Sheet metal + CNC hybrid is 2026’s fastest-growing manufacturing pick: low-cost lightweight sheet forming paired with micron-precision CNC finishing.
Most manufacturers run separate workshops, causing fixturing errors, scrap, delays and poor assembly tolerance.
With 20+ years’ in-house integrated production, Zorapid handles complex hybrid builds other vendors refuse.
Our guide includes process breakdowns, capability specs, industry data, material lists, client cases and FAQs.

Detailed Professional Process Technical Analysis
Core Design Logic of Sheet Metal & CNC Composite Parts
Core design split rule (Zorapid internal DFM standard):
Large outer casing, curved enclosure, thin-wall structural frame → Sheet Metal (Laser Cut + CNC Bend + Weld); Precision mounting boss, threaded hole, sealing mating surface, inner locating cavity, high-precision datum → Post CNC Finish
Four Standard Production Process Routes + Core Parameter Table
Table1:Zorapid Four Mature Hybrid Process Parameter Benchmark
| Processing Route | Full Process Flow | Core Technical Parameter | Final Precision & Surface Standard | Main Applicable Structure |
|---|---|---|---|---|
| Route1: Form first → CNC Finish (Most mainstream) | Fiber laser blanking→CNC bending→TIG/MIG welding fixture assembly→stress relief aging→5-axis CNC clamping finish precision feature | Laser cutting tolerance ±0.05mm, bend springback compensation 0.5°~2°, CNC feed 1200~4500mm/min, reserved machining allowance 0.12~0.3mm | Dimension ±0.004~±0.012mm, Ra≤0.8μm | Electronic server chassis, industrial control cabinet shell, EV battery outer frame |
| Route2: Partial CNC Insert + Sheet Metal Wrap-around | Solid CNC pre-machine precision insert boss/thread base→insert into sheet metal preformed housing→spot welding fixed→overall secondary fine boring | Insert CNC tolerance ±0.003mm, welding deformation controlled<0.02mm per single boss | Assembly concentricity ≤0.015mm | Medical equipment shielding cabinet, precision sensor mounting housing |
| Route3: Local Emboss + In-place CNC Machining | Sheet metal CNC emboss pre-form protruding boss→one-clamp on machining center direct drill/tap without secondary fixture | Emboss height tolerance ±0.08mm, in-situ CNC tapping pitch error<0.005mm | Thread class 2B/6H standard tolerance | 5G communication module shell, small instrument aluminum casing |
| Route4: Post-weld Stress Relief + Full Datum CNC Finish | Full sheet metal welding forming→low-temperature stress relief (180~320℃ keep 2~5h per material)→unified datum one-time multi-face CNC finish | Heat preservation parameter customized by alloy grade, whole part overall deformation<0.02mm after heat treatment | Whole enclosure flatness ≤0.02mm/100mm | Aerospace lightweight equipment cabin, new energy charging pile core housing |
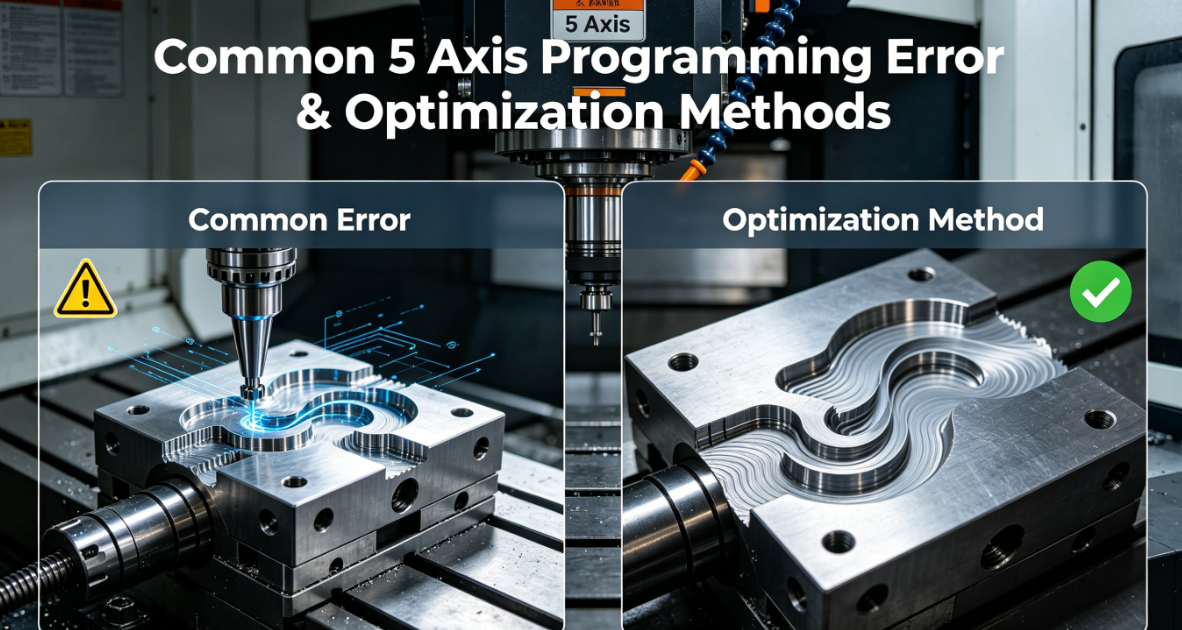
Core Industry Universal Technical Pain Points & Zorapid Optimized Craft Breakdown
- Welding thermal deformation leading datum drift (top global manufacturing headache) Ordinary manufacturers finish sheet metal welding first then random CNC clamping, uneven welding stress causes casing twist 0.05~0.25mm, mounting hole position out of tolerance directly scrap;Zorapid Solution: Pre-set process datum positioning fixture before welding, segmented low-temperature staged welding + gradient aging stress relief, lock whole part deformation below 0.02mm before entering CNC station.
- Sheet metal thin wall clamping collapse during CNC machining Wall thickness ≤1.2mm aluminum sheet housing easy vibration & indent under CNC cutting force, 42% small factories scrap rate over 18% for thin-wall composite parts;Zorapid Solution: Custom flexible vacuum + internal expandable composite fixture, fill temporary removable low-melt filling inside cavity during machining, eliminate thin-wall deformation completely, remove filler post-finish without surface damage.
- Mismatch of bend position and CNC pre-planned hole location Bend springback changes hole center distance after forming, pure design compensation cannot eliminate accumulated error;Zorapid Solution: Zorapid self-develop AI springback simulation pre-compensation system, input material thickness & alloy grade auto revise laser cutting hole offset, pre-correct bend displacement in CAD stage.
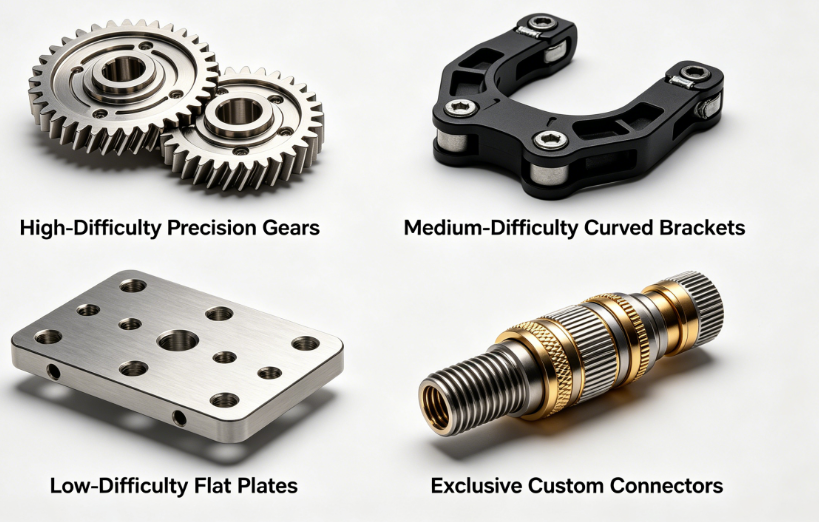
Exclusive Hard-to-manufacture Parts Most Global Suppliers Cannot Realize (Zorapid Unique Production Capacity)
Nearly 72% Europe & US precision metal fabrication factories reject below four categories composite structures due to lack of matched equipment and mature process accumulation, Zorapid forms standardized batch production solution for all tough orders:
Item1: Ultra-thin wall (0.6~1.0mm) full-enclosed multi-cavity composite cabinet with embedded precision threaded boss
Traditional split scheme: Separate sheet metal shell + independent CNC machined boss + screw assembly, assembly gap leads poor sealing & vibration looseness; Zorapid in-situ emboss boss on sheet metal then one-clamp CNC tapping inside closed cavity, integrated forming zero assembly gap, thread tolerance 6H, widely used for semiconductor testing equipment shielding box.
Item2: Curved irregular wrap-around composite part with deep blind inner precision positioning step (depth-diameter ratio>12:1)
Pure sheet metal unable to form deep inner step, split CNC blank high material cost; Zorapid laser cut curved sheet + CNC partial pre-forming + internal special small-diameter tool extend into closed cavity finish inner step after enclosure welding, inner step tolerance ±0.005mm, core for aviation drone lightweight equipment housing.
Item3: Mixed material composite structure (304 stainless steel sheet outer shell + 7075-T6 aluminum embedded CNC precision core)
Different alloy thermal expansion coefficient mismatch causes welding cracking & post-processing deformation for regular vendors; Zorapid adopt transition riveting + local low-temperature laser spot welding craft, control bonding deformation<0.018mm, outer shell corrosion resistant + inner core high precision lightweight, medical MRI equipment outer cabinet exclusive structure.
Item4: Large-size (>800mm) thin sheet composite frame with full-surface distributed precision mounting hole array (hole position tolerance ±0.01mm overall)
Whole sheet metal bend deformation causes hole array offset, segmented split processing leads datum inconsistency; Zorapid unified big fixture one-time sheet metal forming + full-surface 5-axis gantry CNC one-clamp finish all hole positions, whole frame flatness ≤0.03mm, new energy EV battery pack large outer frame exclusive craft.
Global 2026 Authoritative Industry Data Report + Full Data Table + Targeted Customized Solutions
Hybrid Sheet Metal+CNC Market Core Data (Source: Future Market Report 2026 + AMT US Manufacturing Association + European Precision Fabrication Federation Data)
Global sheet metal fabrication equipment market reach USD13.75B in 2026, hybrid composite processing segment CAGR hit 9.2% from 2026-2031, EV, medical device, semiconductor three downstream industries drive over 63% market growth.
Table2:Global Average Production Index VS Zorapid In-house Integrated Production Benchmark Contrast
|Statistical Index|Global Split Production (Sheet metal outsourced + CNC separate processing)|Zorapid One-stop In-house Hybrid Production|Client Comprehensive Cost Saving Ratio|
| Statistical Index | Global Split Production (Sheet metal outsourced + CNC separate processing) | Zorapid One-stop In-house Hybrid Production | Client Comprehensive Cost Saving Ratio |
|---|---|---|---|
| Total Production Lead Time | 18~28 working days | 5~9 working days | 55%~72% |
| Overall Parts Unit Cost | Baseline 100% | 58%~69% | 31%~42% |
| Supplier Management & QC Cost | Baseline 100% | 22%~35% | 65%~78% |
| Logistics & Intermediate Transit Expense | Baseline 100% | 15%~30% | 70%~85% |
| Rework & After-sales Maintenance Cost | Baseline 100% | 18%~32% | 68%~82% |
| Order Administrative Expense | Baseline 100% | 25%~40% | 60%~75% |
|Average finished scrap rate of composite parts|16.8%|≤2.7%|Cut scrap loss 13~19% procurement cost|
|Prototype leadtime (1~5pcs complex composite part)|14~28 working days|3~6 working days|Shorten delivery 62~78%|
|Raw material waste rate vs full solid CNC blank|31.5%|7.3%|Save high-grade alloy material cost 28%+|
|Extra secondary outsourcing fixture & correction cost|22% of total processing expense|<4.5%|Cancel all intermediate outsourcing cost|
|Full inspection document pass rate for EU/US incoming QC|67.5%|99.2%|Avoid repeated rework caused by unqualified inspection report|
Downstream Industry Demand Breakdown Data 2026
- New Energy EV: Composite battery tray & charging cabinet order surge 38.6% YoY, lightweight hybrid design cut component weight 32% vs full CNC solid part;
- Medical Device: Medical shielding cabinet composite structure demand up 27.3%, strict Ra<0.8μm surface & biocompatibility material standard eliminate low-precision single sheet metal scheme;
- Semiconductor & 5G: Module composite housing procurement grow 33.1%, ±0.01mm hole array tolerance mandatory requirement;
- Aerospace UAV: Lightweight composite cabin component increase 21.5%, hybrid becomes mainstream replace split assembly.
Table3:Global Universal Procurement Pain Point + Zorapid Targeted Solution Matrix
|Common Client Pain|Root Industry Cause|Zorapid Customized Solution|End User Core Benefit|
| Common Client Pain | Root Industry Cause | Zorapid Customized Solution | End User Core Benefit |
|---|---|---|---|
| Multi-supplier coordination & schedule delay | Sheet metal & CNC sourced from different factories, repeated communication & staggered production | In-house sheet metal + CNC integrated one-stop manufacturing | Cut admin cost 70%, shorten lead time 50%–65% |
| Inconsistent dimensional accuracy & high rework rate | Separate factories follow different tolerance & QC standards | Unified in-house inspection & consistent process specification | Reduce rework expense 65%–80%, improve pass rate above 97% |
| High hidden cost on transit & multiple shipments | Two separate outbound deliveries for sheet metal blank & finished CNC part | All processing finished inside one plant, single outbound shipment | Save logistics cost 68%–83% |
| Tedious procurement & multi-contract management | Sign separate PO, invoice and contract for two vendors | Single contract, one invoice for full finished parts | Lower procurement management workload 60%+ |
| Urgent prototype hard to fast track | Two vendors’ production schedule independent & hard to adjust | Flexible internal production scheduling for rush orders | Rush order response within 24h, delivery shorten over 60% |
|Hole position out of tolerance & assembly failure|Separate two suppliers, repeated clamping & datum shifting|Unified internal DFM standard, all process under one factory full traceability|Stable dimensional consistency, zero on-site assembly reject|
|Long delivery due to cross-factory transit & handover|Sheet metal and CNC produced at different workshops|Full closed-loop in-house production, production progress daily photo update|Fixed delivery schedule, no unexpected transit delay|
|High cost from full solid CNC blank processing|Designer forced full CNC due to supplier no hybrid capability|Free pre-order DFM structure split optimization, sheet metal for large shell + CNC only precision feature|Cut total component cost 25~40%|
|Cannot pass FDA/CE/ISO factory incoming audit|Lack full process test report & material certificate|Ship with original material mill cert, CMM full dimension report, roughness/hardness inspection file|Direct pass overseas QC inspection without supplementary test|
Core Advantages of Cooperating with Zorapid as Your Hybrid Manufacturing Partner
- Full-chain in-house one-stop production, zero third-party outsourcing: 3000㎡ constant-temperature precision manufacturing center, full configuration: Fiber laser cutting machine, CNC press brake, TIG/MIG automated welding station, 3/5-axis CNC machining center, CMM three-coordinate inspection lab, roughness tester, heat treatment aging furnace; avoid cross-factory transport damage & repeated clamping error which plagues most separated suppliers。

- Free pre-order professional DFM composite design optimization service: Zorapid senior engineers revise your STEP/SolidWorks CAD drawing for free before formal order, reasonably split sheet metal forming zone and CNC finishing zone, optimize bend avoidance structure, reserved machining allowance, eliminate post-production scrap risk in advance; mainstream competitors charge DFM modification fee $75~$280 per single drawing.
- Classified material process database covering 30+ mainstream metal grades: Archive independent laser cutting/bend/CNC parameter for each alloy, pre-store springback compensation & welding deformation control data accumulated from thousands of US/EU projects, stable repeatability for prototype and bulk batch production.
- Complete export certification document matching US/EU standard: Provide RoHS, FDA, CE compliant certification, original material factory certificate, full-size CMM inspection datasheet, surface treatment test report together with finished goods, satisfy customs clearance and Tier1 client factory audit requirement.
- Flexible MOQ + priority urgent rush production channel: Support 1pcs R&D prototype sample up to thousands bulk serial production; urgent critical project open dedicated priority production line, shorten leadtime extra 35% based on standard schedule, fit startup R&D and large OEM urgent trial production demand.
Full Applicable Processing Materials (Classified by Application Field, Mark Processing Difficulty Level)
Category1: Aluminum Alloy (Most popular composite raw material, low-mid processing difficulty, mainstream for electronics/EV/aerospace)
6061-T6, 5052-H32, 7075-T6; lightweight, excellent bend forming + CNC machinability, surface available hard anodizing, for server chassis, EV battery frame, UAV equipment housing.
Category2: Stainless Steel (High corrosion resistance, mid-high processing difficulty, medical/semiconductor exclusive)
SUS304, SUS316L, 17-4PH; 316L meet medical biocompatibility standard, anti-acid corrosion, used for medical cabinet, semiconductor cleanroom shielding shell.
Category3: Carbon & Alloy Structural Steel (High strength, mid processing difficulty, new energy/automation equipment)
SPCC cold rolled steel, 1018, A3 steel; low cost, good weldability, for industrial control cabinet, mechanical equipment protective frame.
Category4: Special High-performance Alloy (Ultra-high difficulty, aerospace customized composite parts only)
Ti-6Al-4V titanium alloy, Inconel718 thin plate; high strength lightweight anti-high temperature, ultra-strict bend & CNC parameter control, small batch aviation cabin component exclusive material.
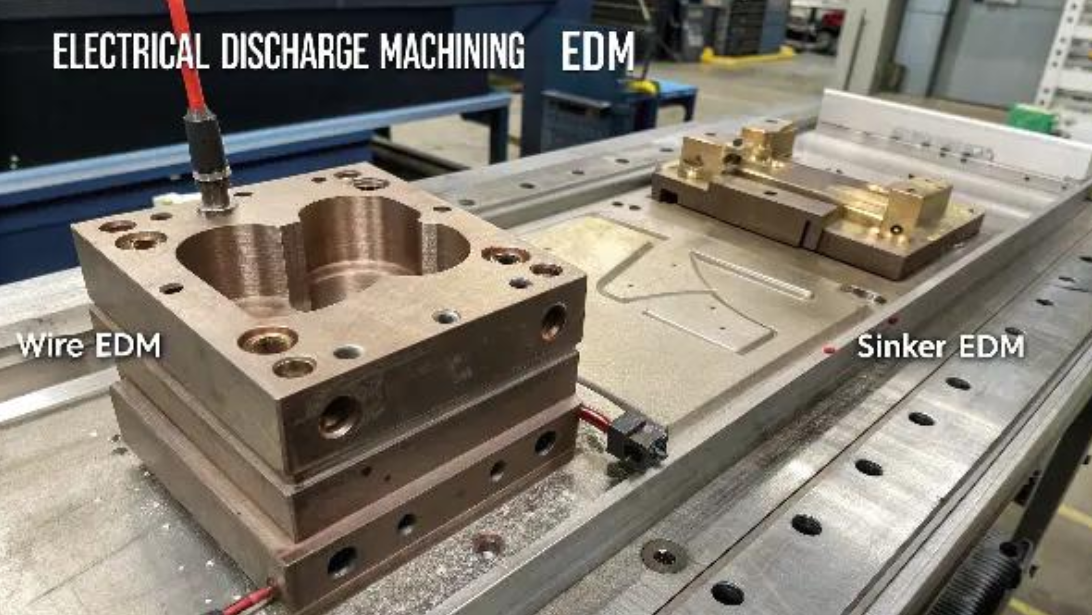
Detailed Explanation of Core Applied Process Technology
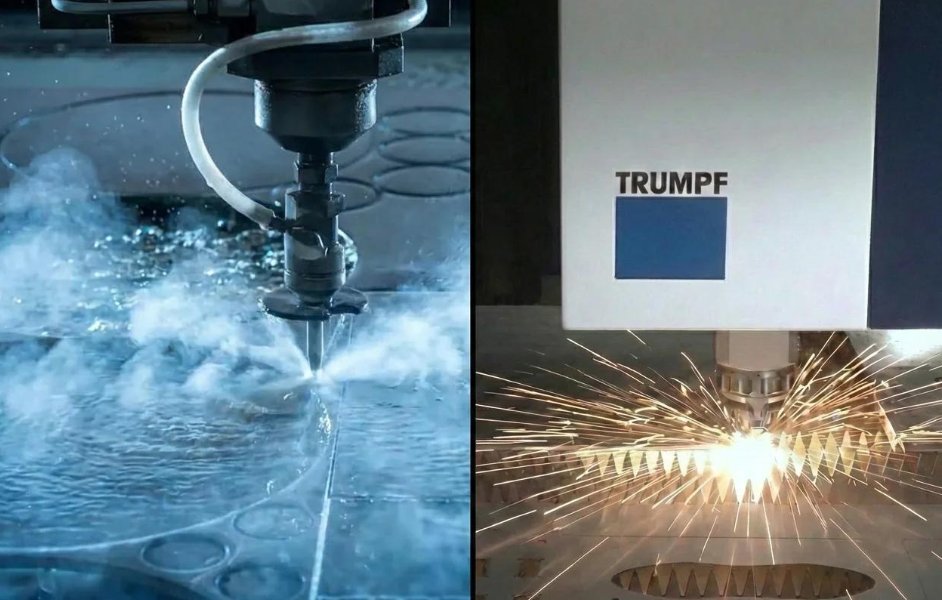
- Laser Precision Blanking + CNC Bend Forming (Base core sheet metal craft) Fiber laser ±0.03~0.05mm clean edge blanking without burr → CNC press brake with AI springback compensation automatic bend forming, realize irregular curved & multi-angle shell outline fast forming, save 70% material vs solid CNC blank cutting.
- Segmented Low-temperature Welding + Gradient Aging Stress Relief Replace full high-temperature continuous welding, segmented spot weld + intermittent cooling, after full assembly low-temperature gradient heat preservation eliminate welding residual stress, control whole casing deformation within 0.02mm, lay foundation for subsequent high-precision CNC finishing.
- Unified Datum One-clamp Multi-face 5-axis CNC Finishing (Zorapid core precision craft) Fix whole composite workpiece with customized fixture based on unified process datum after sheet metal forming, 5-axis linkage one-time finish all distributed threaded hole, sealing surface, locating boss, eliminate repeated clamping accumulated tolerance, hole position tolerance stable ±0.01mm.
- In-situ Emboss + On-machine Direct CNC Machining (Short-cycle small shell exclusive craft) Emboss precision protruding boss directly on sheet metal via CNC stamping equipment without extra separate CNC blank, then mount on machining center in-place drill & tap, cancel secondary assembly, shorten processing cycle 40%.
- Vacuum Flexible Fixture CNC Thin-wall Anti-deformation Processing Custom vacuum adsorption + internal temporary filling composite fixture for ≤1.2mm ultra-thin wall composite housing, avoid CNC cutting vibration indent and wall collapse, realize Ra≤0.6μm ultra-smooth inner surface finish.
Real Customer Case Analysis with Actual Finished Part Pictures
Case1: USA FDA Certified Medical Diagnostic Equipment Composite Cabinet|Material: SUS316L Stainless Steel + 6061-T6 Aluminum Insert
Client Original Trouble
Previous European supplier split outer stainless steel sheet shell + independent solid CNC aluminum insert then screw assembly; after sterilization high-low temperature cycle test, assembly gap expansion leads electromagnetic shielding failure, 32% batch products reject, original delivery 24 working days with rework loss USD19,600.
Zorapid Custom Hybrid Solution
- SUS316L sheet laser cut + CNC bend full outer cabinet shell, local emboss pre-position boss;
- 6061-T6 aluminum small insert pre-CNC precision machining then embedded into shell via laser spot welding fixed;
- Post low-temperature aging stress relief → unified datum 3-axis CNC finish all mounting thread & sealing groove.
Final Outcome
Cancel all split screw assembly, shielding rate 100% pass FDA standard test, overall hole tolerance ±0.008mm, finished & delivered within 5 working days; client signs 2-year annual framework bulk order.

Case2: Germany EV Battery Pack Outer Composite Frame
Old full solid CNC blank solution: High raw material cost, component overweight reduce vehicle cruising range, single part CNC material waste over 41%; Zorapid adopt 6061 sheet metal bend main frame + partial CNC machined embedded locating boss hybrid craft, part weight cut 33%, raw material cost drop 37%, batch 350pcs zero scrap, delivery shorten from 21 days down to 6 days.

Core Downstream Application Scenarios + Four-in-one Collage Real Picture
Four major high-value downstream application fields of 2026 sheet metal+CNC composite structure
- Medical Device Industry: MRI shielding cabinet, surgical instrument storage composite housing, diagnostic testing equipment shell; mandatory FDA biocompatibility & electromagnetic shielding standard, strict surface roughness Ra<0.8μm requirement。
- New Energy Vehicle & Charging Equipment: EV battery tray composite frame, charging pile core control cabinet, power module outer shell; lightweight + high structural strength core demand, hybrid design becomes mainstream industry solution.
- Semiconductor & Communication Electronics: 5G base station module shell, semiconductor testing equipment shielding box, industrial server composite chassis; dense precision hole array ±0.01mm tolerance, anti-interference enclosure core requirement.
- Aerospace & UAV: Drone lightweight cabin composite component, satellite ground test equipment outer frame; weight reduction 30~45% vs full CNC solid part while keep structural rigidity.
Standard Delivery Speed Benchmark + Finished Goods Packaging & Shipment Real Shot Picture
Industry Average Leadtime VS Zorapid Fixed Delivery Standard Contrast
Conventional split-process vendors: 1~5pcs complex composite prototype 15~30 working days; small batch 50~200pcs bulk order 32~55 working days (two-factory handover + repeated rework + cross-region transit).
Zorapid Fixed Delivery Specification:
- 1~5pcs R&D prototype composite parts: 3~6 working days;
- Small batch 20~200pcs bulk production:7~11 working days;
- Large-volume serial order above 500pcs:12~17 working days; Urgent rush project available priority production arrangement, extra shorten leadtime 30% on above standard schedule.

Whole production progress tracked via internal ERP system, we send daily workshop machining/forming real photos to overseas purchasing engineers, fully transparent production schedule without hidden delivery delay risk.
Full Article Core Summary
2026 marks the rapid popularization year of sheet metal + CNC composite structural design in global high-end precision manufacturing, breaking the long-standing single-process design limitation: Sheet metal realizes large-size thin-wall lightweight forming with low raw material cost; CNC undertakes all high-precision mating feature processing to guarantee assembly accuracy, the two crafts complement each other’s inherent defects perfectly.
Most US/EU design & procurement’s sourcing pain including high scrap rate, unstable dimensional precision, long delivery cycle, excessive raw material cost roots from splitting sheet metal and CNC into different independent manufacturers without unified DFM and process standard. Zorapid’s full in-house closed-loop hybrid production system solves above universal industry pain, masters all ultra-difficult mixed-material, ultra-thin-wall, large-size hole array composite structures most global suppliers can’t produce, effectively cut your overall procurement cost and accelerate your product R&D iteration cycle.
If your existing supplier struggles with composite part dimensional out-of-tolerance, frequent delivery delay or uncontrollable high cost, send your CAD drawing to Zorapid for free DFM design optimization analysis & customized formal quotation immediately.
FAQ
How to judge whether my part is suitable for sheet metal+CNC hybrid instead of full CNC or full sheet metal?
When your component has large continuous outer casing/frame structure + scattered precision threaded hole/sealing boss/locating cavity at the same time, hybrid is the optimal choice; full sheet metal only for simple non-precision housing without tight tolerance feature; full CNC only for small-size all-precision solid part with no large thin-wall shell. Our engineers free evaluate design rationality via DFM check after receiving your drawing.
Why most manufacturers fail to control welding deformation of large composite cabinet?
Most small factories adopt full continuous high-temperature welding without pre-weld positioning fixture and post heat treatment, uneven welding stress causes whole casing twist; Zorapid use segmented intermittent low-temperature welding + customized positioning fixture + gradient aging three-layer control craft, deformation stably below 0.02mm, this complete process system needs decades of verified parameter accumulation most factories don’t own.
What tolerance standard can Zorapid reach for composite parts? Can match US/US military drawing requirement?
Conventional composite part mounting hole ±0.01~±0.015mm, high-precision custom feature reach ±0.004mm, thread comply with 2B/6H ANSI standard; we follow AS9100 aerospace & ISO13485 medical production standard, all inspection datasheet match North America/Europe incoming QC audit requirement.
Is hybrid composite processing cheaper than full solid CNC blank?
For parts with outer large shell structure: hybrid cut 28~42% total cost via massive raw material saving vs full CNC; for small compact solid component full CNC is more cost-effective. We will optimize structure split to lower your cost in free DFM consultation.
Can Zorapid modify existing defective composite parts from other suppliers?
Yes, we can perform local CNC repair, supplementary machining and deformation calibration for your failed composite cabinet, repair cost only 20~35% of full remanufacturing expense, widely used for US/EU after-sales equipment spare part correction projects.