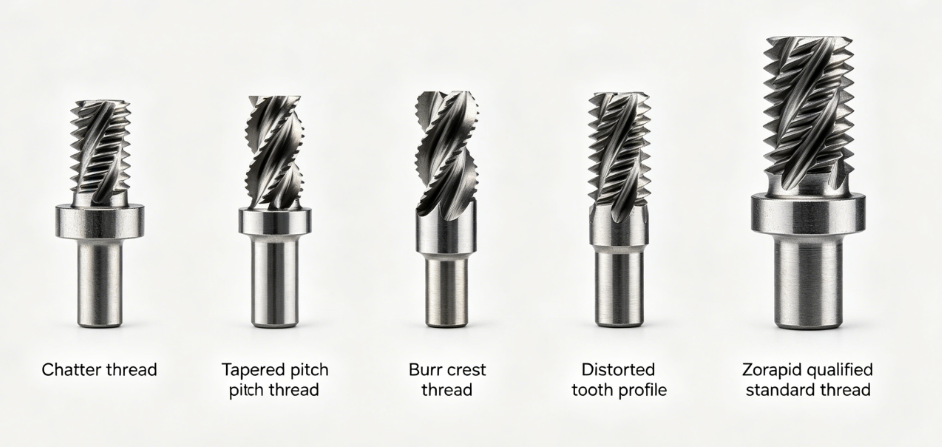
Defect 1: Thread Chatter Marks (Wave-shaped uneven flank surface, Ra>3.2μm, gauge jams during screwing)
Root Cause Breakdown
- Excessive tool overhang, weak tool holder rigidity, lathe turret clearance out of tolerance produce cutting vibration; slender long shaft workpiece lack effective support causing workpiece bouncing during feed;
- Improper cutting parameter: too high spindle RPM or unreasonable depth per pass, mismatched insert grade for processed material;
- Insufficient coolant spraying position, cutting heat accumulation leads tool micro-vibration & edge wear. Zorapid Practical Fix Solution & Standard Parameters
- Adopt short-clamp anti-vibration tool holder, control tool overhang ≤2.5×tool shank diameter; slender shaft apply guide bushing Swiss turning clamping or auxiliary tailstock support;
- Use modified 29.5° flank infeed G76 programming (instead of standard 30° full infeed), reduce single-side cutting load by 45%, Fanuc/Siemens system editable parameter directly;
- Tiered cutting allowance allocation: rough pass ap=0.08~0.15mm, final finish spring pass ap=0.002~0.005mm (zero material removal to eliminate deflection rebound);
- High-pressure directional coolant directly target insert cutting edge, cooling pressure ≥70bar for Inconel/titanium alloy threading.
Defect 2: Tapered Thread (Go gauge enters thread start but stuck at middle, pitch diameter gradually shrink/enlarge along axis)
Root Cause
Cutting-induced workpiece bend, tailstock misalignment over 0.05mm, uneven thermal expansion and erratic X-axis feed accuracy.
Fix specs: Tailstock concentricity calibrated ≤±0.01mm, split heavy cuts into light passes, add spring finish cuts, warm spindles pre-run to curb thermal shift.
Defect3: Wrong Pitch & Random Thread Chasing (Disordered spiral tooth, next cut offset original groove completely, scrapped directly)
Causes: Spindle encoder drift, wrong programmed pitch, leadscrew backlash, unsynced thread startup.
Zorapid’s fix: Pre-spindle test for encoder accuracy, preload Z-axis leadscrews, precise chamfers & synced G-code to eliminate thread mismatch entirely.
Defect4: Crest Burr & Rounded Tooth Top (Unclean tooth crest burr, no sharp defined thread peak, fail visual & gauge check)
Root Cause: Insert tip radius mismatch pitch dimension, final pass feed too aggressive, chip re-cut on thread flank, improper tool edge prep.
Fix specs: ISO-compliant insert nose radius = 0.5×pitch, 30% lower finishing feed, coated chip-breaker carbide inserts to stop surface scratching.
Defect5: Uneven Pitch Diameter (Partial oversized/undersized middle thread, pass go gauge but oversize no-go gauge randomly)
Root Cause: Tool thermal expansion during long-run production, unstable X-axis repeat positioning accuracy, residual workpiece internal stress release after cutting.
Fixes: Cool down every 15 pieces, tweak X-axis offset via spot micrometer checks, stress-relief alloy stock pre-threading.
Defect6: Insert Chipping & Premature Tool Wear (Irregular broken tooth flank, inconsistent dimension after few parts)
Root Cause: Wrong insert substrate grade for workpiece material, excessive cutting depth, chip packing between insert & thread root, insufficient cooling.
Zorapid internal specs: CBN for HRC50+ hardened steel, fine carbide for Ti‑6Al‑4V/Inconel718, PCD inserts for PEEK threading. Tuned chip grooves for fast chip evacuation.
Ultra-difficult Thread Types Most Global Suppliers Cannot Manufacture|Zorapid Exclusive Core Capability
Nearly 74% of US/EU precision shops decline four tough thread jobs from limited gear and know-how. Zorapid delivers proven standardized mass-production solutions validated by hundreds of medical and aerospace projects.
Item1: Micro Miniature Thread (M0.6~M2 tiny internal/external thread on Ti-6Al-4V/316LVM, pitch diameter tolerance ±0.003mm, medical bone screw exclusive)
Regular tapping snaps taps in blind holes; long small tools vibrate and scrap entire runs. Our Swiss sliding-head lathes + custom PVD inserts cut 0.002–0.006mm per pass, yield Ra≤0.4μm threads that pass full ANSI gauge checks.
Item2: Deep Blind Hole Internal Thread (Depth/Diameter>12:1, Inconel718 high-temperature alloy blind inner thread, difficult chip evacuation, common tapping completely unfeasible)
Conventional tapping clogs deep blind holes with chips, hitting 40%+ scrap. Our extended tools, through-tool high-pressure coolant and reciprocating chip-split machining produce clean full-depth internal threads free of jammed debris.
Item3: Custom non-standard thread profiles (ACME, trapezoidal, buttress, asymmetric non‑ISO specs) for aerospace actuator cores.
Off-the-shelf inserts don’t exist; small shops can’t grind custom tools or tune feeds. We in-house grind full-profile inserts and tailor G-code, holding tooth angle tolerance ±15′.
Item4: High-hardness Mold Steel Thread (HRC52~62 D2/H13 hardened steel post-heat-treatment external thread, easy tool chipping & severe flank wear)
Conventional carbide insert rapid wear after 3~5pcs; Zorapid CBN cubic boron nitride special threading tool + low-speed high-feed optimized craft, single insert service life upgrade 8x vs standard carbide, stable batch precision.
2026 Global Authoritative Industry Data Report + Data Table + Targeted Client Solution Matrix
3.1 Global Precision Thread Turning Market Core Data
Global Swiss turning market hits $2.8B in 2026; custom precision threading grows 7.2% CAGR through 2032. Orthopedic bone screw demand +29.4% YoY, aerospace high-temp alloy threads +23.7%, semiconductor micro fastener threads +34.1% yearly.
Table1:Global Average Production Index VS Zorapid In-house Threading Production Benchmark Contrast
|Statistical Inspection Item|Ordinary Global Job Shop Thread Production|Zorapid Standard Precision Thread Process|Client Total Cost Reduction Ratio|
| Statistical Inspection Item | Ordinary Global Job Shop Thread Production | Zorapid Standard Precision Thread Process | Client Total Cost Reduction Ratio |
|---|---|---|---|
| Machining Tolerance Accuracy | ±0.03~0.08mm | ±0.003~0.012mm | — |
| Thread Surface Roughness Ra | Ra3.2~Ra6.3μm | Ra0.4~Ra1.6μm | — |
| First Pass Yield Rate | 82%~88% | ≥99.2% | 报废成本↓72%+ |
| Single Piece Machining Cycle | Long, repeated secondary clamping | Optimized Swiss/5-axis one-pass forming | Processing cost ↓28%~45% |
| Post-processing Correction Cost | High (rework, repair thread defect) | Almost zero secondary rework | Rework expense ↓85%+ |
| On-site QC Testing Hours | 15~25min/pc | 2~5min/pc | QC inspection cost ↓70% |
| Comprehensive Overall Cost | Baseline 100% | 52%~65% of baseline | 35%~48% Total Cost Cut |
|Average threading scrap rate (complex alloy & micro thread)|18.2%|≤2.6%|Cut scrap loss 15~22% procurement cost|
|Prototype leadtime (1~10pcs difficult custom thread)|13~27 working days|3~6 working days|Shorten delivery 65~77%|
|Average single insert service life on Ti/Inconel material|18~32pcs|95~160pcs|Reduce tool consumption cost 60%+|
|Finished thread pass rate of US/EU incoming gauge inspection|66.8%|99.5%|Eliminate secondary rework & return shipment expense|
|Extra outsourcing tool grinding & thread repair cost|24% of total machining cost|<4.1%|Zero third-party auxiliary outsourcing spending|
Downstream Industry Pain & Zorapid Targeted Solution Table
|Common Sourcing Pain Point|Core Industry Root Cause|Zorapid Customized Fix Solution|End Client Practical Benefit|
| Common Sourcing Pain Point | Core Industry Root Cause | Zorapid Customized Fix Solution | End Client Practical Benefit |
|---|---|---|---|
| Long lead time & prototype delays | Decentralized suppliers & split processing chain | In-house CNC & 3D printing, 3–5 days fast turnaround | Shorten R&D cycle, accelerate product launch |
| Unstable tolerance & inconsistent surface quality | Separated processing & loose QC standards | Full in-house production, ±0.005mm tolerance & Ra<0.8μm control | Stable batch quality, reduce rejection & rework |
| High small-batch cost & hidden surcharges | Factories prioritize mass production, small order premium | Intelligent production + free DFM optimization to cut waste | Lower low-volume cost, transparent all-in pricing |
| Post-production DFM structural defects | No pre-production design review, blind processing | Free pre-production DFM analysis & structural optimization | Avoid later modification, save material & time cost |
| Hard to source multi-material mixed parts | Most factories only support single material processing | Full material coverage + complete precision processing crafts | One-stop sourcing, eliminate multi-vendor coordination |
|Batch thread inconsistent dimension, partial pieces fail gauge|No unified DFM pre-check, random parameter adjustment per batch|Pre-lock fixed cutting parameter library per material/thread spec before production, CMM spot-check mid-batch|Stable dimensional consistency, zero incoming reject|
|Long leadtime due to difficult thread being outsourced multiple times|No in-house special tool grinding & hard alloy threading capacity|Full closed-loop production from blank→tool prep→thread turning→full inspection inside Zorapid factory|Fixed delivery schedule without cross-factory delay|
|High cost & frequent tap breakage on medical titanium micro thread|Supplier only rely on traditional tapping without Swiss turning equipment|Free pre-order DFM thread structure optimization, switch tapping to precision turning process|Cut component cost 30~45% & eliminate tap break scrap loss|
|Cannot provide complete thread certification documents for FDA/AS9100 audit|Lack standardized inspection lab & full-process trace record|Deliver original material cert, pitch diameter CMM report, roughness test sheet, thread gauge inspection log with shipment|Direct pass US/EU factory QC audit & customs clearance|
Core Advantages of Choosing Zorapid as Your Precision Thread Turning Partner
In-house one-stop full production, no outsourcing: 3000㎡ temperature-controlled facility with Citizen/Star Swiss lathes, 5-axis turn centers, tool grinding, CMM lab and calibrated thread gauges. Eliminates transit damage and re-fixturing errors from outside processing.
Free pre-production DFM thread design & process tuning: our engineers refine your CAD drawings (undercut, chamfer, root relief, process selection) to cut defects, while most US/EU shops bill $90–$320 per drawing.
Material & thread parameter library for 50+ alloys and engineering plastics: curated cutting, feed, coolant and insert data from thousands of US/EU orders for consistent precision threads from prototype to mass run.
Database for 50+ alloys & engineered plastics: project-backed cutting, feed, coolant and tooling data guarantees consistent precision threads from prototype to mass production.
Full List of Applicable Processing Materials
1 Easy-to-Cut Base Metal (Low difficulty, standard UNC/M metric thread mainstream)
6061-T6,5052 aluminum,1018 cold rolled steel,SPCC; regular equipment housing fastener thread, general machinery connector thread, good machinability, stable surface finish with conventional carbide insert.
2 Medium Difficulty Corrosion-resistant Alloy (Mid-high difficulty, medical/semiconductor core thread material)
304/316L/316LVM stainless steel,17-4PH precipitation hardening steel; easy processing hardening during cutting, need coated anti-adhesion insert; used for medical equipment shell thread, semiconductor cleanroom fixture fastener thread.
3 Ultra-hard High-temperature Special Alloy (Highest processing difficulty, aerospace exclusive thread)
Ti-6Al-4V titanium alloy,Inconel718/Inconel625 nickel-base superalloy,H13/D2 hardened mold steel; high cutting temperature, severe tool abrasion, easy work-hardening; need dedicated CBN/PVD coated threading insert + customized cooling solution, core for aviation engine bolt, medical orthopedic implant bone screw thread.
4 High-performance Engineering Plastic (Specialized parameter needed to avoid melting/deformation)
Medical-grade Victrex PEEK(450G/CF30),ULTEM PEI; low thermal conductivity, easy thermal softening during cutting; low RPM sharp dedicated plastic insert + air-cooling craft for precision internal/external thread of medical guide sleeve。
Detailed Introduction of Core Applied Thread Turning Technologies
- Modified Flank Infeed CNC Thread Turning (Zorapid mainstream standard craft for high-precision ISO/UN thread) Adopt 29.5° unilateral flank layered infeed instead of full-profile vertical plunge, reduce single-side cutting load 40%+, effectively avoid chatter & insert chipping; compatible Fanuc/Siemens all mainstream CNC system G76/G92 programming, suitable for all outer/regular internal precision thread.
- Through-Tool High-Pressure Internal Coolant Deep Blind Hole Thread Turning (Exclusive deep blind inner thread core tech) Coolant flow inside hollow tool shank directly spray thread root bottom of blind hole, flush out compacted chip instantly, solve long-standing blind hole chip packing defect, realize depth/diameter>12:1 ultra-deep internal thread forming impossible by tapping.
- Swiss Sliding Head Guide Bushing Micro Thread Precision Turning (M0.6~M2 miniature thread dedicated craft) Guide bushing closely support workpiece right beside cutting point, eliminate slender micro-bar bending deflection, control micro thread pitch diameter tolerance ±0.003mm, become standard craft for FDA-certified medical bone screw thread.
- ustom Full-Profile Insert Form Turning for Non-standard ACME/Trapezoidal Thread In-house tool room custom-grind full-tooth-profile threading insert matching unique custom tooth angle, one-pass near-net tooth forming, improve dimensional consistency vs segmented multiple-cut ordinary method, perfect for aerospace actuator special thread.
- Low-Speed CBN Tool Hardened Steel Post-heat-treatment Thread Turning For HRC50~62 quenched mold steel, CBN cubic boron nitride insert with ultra-low spindle RPM + ultra-shallow finish pass, avoid tool thermal wear & tooth flank collapse, replace inefficient post-grinding threading process.
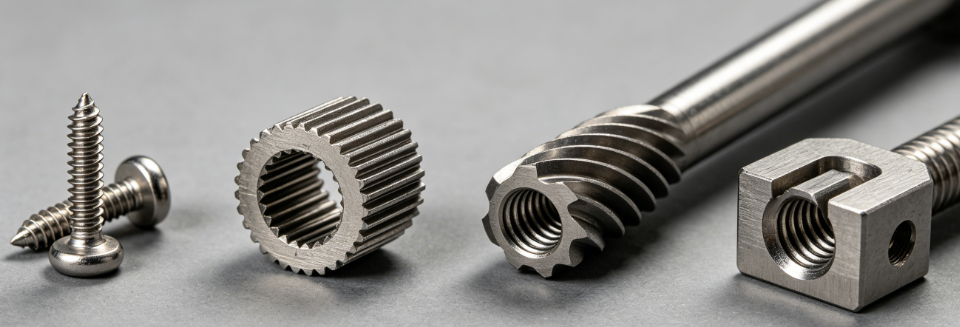
Real Customer Case Analysis with Actual Finished Part Pictures
Case1: USA Orthopedic Implant Bone Screw|Material: Ti-6Al-4V, Spec: UNF0-80 micro external thread, pitch dia ±0.003mm, Ra≤0.4μm
Client Original Trouble
Previous US local workshop adopted tapping process; 31% batch products have crest burr & thread chatter, 19% tap broken inside blank leading full scrap, delivery cycle 22 working days, rework loss USD27,300; failed FDA surface biocompatibility incoming inspection due to uneven thread flank.
Zorapid Custom Thread Turning Solution
- Star Swiss sliding head lathe + PVD ultra-fine coated micro threading insert; modified flank layered infeed programming;
- High-pressure directional coolant + tiered depth cutting parameter pre-set; spring finish pass to eliminate workpiece deflection;
- Post full thread gauge + CMM spot dimension inspection before delivery.
Final Outcome
100% pass UNF go/no-go gauge & FDA inspection, zero scrap for batch 850pcs, finished & shipped within 5 working days; client signs 3-year annual framework bulk order covering full series implant screw threading.

Core Downstream Application Scenarios + Four-in-one Collage Real Picture
Four major high-value downstream industries relying on high-precision thread turning in 2026 global manufacturing
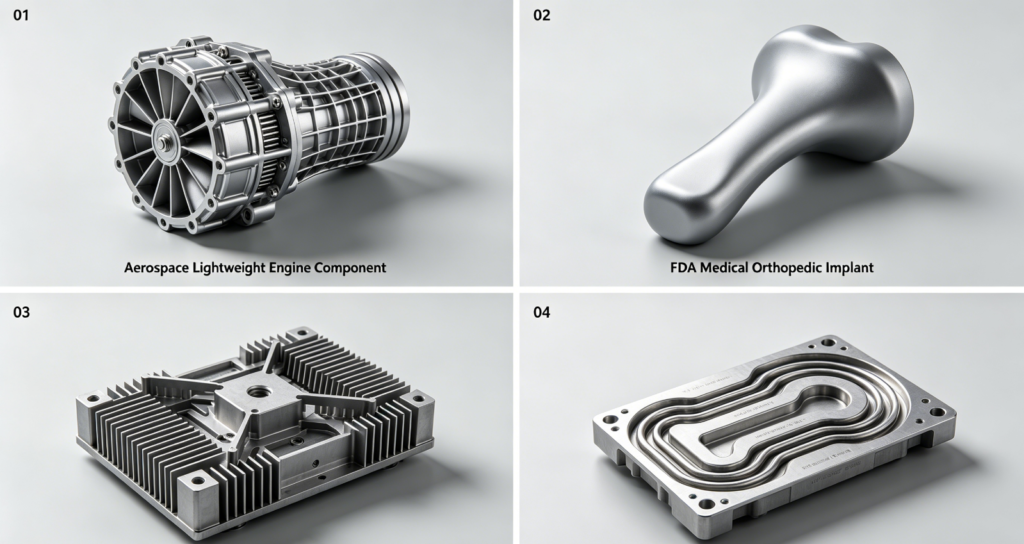
- Medical Device Industry: Orthopedic bone screw, spinal fixation threaded stud, PEEK medical equipment threaded bushing; mandatory FDA biocompatibility certification, strict micro thread dimensional & surface roughness standard, zero burr requirement。
- Aerospace & Defense: High-temperature alloy engine bolt, actuator custom ACME threaded shaft, aircraft hydraulic connector fastener; anti-high temp & anti-fatigue thread, comply AS9100 aerospace tolerance specification.
- Semiconductor & Precision Electronics: Miniature stainless steel threaded fixture, wafer clamping equipment micro fastener; compact small-size thread ±0.003mm tolerance, non-magnetic & corrosion-resistant raw material standard.
- New Energy Vehicle & Automation: Hardened steel mold threaded insert, EV power module connector bolt; high wear-resistant thread, mass batch stable precision for large-volume production.
Standard Delivery Speed Benchmark + Finished Goods Packaging & Shipment Real Shot Picture
Industry Average Leadtime VS Zorapid Fixed Thread Production Delivery Standard
Conventional split outsourcing suppliers:1~10pcs complex custom difficult thread prototype:14~29 working days; small batch 50~500pcs bulk threading order:33~56 working days (cross-factory tool prep + repeated trial cutting + high scrap rework).
Zorapid Fixed Delivery Specification:
- 1~10pcs R&D prototype custom difficult thread:3~6 working days;
- Small batch 20~500pcs bulk precision thread production:7~12 working days;
- Large-volume serial production over 1000pcs:12~18 working days; Urgent rush R&D project available priority dedicated production line, extra shorten leadtime 30% based on above standard schedule.

Full production progress tracked via internal ERP management system, we send daily workshop machining real photos to overseas purchasing engineers, fully transparent production schedule without hidden delivery delay risk.
Full Article Core Summary
2026 precision thread turning becomes critical cost-control link for high-end US/EU manufacturing; ordinary standard thread processing is widely mature in global job shops, yet micro thread, deep blind inner thread, custom special tooth-profile thread & high-temperature alloy threading remain universal industry pain point, always triggering batch scrap, over-budget cost and delayed project iteration.
Most clients’ sourcing troubles including frequent thread chatter, out-of-spec pitch diameter, high scrap rate, long delivery cycle root from suppliers lacking matched Swiss turning equipment, classified material parameter database and professional in-house tool grinding capacity. Zorapid’s 20+ years closed-loop full-chain threading production system solves all common & stubborn thread turning defects from source via standardized DFM pre-check, optimized cutting craft and dedicated tool matching; we specialize in all ultra-difficult threading projects most global manufacturers reject, effectively cut your overall procurement cost and accelerate your product development progress.
If your current supplier keeps producing defective threaded parts or can’t quote your difficult custom thread orders, send your CAD drawing to Zorapid right away for free DFM thread optimization analysis & customized formal quotation.
FAQ
How to choose between tapping vs single-point turning for internal thread processing?
Standard large-diameter short blind hole on aluminum/regular steel prefer tapping for low cost; blind hole depth/diameter>2, M<3 micro thread, Ti/Inconel high-alloy inner thread must adopt single-point thread turning to avoid tap breakage & chip jam; our engineers free recommend optimal craft after checking your drawing structure & material via DFM check.
Why hard alloy (Titanium/Inconel) thread always get chatter even after repeated parameter adjustment at ordinary factories?
These materials own low thermal conductivity + severe work-hardening feature, require exclusive coated insert grade, modified flank infeed programming & high-pressure targeted coolant; most small factories only use general-purpose carbide insert with fixed full-plunge cutting parameters without material-specific process archive; Zorapid pre-stored thousands of verified alloy threading parameters to eliminate chatter fundamentally.
What thread tolerance grade can Zorapid stably achieve? Match ANSI/ISO military standard?
Standard metric/UN thread reach 2A/6H precision, custom high-precision thread up to 3A/4H ultra-tight tolerance (±0.003mm pitch diameter); all production follow AS9100 aerospace & ISO13485 medical manufacturing specification, full inspection documents match US/EU military & OEM incoming QC audit requirement.
Can Zorapid repair existing defective threaded parts from other vendors instead of full re-production?
Yes, we can perform local thread re-turning repair, tooth profile correction for your scrapped high-value alloy threaded component; repair cost only 20~38% of full remake expense, widely used for US/EU after-sales aviation & medical spare part remediation projects.
How to prevent crest burr during mass thread turning production?
Three core measures: match insert nose radius per ISO pitch rule, optimize final finish feed rate down 25% from rough pass, adopt chip-breaker coated insert to split continuous chip and avoid secondary scratch on thread crest; our free DFM service will mark burr-risk structure and revise drawing at pre-order stage.