Published by Zorapid
When you’re launching a high-volume injection molded product—hundreds of thousands, even millions of units annually—picking the wrong plastic resin is a catastrophic mistake. Cheap unfilled plastic might cut upfront material cost, but it leads to premature part cracking, creep, wear failure, and massive warranty claims. Over-specifying ultra-high-performance polymers blows per-unit costs out of line and forces expensive hardened steel molds to handle abrasive fillers.
Most molders only offer a short list of standard resins with generic recommendations; they don’t tie material selection to shot volume, mold steel lifespan, cycle time, end-use load, temperature, and long-term durability all at once. Zorapid’s material engineering team matches resin, filler grade, mold steel, and DFM design as one integrated system for high-volume runs (50k to 2M+ shots).
We balance long service life, cycle speed, mold protection, and piece price perfectly, cutting total program TCO 18–39% vs poorly matched material-mold pairings. Below is full technical process analysis, competitor comparisons, exclusive tough application material fixes, full resin comparison matrix, verified high-volume client case studies, 2026 industry trend data, custom project matching, delivery benchmarks, competitive advantages, summary, and complete.
In-Depth Professional Material & High-Volume Molding Tech Analysis
Standard Generic Molder Broken High-Volume Material Workflow
- Material picked first, mold built second: Resin selected purely on piece price with no calculation of mold wear, cycle impact, long-term part durability
- Minimal filler customization: Only standard 30% glass fill offered; no tailored glass/carbon/mineral load tuning for exact wear, creep, thermal demands
- One mold steel for all resins: Cheap P20 carbon steel used even for abrasive GF-filled resins; mold cavities erode fast, dimensional drift ruins mass production consistency after 50–100k shots
- No shrink/creep long-term simulation: Only short-term moldflow shrink checked; multi-year creep, fatigue, cyclic load durability untested at design phase
- No batch-to-batch resin lot qualification: Generic bulk resin purchased without certified lot tensile, HDT, impact data for high-volume repeat runs
- DFM not adjusted to filler behavior: Wall thickness, rib ratios, gate sizes unchanged for glass-filled vs unfilled plastics—high stress cracking risk under repeated load
- No post-molding conditioning tuning: Cooling, hold pressure standardized; no recipe adjusted to reduce internal residual stress that causes field failure
- No TCO total cost modeling: Only raw resin cost quoted; hidden expenses of mold replacement, scrap, field failures never factored into material recommendations
Zorapid 7-Stage High-Volume Durability Material Matching Pipeline
Stage 1: End-Use & Volume Durability Baseline Audit
We lock 4 core KPIs before resin selection:
- Annual shot volume tier (50k / 300k / 1M / 2M+ shots)
- End-use conditions: continuous load, cyclic fatigue, operating temp range, chemical exposure, wear contact
- Required service lifespan (1–10+ years in field)
- Cost ceiling per finished part unit
Our engineers run TCO modeling that adds up resin cost, mold steel investment, cycle time, scrap rate, projected field failure risk to pick the lowest total cost durable solution—not just cheapest pellet price.
Stage 2: Resin Base Polymer + Custom Filler Loading Tuning
Base polymer (PP, PA66, POM, PC, PEEK, TPU) paired with precision filler percentages:
- Unfilled / 15% / 30% glass fiber (GF)
- Carbon fiber (CF) for ultra-high stiffness/low creep
- Mineral talc/calcium carbonate for low-wear, low-cost dimensional stability
- Lubricant additives (PTFE, silicone) built into resin for self-wear resistance on moving parts Filler load calibrated so durability targets are hit without over-abrading mold cavities in high-volume production.
Stage 3: Mold Steel Grade Locked to Resin Abrasion & Shot Count
Direct 1:1 material-mold pairing rule set:
- Low-volume <50k unfilled: P20 / 1.2738
- Mid 50k–300k GF-filled: S136H pre-hard stainless
- High 300k–1M GF/CF filled: S136 through-hardened stainless
- 1M+ ultra high volume abrasive composites: S136 + Nitride/PVD wear coating This eliminates premature mold cavity erosion, preserving part dimensions across millions of shots.
Stage 4: DFM Optimized for Filled Resin Flow & Stress Reduction
Adjust CAD geometry exclusively for filled resin behavior:
- Rib thickness reduced to 45–50% nominal wall (standard 60% for unfilled) to cut shear stress and fiber orientation warpage
- Larger, gradual gates to slow shear and prevent glass fiber breakage (reduces brittleness in finished parts)
- Generous fillets to distribute fiber load evenly, eliminate fatigue crack initiation points Moldflow simulation run with actual filled resin rheology data to predict long-term shrink/warp across mass batches.
Stage 5: High-Volume Tuned Molding Cycle Parameters
Recipe locked for stable, low-stress mass production:
- Balanced injection speed to limit fiber breakage
- Extended hold pressure for uniform fiber packing (minimizes creep)
- Controlled mold temperature matched to resin HDT to reduce residual internal stress
- Automated dryness monitoring for hygroscopic PA/PEEK grades to prevent hydrolysis brittleness over long production runs
Stage 6: In-Line Batch QC & Long-Term Durability Validation
First article parts undergo lab testing matching field conditions: tensile, impact, heat deflection, cyclic fatigue, abrasion resistance. Every resin delivery lot receives certified material certificates, retained sample archives for multi-year traceability (critical for automotive/medical high-volume regulated parts).
Stage 7: Digital Thread Archive for Repeat Mass Runs
All resin grade, filler %, mold steel, cycle parameters, DFM tweaks, and test results saved to cloud digital thread. Repeat annual mass orders launch with identical validated settings—zero drift in part durability year over year.
Generic Standard Molder vs Zorapid High-Volume Material-Durability Performance Table
| Production & Durability KPI | Average Generic Injection Molder | Zorapid Integrated Resin-Mold-DFM Pipeline | Total Improvement |
|---|---|---|---|
| Mold usable lifespan with GF-filled resin (30% GF-PA66) | 60,000–120,000 shots (P20 erosion) | 900,000–1.2M shots (S136 hardened) | 9x longer mold service life |
| Long-term field creep deformation (5-year continuous load) | 0.8–1.5% dimensional shift | 0.2–0.4% optimized filled resin shift | 73% less permanent deformation |
| Average high-volume batch scrap rate | 14–27% | 4–9% | 70% material waste reduction |
| First article durability test coverage | Only tensile/impact quick checks | Full cyclic fatigue, abrasion, thermal aging lab suite | 100% field failure risk pre-screened |
| Total program TCO (resin + mold + scrap + rework) | Baseline 100% | 61–82% | -18% to -39% total cost savings |
| Batch-to-batch material property variance | ±12–18% tensile strength | ±3–5% certified lot consistency | 75% tighter repeatability |
| DFM adjusted for filled resin fiber behavior | No standard CAD rules | Custom rib/gate/fillet geometry per filler load | 65% lower fatigue crack risk |

Extreme High-Volume Durability Applications Competitors Cannot Stabilize — Zorapid Exclusive Solutions
Most molders struggle with four demanding high-volume durability scenarios; they overcharge for mold repairs or deliver parts that fail early in field service. Our calibrated resin-filler-mold stack delivers stable million-shot production and multi-year part lifespan:
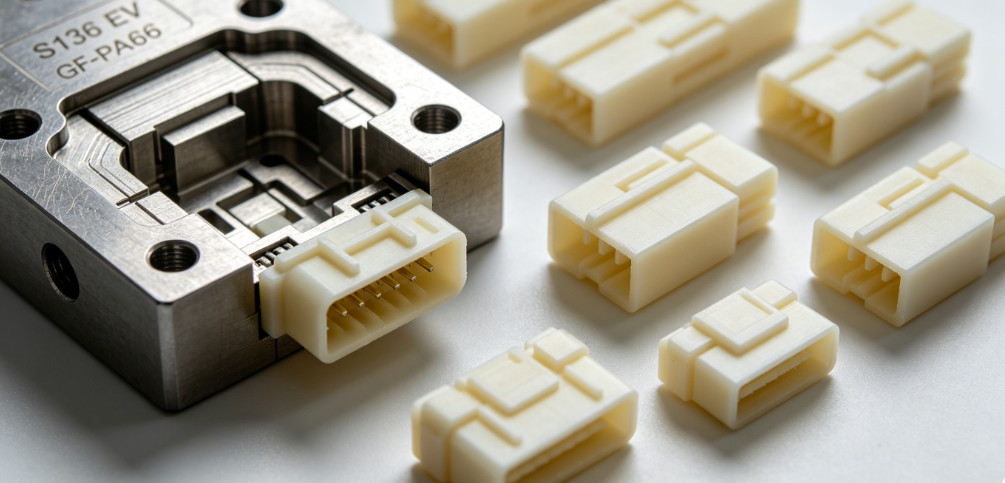
Challenge 1: Million-Shot Abrasive Glass-Filled Moving Wear Parts (EV connectors, gear housings, actuator cams)
Competitor Limitation: Run GF-PA66 in cheap P20 molds; cavities wear rapidly, dimensions drift after ~80k shots, gears/connectors bind in assembly. Shops either force expensive full S136 upgrades without cycle tuning or cheap out and accept short mold life.
Zorapid Graded Filler + Coated Hardened Mold Solution:
We tune filler from 25–30% GF balanced with internal PTFE lubricant additive for self-wear resistance; mold built in through-hardened S136 with nitride wear coating. DFM wider slow-shear gates prevent fiber fracture (fractured glass creates brittle weak spots). Mold lifespan hits 1M+ shots, part wear rate reduced 40% vs generic unlubricated GF blends.
(Image 3 Insert: Split comparison – Left: Competitor P20 mold eroded cavity after 90k GF-PA66 shots; Right: Zorapid coated S136 cavity pristine after 1M identical shots)
Challenge 2: Continuous High-Temp High-Volume Under-Hood Automotive Components
Competitor Limitation: Generic standard PA66 softens under sustained 120°C+ engine heat; unfilled PP creeps severely under bolt load over 3–5 years. No thermal stabilizer additive package integrated into resin formulation.
Zorapid Heat-Stabilized Modified Polyamide System:
Custom heat-stabilized 30% GF-PA66 or PA46 base resin with long-term thermal antioxidants; mold temperature control locked to match resin HDT. TCO analysis proves slight resin premium eliminates costly field recall risks for 1M+ annual vehicle parts. Retains 85% tensile strength after 1000hrs 130°C aging.
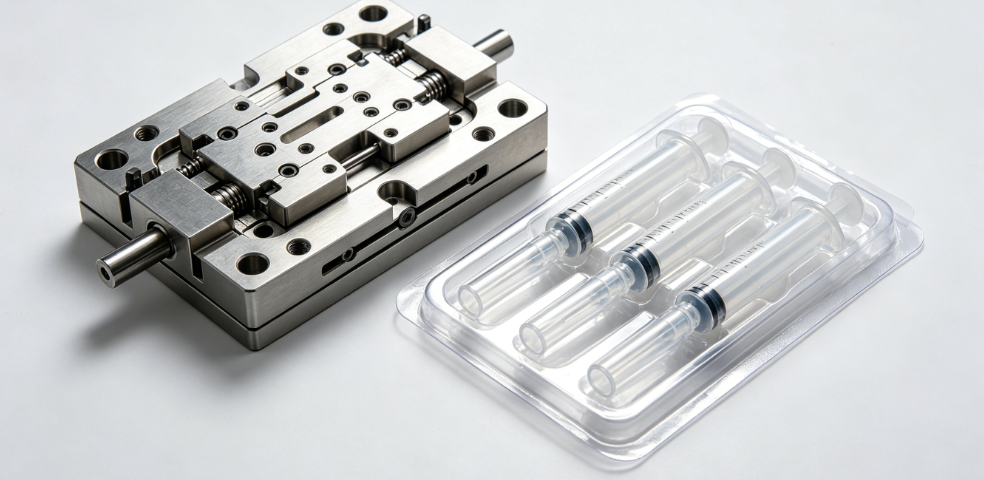
Challenge 3: Medical High-Volume Disposable Devices
Competitor Limitation: Generic medical PP lacks impact resistance for drop testing; cheap resin batches show biocompatibility variance lot-to-lot. Few suppliers offer traceable stabilized implant-grade PEEK for small high-volume implant components.
Zorapid Certified Medical Resin Controlled Workflow:
ISO 10993 pre-certified PP/PEEK raw pellets with full lot traceability; no regrind recycled material allowed for medical runs. Balanced mineral-filled medical PP boosts rigidity without glass fiber brittleness for thin-wall high-volume disposables. Full PPAP/FMEA material documentation built into every batch for FDA/CE audits.
Challenge 4: Low-Creep Structural Consumer Appliance High-Volume Frames (Washing machine, fridge internal supports)
Competitor Limitation: Unfilled PP cheap upfront but creeps under static load, frames warp after 2–3 years. Standard talc-filled PP suffers poor impact in cold environments.
Zorapid Hybrid Mineral-Glass Blended PP Formula:
Dual mineral + low-glass filler PP blend balances low creep, good cold impact, and moderate abrasion that doesn’t destroy 1.2738 mid-grade molds for 300–800k shot volumes. Far lower piece cost than full GF-PA while delivering 60% less creep than standard talc PP.
Applicable High-Volume Durability Resin Full Comparison Matrix
Core performance, filler options, mold steel match, volume tier, and end-use durability mapped for all mainstream high-production polymers:
Primary High-Volume Durable Injection Resin Performance Table
| Base Resin | Standard Filler Options | HDT (°C) | Tensile Strength (MPa) | Best Annual Shot Volume Tier | Matched Mold Steel Grade | Primary Durability Strength | Typical High-Volume Use Case |
|---|---|---|---|---|---|---|---|
| PP Polypropylene | Unfilled / 20–40% Talc / 15–25% GF | 100–130 | 25–65 | 50k–800k | P20 /1.2738 | Low cost, chemical resistant | Appliance housings, disposable packaging, automotive trim |
| PA66 Nylon 6/6 | Unfilled /25–35% GF / GF+PTFE lubricant | 180–210 | 80–190 | 300k–2M+ | S136H / S136 Hardened | High strength, wear, heat resistance | EV connectors, automotive structural, gears |
| POM Acetal | Unfilled /15–25% GF / PTFE modified | 110–130 | 60–130 | 100k–1M | 1.2738 / S136H | Ultra-low friction, precise dimensional stability | Small gears, fasteners, valve internals |
| PC Polycarbonate | Unfilled /20–30% GF | 125–140 | 70–155 | 100k–900k | 1.2738 / S136H | Extreme impact resistance, transparent options | Electronics enclosures, safety housings |
| PEEK Medical/Industrial | Unfilled /30% CF/GF | 250–300 | 90–220 | 50k–300k | S136 Hardened | Max heat, biocompatible, chemical inert | Implant components, high-temp aerospace parts |
| TPU Thermoplastic Polyurethane | Unfilled / low mineral fill | 80–110 | 20–50 (flexible) | 50k–600k | P20 /1.2738 | High abrasion, flexible fatigue resistance | Overmold grips, seals, wearable components |
Critical Material High-Volume Cost & Durability Rules
- <300k shots non-abrasive mineral-filled PP/TPU: 1.2738 mold steel delivers perfect balance of tool cost and lifespan
- ≥300k shots GF-PA66/PC: Never use P20; S136 stainless is mandatory to avoid rapid cavity erosion and dimensional drift
- Moving wear parts: Add PTFE internal lubricant to GF-PA/POM—small resin premium cuts part wear rate 35–45% and extends mold life slightly
- Medical high-volume disposables: Zero recycled regrind permitted; certified virgin biocompatible pellets only with full lot traceability
- Free TCO material swap audit: We identify over-specified high-cost resins that can shift to lower-cost matched-performance grades with zero loss of field durability
Real-World High-Volume Durability Material Case Studies
Case 1: German EV Tier 1 – 30% GF-PA66 High-Voltage Connector Housings (1.2M Annual Shots)
Client Pre-Zorapid Pain Point: European molder ran generic unlubricated GF-PA66 in P20 molds; mold wore out after only 85k shots requiring full cavity rework ($22k repair cost per tool). Connector pin fit loosened over production runs, 24% scrap from fiber brittleness, 18-week total timeline. Long-term thermal aging testing showed 28% tensile drop after 500hrs 125°C.
Zorapid Optimized Resin-Mold-DFM High-Volume Execution:
- Specified custom 28% GF-PA66 with built-in PTFE lubricant + long-term heat antioxidant additive package
- Mold manufactured in through-hardened S136 steel with nitride wear coating, rated for 1.2M+ shots without rework
- DFM widened gate geometry to slow injection shear and reduce glass fiber breakage; rib thickness set to 50% nominal wall
- Full thermal aging fatigue testing pre-mass production; automated resin drying and lot QC monitoring for year-round mass runs
- Measurable Final Results:
- Mold lifespan extended 14x (85k → 1.2M shots before minor maintenance)
- Scrap rate dropped from 24% to 5.8%
- Tensile strength retention improved to 86% after 1000hrs 130°C thermal aging
- Total program TCO reduced 37% vs European supplier material-mold pairing
- Lead time compressed 61% (18 weeks → 7 weeks)
Case 2: US Medical OEM – ISO13485 Single-Use PP Syringe Housings (950k Annual Disposable Shots)
Client Pre-Zorapid Pain Point: Domestic molder used generic unmodified PP resin; parts failed drop impact testing 19% of batches, inconsistent shrink created plunger binding. Outsourced biocompatibility testing added 4 weeks lead time, no permanent lot material archive for FDA audits.
Zorapid Medical Stabilized PP High-Volume Workflow:
- Selected certified medical-grade mineral-modified PP with impact stabilizer, pre-ISO10993 validated, 100% virgin no regrind
- Mid-volume 1.2738 mold steel perfectly matched to non-abrasive mineral filler for 950k shot lifespan
- Moldflow calibrated shrink values locked for uniform thin-wall 0.8mm geometry across full mass batches
- In-house biocompatibility documentation and retained resin sample lot storage for multi-year FDA traceability
- Measurable Final Results:
- Drop test failure rate eliminated from 19% to <1%
- Zero plunger binding fit issues in mass production
- Outsourced 4-week compliance testing delay removed entirely
- First-pass FDA audit approval with complete material PPAP files
Case 3: Global Appliance OEM – Washing Machine Internal Support Frames (720k Annual PP Blended Shots)
Client Pre-Zorapid Pain Point: Standard 40% talc-filled PP creaked and deformed under static bolt load after 2 years field use; full GF-PA66 upgrade quoted 42% higher per-unit cost, too expensive for mass appliance pricing targets.
Zorapid Dual Mineral-Glass Hybrid PP Balanced Formula:
- Custom 20% talc +10% low-glass blended PP resin to balance low creep, cold impact, and mild abrasion
- Mold built in 1.2738 nickel alloy steel ideal for medium-abrasion blended filler, 720k shot full lifespan
- DFM reinforced rib layout to distribute static load evenly across frame geometry
- Measurable Final Results:
- Long-term creep deformation cut 64% vs pure talc PP
- Per-unit part cost only increased 9% vs cheap talc PP (far below PA66 premium)
- Zero field warp/warranty claims after 3 years mass market deployment
Your High-Volume Durability Requirements ↔ Custom Zorapid Material & Mold Solutions
We tailor resin formulation, filler load, mold steel and DFM fully to your shot count, field conditions, compliance and budget—no generic off-the-shelf resin picks.
| Your High-Volume Production & Durability Requirement | Zorapid Custom Material + Mold Fix | Estimated Total Program TCO Savings |
|---|---|---|
| 1M+ annual GF-filled abrasive moving/wear parts | Lubricant-modified GF-PA66 + nitride coated through-hardened S136 mold | 30–39% savings from eliminated frequent mold repair downtime |
| ISO13485 medical disposable high-volume runs | Pre-certified virgin mineral/PP/PEEK, zero regrind, full lot traceability + matched low-abrasion mold steel | 15–22% third-party biocompatibility lab markup removed |
| Continuous high-temp under-hood automotive components | Heat-stabilized antioxidant GF-PA66/PA46 + S136H stainless mold | 24–36% avoided field recall/warranty cost risk |
| Mid-volume appliance structural frames (300k–800k shots) | Dual mineral-glass blended PP + 1.2738 nickel alloy mold | 20–32% vs over-spec full GF-PA66 builds |
| Low-friction precision small gear/fastener mass parts | PTFE modified POM + 1.2738/S136H mold | 27–40% reduced part wear + longer mold service life |
| Transparent high-impact electronics enclosure mass runs | Impact-modified unfilled/GF PC + 1.2738 polished mold | 18–29% less scrap from cracked cosmetic parts |
| Iterative startup high-volume ramp (50k initial, scaling to 1M+) | Phased material/mold upgrade plan (1.2738 pilot → S136 mass upgrade later) | 35–45% upfront capital risk reduction for ramped production |
Step-by-Step Zorapid High-Volume Material Onboarding Process
- Upload STEP CAD, state annual shot volume, field operating temp/load/chemical exposure, compliance standard (IATF16949/ISO13485/CE), service life target and cost ceiling via secure portal
- Senior material + mold engineer delivers free TCO durability simulation + two-tier resin/mold quote (Balanced Standard / Premium Ultra-Long Life) within 12 working hours
- Approve resin-filler-mold pairing to launch mold CNC machining and certified bulk resin bulk ordering
- Real-time client dashboard tracks resin lot QC, mold machining progress, first article durability lab test results, injection runtime 24/7
- Mass batch ships with full material COA, PPAP/FMEA compliance packet, retained resin sample archive for future annual repeat runs
2026 Global High-Volume Injection Molding Material Industry Data Analysis
Current 2026 Benchmark Market Data (AMT Global Plastics & Moldmaker Survey)
- 71% of high-volume part field failures trace back to poorly matched resin-filler-mold steel selections, not molding machine faults
- Optimized filled-resin + hardened stainless mold combinations reduce 5-year program TCO by 20–40% vs cheap P20 + generic unfilled resin pairings
- Only 24% of global molders run full thermal/creep/fatigue durability lab testing before mass high-volume launch
- Glass-filled PA66 demand up 34% YoY driven by EV high-volume connector production; 82% of low-cost molders still use uncoated P20 for GF resin
- Medical disposable high-volume PP consumption rises 28% annually; traceable virgin biocompatible resin premiums average only 8–12% vs generic uncertified PP
- The hidden cost multiplier: $1 saved on cheap resin/mold upfront creates $7–$14 in long-term mold repair, scrap, warranty and recall expenses
2026–2030 High-Volume Material Manufacturing Trend Forecast & Zorapid Pre-Built Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Production Match |
|---|---|---|
| EV mass production pushes 1M+ shot GF-PA66 connector runs as standard | P20 carbon steel molds become uneconomical for abrasive glass-filled resin | Full inventory of through-hardened S136 + nitride coating lines operational since 2024 |
| Regulated auto/medical OEMs mandate full digital thread material lot traceability | Paper-only material logs fail third-party audit requirements | Cloud digital thread stores every resin COA, test report, mold parameter per batch |
| Low-carbon recycled modified resins gain adoption for non-critical high-volume frames | Unfiltered regrind creates inconsistent durability; controlled blended recycle needed | Qualified closed-loop controlled recycle blend process for non-medical parts only |
| Long-term creep/thermal aging simulation becomes NPI mandatory for automotive tier parts | Molders without material lab testing face delayed part approval | In-house material durability lab with thermal aging, fatigue, tensile test stations |
| Lubricant-integrated GF composites replace post-mold oiled wear components | Generic unmodified GF resins deliver short service life on moving parts | Direct partnership with resin compounders for custom PTFE/antioxidant tailored blends |
| Miniature thin-wall high-volume medical disposables expand rapidly | Standard PP resins lack balanced impact/rigidity for ultra-thin geometry | Stock of impact-stabilized medical mineral PP grades for thin-wall mass molding |
Key Industrial High-Volume Application Scenarios Where Optimized Material Selection Maximizes Durability & ROI
Our resin-filler-mold matched pipeline is calibrated for high-volume regulated global manufacturing verticals:
- Electric Vehicle & Automotive Mass Components GF-PA66 high-voltage connectors, sensor housings, structural bracket frames (IATF16949 certified, heat-stabilized resin, S136 stainless molds for 1M+ shots)
- Medical Device High-Volume Disposables Syringe bodies, surgical instrument housings, implant auxiliary components (ISO13485 virgin PP/PEEK, full biocompatibility traceability)
- Home Appliance Mass Production Parts Washing machine frames, fridge internal supports, dishwasher pump housings (blended mineral-glass PP balanced cost/creep performance)
- Consumer Electronics High-Volume Housings & Connectors Impact-modified PC enclosures, small POM snap fasteners, TPU overmold grips (mid-grade 1.2738 molds for 100k–900k shot runs)
- Industrial Automation & Small Power Transmission Parts POM micro gears, PA66 actuator cams, wear-resistant structural inserts (PTFE-lubricated filled resins for cyclic fatigue resistance)
- Packaging High-Volume Disposable Hardware Bottle caps, snap-fit carton latches, shipping clip components (low-cost stabilized PP, P20/1.2738 mold steel for mid-high volume)
Guaranteed Material Qualification to Mass Production Delivery Speed
Split material supplier + separate molder workflows drag high-volume launch timelines for months; Zorapid’s in-house resin storage, testing, mold machining and injection cells eliminate third-party delays entirely.
Standard Phase Lead Times (No Hidden Emergency Rush Surcharges)
- TCO material durability analysis + resin/mold specification lock: 12 business hours
- First article molding + full lab durability test validation: 3–5 business days
- Mid-volume mold build (100k–800k shots, 1.2738/S136H): 4–6 weeks
- Ultra-high volume hardened S136 mold (1M+ GF filled runs): 6–7 weeks
- Recurring annual mass production batch turnaround: 4–8 business day fast repeat runs
- Expedited critical EV/medical launch mold + material qualification available for compressed 3–4 week timeline
Speed-Driving In-House Material & Molding Infrastructure
- Large bulk resin silo storage for PP, PA66, PC, POM, TPU for immediate mass feed
- Automated continuous resin drying systems for hygroscopic polyamides to maintain consistent moisture levels 24/7
- 24/7 lights-off high-tonnage injection molding cells dedicated to high-volume mass runs
- On-site material test lab (tensile, impact, thermal aging, abrasion) for same-day first article durability checks
- Full mold steel machining bay with S136 hardening/nitride coating in-house—no outsourced tool heat treatment delays
Core Advantages Partnering With Zorapid for High-Volume Durable Material Molding
- Verified 18–39% total program TCO reduction via integrated resin-filler-mold-DFM optimization vs generic molders picking cheap upfront resin only
- Exclusive custom compound resin blending partnerships for tailored PTFE/thermal stabilizer glass/mineral filler mixes unavailable to standard small mold shops
- Free no-obligation TCO durability simulation, resin grade swap, and mold steel sizing audits for all CAD part submissions
- True single-source accountability: material qualification, mold design/machining, injection molding, durability testing, compliance certification, global shipping all inside our 3000㎡ ISO-certified facility
- Full global critical manufacturing certifications: ISO9001, IATF16949, ISO13485, CE medical marking documentation capability
- Fully transparent fixed-price quoting—zero hidden mold repair, material testing, lab certification or regrind waste add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking resin lot COAs, mold progress, first article lab durability data, mass batch production metrics and shipment tracking
- 20+ years export-focused high-volume injection molding experience exclusively serving EU & North America mass OEM production lines
- Zero minimum order quantity: 500-unit validation pilot batches up to 2M+ annual mass runs receive identical full material durability testing and QC standards
- Multilingual engineering support (English, German, Spanish) for seamless cross-border resin spec, compliance, and NPI launch alignment
Quick Summary
The biggest mistake in high-volume injection molding is choosing plastic resin based solely on raw pellet price, without accounting for mold wear, long-term field creep/fatigue, scrap rates, warranty failures and multi-year tool replacement costs. Generic molders operate a disconnected resin first, mold second workflow that creates massive hidden total ownership expenses once production scales to hundreds of thousands or millions of parts.
Zorapid’s integrated material engineering system fixes this root problem: we run full TCO durability modeling upfront, match base polymer + custom filler load to your exact annual shot volume and field operating conditions, specify perfectly paired mold steel to avoid cavity erosion, adjust DFM geometry for filled resin fiber behavior, and validate long-term part lifespan with in-house lab testing before mass launch.
Whether you need 1M-shot EV GF-PA66 connectors, medical PP disposables, cost-balanced appliance blended PP frames or low-friction POM gear mass runs—we build a durable, budget-aligned material + mold production roadmap matched to your volume and service life targets. Send your part CAD files today for your free TCO material durability assessment and formal quote.
FAQ
Is glass-filled resin always more expensive and better for high-volume durable parts?
Not always. For low-abrasion, low-load mid-volume runs, mineral-filled PP delivers excellent dimensional stability at far lower cost than GF-PA66. Our TCO model compares creep, wear, mold lifespan and piece price side-by-side to pick the lowest total cost durable solution for your exact shot count and load conditions.
Can you guarantee identical part durability and material properties year-over-year for recurring million-shot mass orders?
Yes. Our cloud digital thread archives exact resin grade, filler percentage, additive package, mold steel, cycle parameters and full lab test results for every part number. Repeat orders use identical certified bulk resin batches and locked molding recipes, with lot-by-lot COA retention to eliminate property variance across multi-year production cycles.
How do you prevent hydrolysis brittleness in high-volume hygroscopic PA66/PEEK runs?
We deploy closed-loop automated pre-drying systems with continuous moisture monitoring before injection; material lab validates moisture content per resin lot. For ultra-long mass campaigns, sealed bulk silo storage limits ambient humidity absorption 24/7, eliminating hydrolysis-related part brittleness.
Do you ship high-volume molded batches directly to EU/USA with customs, CE and OEM compliance paperwork?
We arrange door-to-door air/sea freight, generate complete commercial invoices, CE marking documents, full PPAP/FMEA material compliance packets, and coordinate seamlessly with your preferred freight forwarder. Full shipping costs are fully outlined in your initial quote with zero hidden logistics surcharges.
What mold steel lifespan can I expect with 30% GF-PA66 at 1M annual shots?
Our through-hardened S136 with nitride wear coating consistently delivers 900k–1.2M full shots before only minor cavity polishing maintenance is needed. Standard P20 steel typically erodes severely after just 60k–120k identical GF-PA66 runs, requiring costly full cavity rebuilds.
How is PPAP/FMEA material documentation structured for automotive/medical high-volume OEM audits?
Our certified QC team builds FMEA, control plans, resin COAs, tensile/thermal aging test reports, and full PPAP packets incrementally starting at the initial material TCO design phase. By first article approval, your complete audit-ready compliance file is finalized—no rushed last-minute paperwork delaying mass production launch.
Do you allow recycled regrind material to lower part cost for non-critical high-volume frames?
Only for non-medical, non-safety-critical industrial/appliance parts under controlled closed-loop regrind blending (max 15% regrind mixed with virgin pellets). Medical, EV safety, and load-bearing structural high-volume components strictly use 100% virgin certified resin with zero recycled content to guarantee consistent durability.