If you’ve ever wondered why some CNC parts come out flawless, fast, and cheap while others burn, chatter, or miss tolerance—90% of the time it’s down to feed rate and cutting speed. Get these two right, and you win. Mess them up, and you’re just wasting time, tools, and money.
At Zorapid, we dont just run parts. We dial in the perfect parameters for every material, every geometry, every tolerance. The stuff other shops say is “too hard” or too slow? That’s exactly what we do every day.
CNC Machining 101: Feed Rate & Cutting Speed
Let’s keep it simple—no fancy college lectures, just shop-floor clarity.
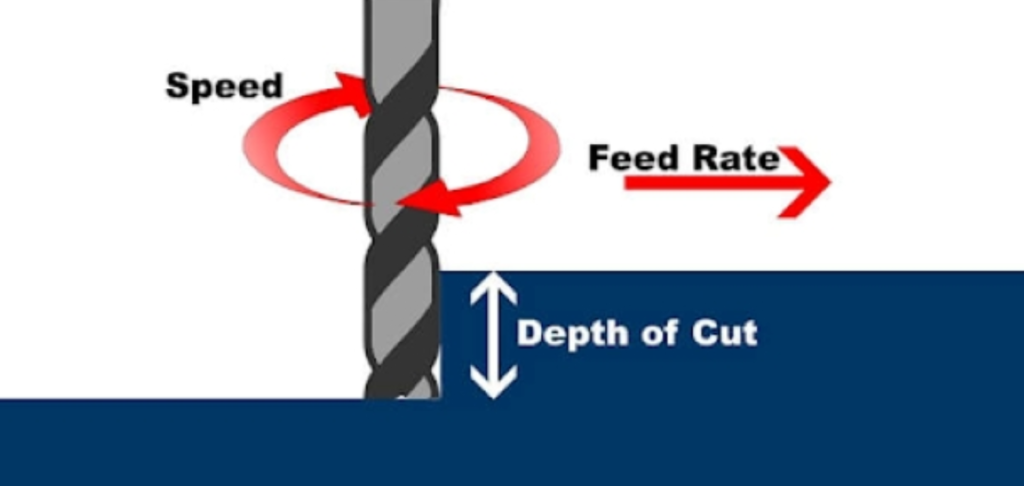
Cutting Speed (Vc / SFM)
Cutting speed is how fast the tool edge moves across the material surface.
- Measured in m/min (metric) or SFM (imperial)
- Determines heat, tool wear, and surface finish
- Too fast = tool burns, melts, or wears out in hours
- Too slow = material work-hardens, surface gets rough
Feed Rate (Vf)
Feed rate is how fast the tool advances into the part.
- Measured in mm/min or mm/rev
- Determines chip load, cycle time, and part accuracy
- Too fast = tool breaks, chatters, or tears the material
- Too slow = rubbing, heat buildup, and super long cycle times
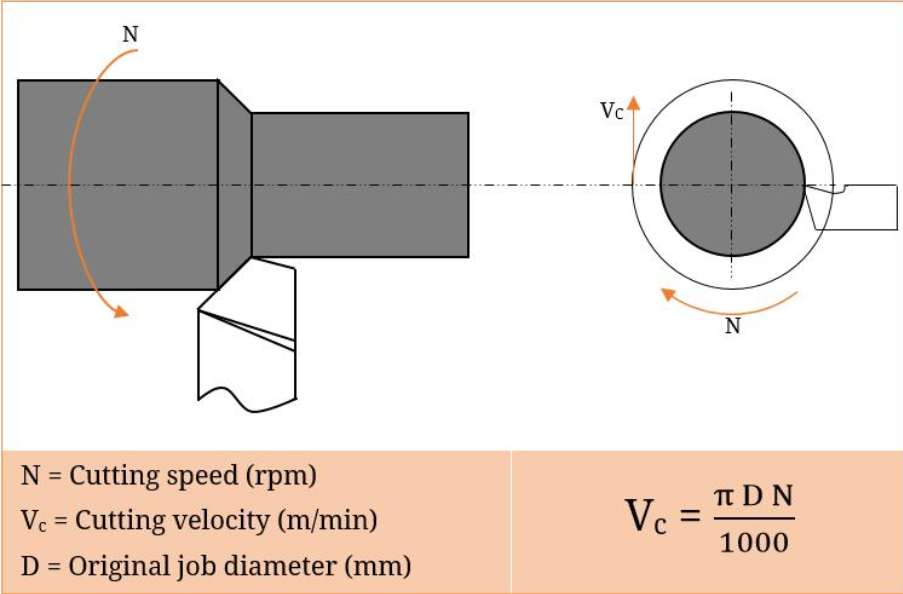
The Key Formulas (Memorize These!)
- Cutting Speed:
Vc = (π × D × n) / 1000(D = tool diameter, n = spindle RPM)
Feed Rate:Vf = f × n × Z(f = per-tooth feed, Z = number of flutes)
Pro Tip from Zorapid: We don’t just plug numbers in. Our engineers tweak these formulas for every single job—accounting for machine rigidity, tool grade, coolant type, and even ambient temperature. That’s how we hold ±0.005mm tolerances consistently.
2. The Impossible Jobs We Do (Others Can’t—We Can)
Any shop can machine simple aluminum blocks. The real test? Hard materials, tight tolerances, complex geometries, and thin walls. That’s where Zorapid separates from the crowd.
What We Specialize In:
- Titanium & Inconel 718: High-temperature alloys that chew through standard tools. We use ceramic & CBN inserts with ultra-low Vc and optimized feed to avoid work-hardening.

Thin-Wall Parts (10:1 depth-to-width ratio): Most shops break tools or bend walls. We use high-speed, low-feed strategies with 5-axis simultaneous motion to keep rigidity.

Micro Machining (Ø0.1mm tools): Requires ultra-high spindle speed (30,000+ RPM) and precise feed control. Our Brother Speedio machines handle this daily.
PEEK & Medical-Grade Plastics: Easy to melt or deform. We run high Vc, moderate feed with air blast cooling (no liquid coolant) to preserve material properties.
Why others can’t: They use generic parameters, standard machines, and lack the material-specific process knowledge. We’ve spent 20+ years mastering these edge cases.
3. Materials We Machine Like Clockwork
We work with all common and exotic materials—no job is too hard. Here’s our go-to parameter starting point (we refine further for each part):
| Material | Cutting Speed (Vc) | Feed Rate (Vf) | Notes |
|---|---|---|---|
| Aluminum (6061/7075) | 300–1200 m/min | 800–2000 mm/min | High speed, high feed—watch for built-up edge |
| Stainless Steel (316L/17-4PH) | 80–150 m/min | 300–600 mm/min | Low speed, moderate feed—avoid work-hardening |
| Titanium (Ti-6Al-4V) | 40–80 m/min | 200–400 mm/min | Very low speed, low feed—excellent coolant flow |
| Inconel 718 | 20–50 m/min | 100–300 mm/min | Ultra-low speed, minimal feed—ceramic tools only |
| PEEK/PEKK | 200–400 m/min | 500–1000 mm/min | Air cooling only—no liquid coolant |
| Tool Steel (S136/H13) | 100–180 m/min | 400–800 mm/min | Medium speed, medium feed—hardened steel friendly |
At Zorapid, we don’t just “machine materials”—we master their quirks.
Real-World Case Studies
Aerospace Inconel 718 Turbine Blade
- Challenge: Inconel 718, complex 5-axis geometry, wall thickness 0.3mm, tolerance ±0.01mm. Most shops quoted 4 weeks + high scrap rate.
- Zorapid Solution: Used 5-axis simultaneous machining, ceramic inserts, and cryogenic (-196℃) cooling. Tuned Vc=35 m/min, Vf=250 mm/min.
- Result: 5-day delivery, 0 scrap, perfect tolerance. Customer now sends all their aerospace parts to us.

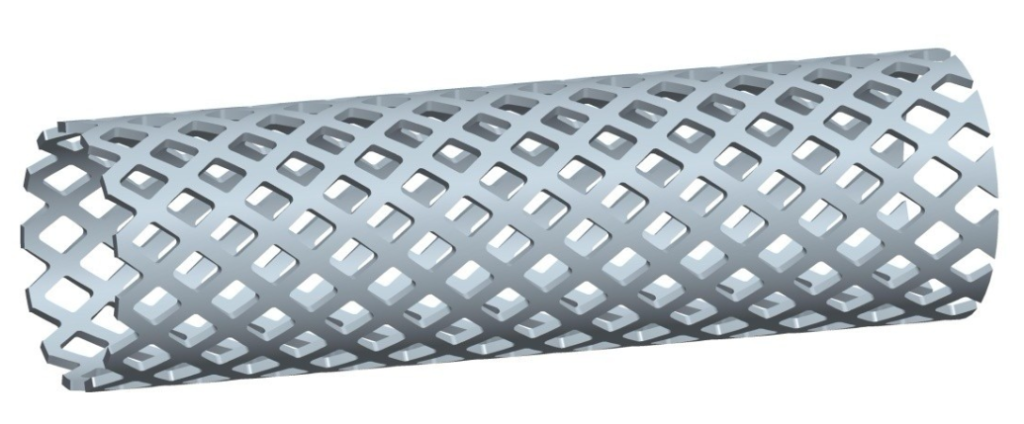
Medical 17-4PH Stainless Steel Interbody Cage
- Challenge: Medical implant, 17-4PH H900, intricate lattice structure, Ra ≤ 0.8μm surface finish.
- Zorapid Solution: High-feed milling with coated carbide tools, Vc=120 m/min, Vf=500 mm/min. In-process inspection with OMI probing.
- Result: ISO 13485 compliant, passed all biocompatibility tests, delivered in 4 days.
Automotive 7075-T6 Aluminum Hydraulic Manifold
- Challenge: 7075-T6, 20+ deep holes, tight positional tolerance ±0.02mm, no leak allowed.
- Zorapid Solution: High-speed drilling with coolant-through tools, Vc=800 m/min, Vf=1500 mm/min. 5-axis milling for complex ports.
- Result: Zero leaks, 3-day delivery, 30% cheaper than EU suppliers.
Quality Assurance: We Don’t Guess—We Measure
Talk is cheap. Quality is proven with data. At Zorapid, every part is inspected, documented, and signed off before shipping.
Our Quality Process:
- First Article Inspection (FAI): 100% dimensional check with Hexagon CMM (accuracy ±0.002mm).

In-Process Inspection: OMI machine probing checks critical features mid-run—adjust parameters if needed.
Surface Finish Testing: Ra meter verifies surface roughness (as low as Ra 0.02μm).
- Material Certification: Full CoC/CoA for every batch—traceable to raw material mill.
- Final Visual & Dimensional Audit: No part leaves without two independent inspector sign-offs.
Certifications: ISO 9001, IATF 16949, AS9100D, ISO 13485. We meet the strictest industry standards—no exceptions.
Delivery Speed: Fast, Faster, Zorapid
In today’s market, speed is everything. You can’t wait 2–4 weeks for prototypes or small batches.
Our Lead Times:
- Prototypes (1–5 pieces): 3–5 days (standard) | 24–48 hours (rush)
- Small Batches (10–50 pieces): 5–7 days
- Production Runs (100+): 10–14 days
How we do it:
- 50+ high-end machines (3-axis, 4-axis, 5-axis, EDM, wire cut)
- In-house tooling & fixturing (no waiting for external vendors)
- 24/7 lights-out machining (maximize machine utilization)
- Dedicated project managers (real-time updates, no communication gaps)
No MOQ: 1 piece or 10,000 pieces—we treat every order with the same urgency and precision.
Why Choose Zorapid? The Clear Advantages
Unmatched Expertise in Hard & Complex Materials
We specialize in titanium, Inconel, stainless steel, and exotic plastics—the stuff other shops avoid.
Precision That Speaks for Itself
±0.005mm tolerance capability, Ra ≤ 0.02μm surface finish, 0.3% scrap rate (industry average is 2–5%).
Speed Without Compromise
3–5 day prototype delivery, 24/7 machining, in-house tooling—we get your parts to market faster.
Full-Service CNC Partner
From DFM analysis to final inspection, we handle everything. No outsourcing, no middlemen, no surprises.
Engineering-Driven Parameter Tuning
We don’t use generic settings. Every job gets custom feed/speed optimization based on material, geometry, and tolerance.
real-time updates, detailed inspection reports, and no hidden costs. We understand how Western businesses work—no language barriers, no cultural missteps.
Final Thoughts: Feed & Speed = Success
At the end of the day, CNC machining isn’t just about machines—it’s about knowing how to make the machines work for you. Mastering feed rate and cutting speed is the foundation of quality, speed, and cost efficiency.
At Zorapid, we’ve turned this mastery into a competitive advantage. The jobs others call impossible? We call them Tuesday.
If you’re tired of long lead times, poor quality, and high prices from your current CNC supplier—it’s time to switch to Zorapid.
Ready to get started? Send us your 3D files and specs. We’ll reply with a detailed quote, DFM feedback, and optimized feed/speed parameters—usually within 24 hours.
FAQ: Your Top Questions Answered
What happens if I use too high a cutting speed?
Tool overheats, wears out fast, or breaks. Surface finish gets rough, and you risk thermal deformation of the part.
Can I use the same feed/speed for all tools?
No! Smaller tools need lower feed/speed to avoid breaking. Larger tools can handle higher parameters. Always adjust based on tool diameter and number of flutes.
How do I avoid chatter/vibration?
Chatter comes from wrong feed/speed, poor fixturing, or weak tools. Try reducing feed, increasing speed, or using a shorter, stiffer tool holder.
What’s the biggest mistake new shops make with parameters?
Running too fast and too hot to save time. This leads to tool failure, scrap parts, and longer delays in the long run. Slow down, get it right, and save time overall.
Does Zorapid offer DFM analysis before quoting?
Absolutely free! Our engineers review your design for machinability, tolerance stack-up, and optimal parameter setup—before we start machining. This saves you time and money.
Zorapid: Where precision, speed, and expertise meet. Your trusted CNC partner for prototypes, small batches, and production runs—no matter how hard the job.


