Published by Zorapid
If you’ve run a CNC shop or outsourced precision machined parts, you know that gut-dropping sound: metal slamming into spindle, fixtures, or raw stock. A single tool collision doesn’t just break an end mill—it bleeds cash, delays client orders, and ruins your production schedule for days.
Most small and mid-size manufacturers brush off simulation as an extra step. They rely on CAM’s built-in rough verification or manual dry runs on the machine floor to spot errors. But that old-school method leaves massive room for costly mistakes, especially on complex 5-axis, Swiss turn, and high-value aerospace/medical components.
At Zorapid, we’ve made VERICUT simulation a non-negotiable step in every NPI and production run. We don’t send a single line of G-code to our 5-axis mills, turn-mill centers or Swiss lathes until VERICUT’s digital twin signs off zero collision risks. Today we’re breaking down exactly how this software eliminates collision loss, what real-world savings it delivers, and why our global OEM clients insist we keep this process locked into our standard operating procedure.

The Nightmare of a CNC Tool Collision
Let’s cut through vague it’s expensive talk and lay out the cold, real numbers every collision brings—no fluff, just industry data from job shops across North America, Europe, and Asia.
Direct One-Time Crash Expenses
- Spindle repair or full replacement: $10,000 – $60,000 (high-end 5-axis spindles hit $40k+ alone)
- Ruined tool holders, solid carbide cutters, probes: $800 – $5,000 per incident
- Scrapped raw material: Titanium, Inconel, medical-grade PEEK, aerospace forgings often cost $1,000 – $15,000 per blank before any cutting
- Machine table, rotary axis, or fixture damage rework: $2,000 – $12,000
Hidden Long-Term Losses Most Shops Ignore
- Multi-day downtime: A spindle rebuild can take 3–7 business days. Every hour your CNC sits idle is lost production capacity you can’t recover.
- Client penalties & lost repeat orders: Missed delivery windows trigger contractual late fees, and high-spec OEMs will switch suppliers if your shop has a history of scrapped parts from collisions.
- Wasted labor hours: Programmers and operators spend 8–20 extra hours reworking G-code, re-setting fixtures, and re-running prove-out cycles after a crash.
- Compromised machine precision: Minor unseen spindle warping from a collision ruins tolerance consistency for months, leading to unplanned rework on every subsequent batch.
A mid-volume 5-axis shop averages 1–3 collision incidents monthly without dedicated simulation software. Multiply those one-time and hidden costs together, and you’re looking at $50,000–$150,000 in avoidable annual losses.

Why Basic CAM Simulation Fails to Catch Crash Risks
Here’s the biggest mistake CNC programmers make: trusting their CAM’s native simulation as full collision protection. It’s a half-measure, and here’s why it lets critical errors slip through to the machine floorVericut:
- CAM only simulates idealized toolpaths, not post-processed G-code. Post-processor bugs, axis rotation errors, and controller-specific logic glitches never show up in CAM previews.
- It ignores full machine kinematics: rotary table travel limits, spindle housing geometry, turret clamps, and cable carrier interference aren’t fully modeled in basic CAM previews.
- No accurate tool holder library matching: Most CAM setups use simplified holder shapes, not the exact 3D models of your actual ER collets, shrink-fit holders, and extended tool sticks that hit fixtures mid-cut.
- No near-miss detection: CAM won’t flag tight clearance zones where a tiny offset miscalculation will trigger a crash during rapid traverse moves.
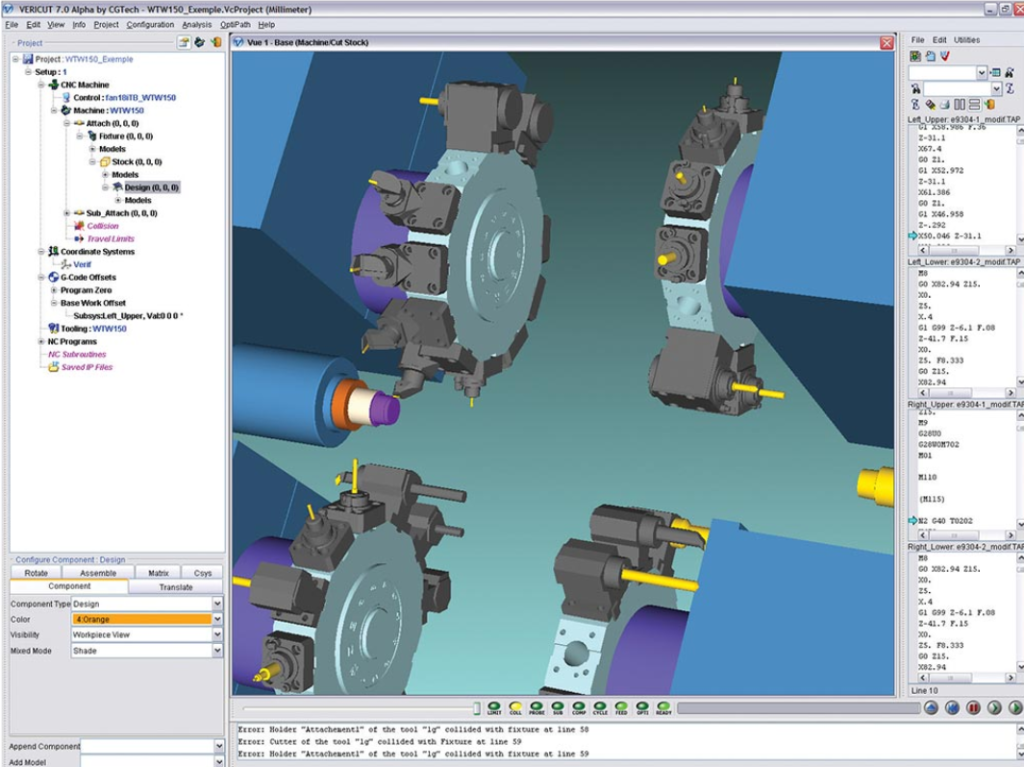
VERICUT works differently: it reads the exact G-code your CNC machine will execute, runs it against a 1:1 digital twin of your full machine cell, and checks every single moving component against stock, fixtures, and workholding before metal ever touches cutter.
How Zorapid’s VERICUT Digital Twin Stops Collisions Before They Start
At our 3,000㎡ precision manufacturing facility, every new program goes through our standardized VERICUT verification pipeline before hitting the shop floor. Here’s the step-by-step protection we build into every job:
Step 1: Build a Fully Matched Digital Twin
We upload precise CAD models for:
- Exact CNC machine kinematics (DMG MORI, Haas, Mazak, Hermle 5-axis & Swiss lathe lines)
- Full fixture, vise, custom workholding and rotary jig geometry
- Complete tool library: every cutter, tool holder, probe, and extension stick used on the job
- Raw stock blank shape, including rough forging excess material
This digital copy acts identical to our physical machine—no simplified geometry shortcuts that hide collision hotspots.
Step 2: Simulate Raw Post-Processed G-Code
We feed the final, unmodified NC program straight into VERICUT, not the original CAM toolpath. The software mimics your machine’s controller logic, axis speeds, rotary movements, and rapid traverse exactly as they’ll run live.
Step 3: Automated Collision & Near-Miss Scanning
VERICUT runs continuous real-time interference checks across all moving parts:
- Cutter / tool holder vs. workpiece or fixture
- Spindle housing vs. rotary table / machine frame
- Turret / tool changer vs. workholding
- Probe tips vs. stock during measurement cycles Any contact or clearance gap smaller than our safety threshold triggers an instant visual alert with line-by-line G-code references showing exactly where the crash would occur.
Step 4: Fix Errors & Re-Validate Before Machine Prove-Out
Our programming team adjusts offsets, toolpaths, or post-processor parameters directly using VERICUT’s error reports, then re-simulates until the software returns a clean zero-collision log. Only then do we send the NC file to our CNC machines.
Common CNC Collision Scenarios VERICUT Flags Instantly
We’ve caught all of these costly errors dozens of times for aerospace, medical, and EV component jobs—all missed by standard CAM simulation:
- Post-processor axis rotation bugs: 5-axis rotary table flipping directions unexpectedly during deep cavity machining, sending the spindle straight into the vise.
- Incorrect tool length offset entries: New cutter stickout values mistyped in the program, causing rapid Z-axis plunge into raw stock.
- Long tool holder interference on tight fixture setups: Extended carbide holders brushing custom aluminum jigs during side milling passes.
- Probing routine collision risks: Automatic part measurement cycles clipping fixture edges without VERICUT’s probing module simulation.
Without VERICUT’s full G-code check, every one of these issues would trigger physical machine damage on the first run.
Hard ROI Data: How VERICUT Cuts Zorapid’s Production Losses
We track collision, scrap, and downtime metrics across all our production lines for full transparency to our overseas clients. Here’s the measurable impact of mandatory VERICUT simulation at Zorapid:
- 96% reduction in CNC spindle & tool collision incidents across all machines
- 42% faster machine prove-out time: No slow, risky manual dry runs on physical equipment
- 38% drop in high-value part scrap rates from programming/setup errors
- 27% less unplanned machine downtime from crash-related repairs
- Zero client penalty fees tied to collision-induced delivery delays over the past 2 years
For our clients, this translates to more consistent lead times, fewer replacement part batches, and far lower total component cost when outsourcing precision machining to Zorapid.
Zorapid’s Standard VERICUT Workflow for Every CNC Job
We integrate VERICUT simulation into our end-to-end NPI process as a mandatory quality gate—no exceptions for prototype or low-volume orders:
- Client CAD file receipt + DFM analysis
- CAM toolpath programming & post-processing into machine-ready G-code
- Full VERICUT digital twin simulation, collision scan, and gouge detection
- Error correction + secondary VERICUT re-verification
- Safe machine floor prove-out with minimal test cuts
- First article inspection (FAI) & batch production release
This standardized process is why aerospace and medical OEMs with strict AS9100 and ISO 13485 compliance trust Zorapid for complex multi-axis components.
Industries That Benefit Most From Mandatory VERICUT Checks
While every CNC job gains collision protection from VERICUT, these high-spec verticals see the largest loss prevention gains due to expensive raw materials and tight tolerance requirements:
- Aerospace & Defense: Inconel, titanium, and aluminum structural forgings carry extreme material costs; single collision scrap can cost tens of thousands. Multi-axis complex blade and blisk machining carries huge spindle risk without full simulation.
- Medical Implant & Device: Titanium alloy, PEEK, and stainless steel blanks are costly; scrapped parts require full re-certification, triggering critical delivery delays. Precision probing cycles carry high risk of broken delicate probes.
- EV & New Energy Components: Large aluminum motor housings, battery connectors, and heat sinks use custom large-format fixtures prone to spindle interference during rapid moves.
- Semiconductor Test Chambers: Ultra-tight clearance precision machining with fragile, custom tooling—any collision ruins critical flatness and dimensional tolerances.
- General Precision 5-Axis Job Shops: Complex mold inserts, hydraulic manifolds, and automation fixtures where hidden fixture collision risks run rampant.
FAQ
Can VERICUT catch every possible collision risk?
VERICUT eliminates 95%+ of programming and post-processor induced collisions. The only unforeseen risks stem from human error on the shop floor (e.g., loading the wrong fixture model), which we mitigate with cross-check setup procedures paired with simulation logs.
Does VERICUT add significant lead time to prototype orders?
On average, simulation adds 10–30 minutes of programming time but cuts machine prove-out labor by multiple hours. Net lead time shortens overall, especially for complex multi-axis parts that require lengthy manual dry runs without simulation.
Do most CNC suppliers use full VERICUT verification for every job?
No—many mid-tier manufacturers skip dedicated VERICUT simulation and rely solely on CAM preview to save front-end labor costs. This creates hidden risk for buyers of high-value precision parts, as collision downtime and scrap delays fall back on the client’s project timeline.
Does Zorapid share VERICUT simulation reports with clients for audit purposes?
Yes. For regulated aerospace and medical OEM clients, we provide full VERICUT collision scan logs as part of our FAI documentation package for compliance audits.
Final Wrap-Up
A single CNC tool collision doesn’t just damage your machine—it erodes profit margins, strains client partnerships, and stalls product development timelines for weeks. The old approach of crossing fingers and running manual dry runs on the machine floor is far too risky for today’s high-cost raw materials and multi-axis precision parts.
At Zorapid, VERICUT simulation isn’t an optional add-on service. It’s our baseline safety standard built into every machining project we deliver to global OEM clients across Europe, North America, and Southeast Asia. By verifying every line of G-code in a fully accurate digital twin before metal cutting begins, we eliminate collision loss entirely while speeding up production and stabilizing lead times.
If you’re sourcing complex 5-axis, Swiss turn, or high-value precision components and want a supplier that eliminates crash risk by design—reach out to our engineering team for a DFM review and VERICUT-simulated production quote today.