Uncover the secrets of high-pressure forming from molten metal to precision parts. Zorapid solves core industry pain points including porosity, deformation and poor dimensional accuracy.
As an irreplaceable high-efficiency precision forming technology, die casting is widely applied in automotive lightweight components, new energy structural parts and 3C electronic enclosures. Featuring high-pressure high-speed filling and rapid mold cooling, it fabricates complex-shaped metal parts with uniform wall thickness within seconds. It delivers far higher productivity than traditional casting, and stands as the top choice for lightweight production among new energy vehicle manufacturers and smart hardware brands.
Most mainstream die casting factories suffer obvious technical drawbacks: dense internal porosity, severe distortion of large-sized parts, loose dimensional tolerances and low yield rates. They are generally incapable of undertaking high-difficulty orders such as high-end thin-wall sealing parts and vehicle load-bearing structural components.
Today we fully break down the complete die casting workflow with vivid illustrations and professional technical analysis, clearly distinguishing the gap between conventional die casting and high-end precision die casting, as well as elaborating Zorapid’s exclusive core technical advantages.
Basic Working Principle of Die Casting
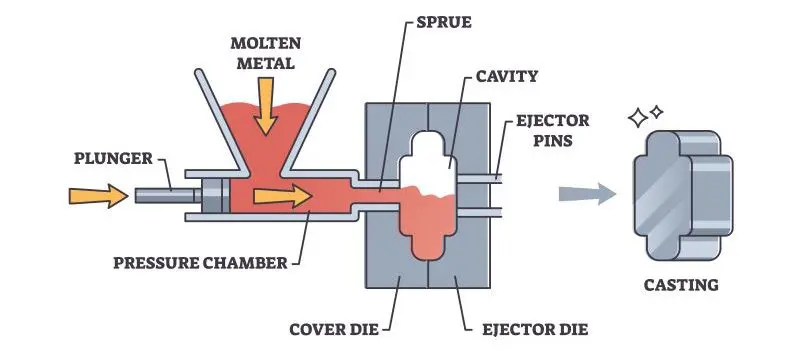
Short for pressure casting, die casting works on this core principle: inject molten metals like aluminum alloy and magnesium alloy rapidly into sealed precision mold cavities under high pressure and high flow speed via die casting machines. The materials cool and solidify quickly inside constant-temperature molds, then get ejected after shaping. Complex outer shapes and internal structures can be finished in one single forming process.
Cold Chamber Die Casting
The mainstream process with external metal melting. Ideal for large and thick automotive structural parts made of aluminum and magnesium alloys.
Hot Chamber Die Casting
Integrated melting and casting with fast forming speed, mainly applied to small precision zinc alloy components.
Complete Die Casting Workflow
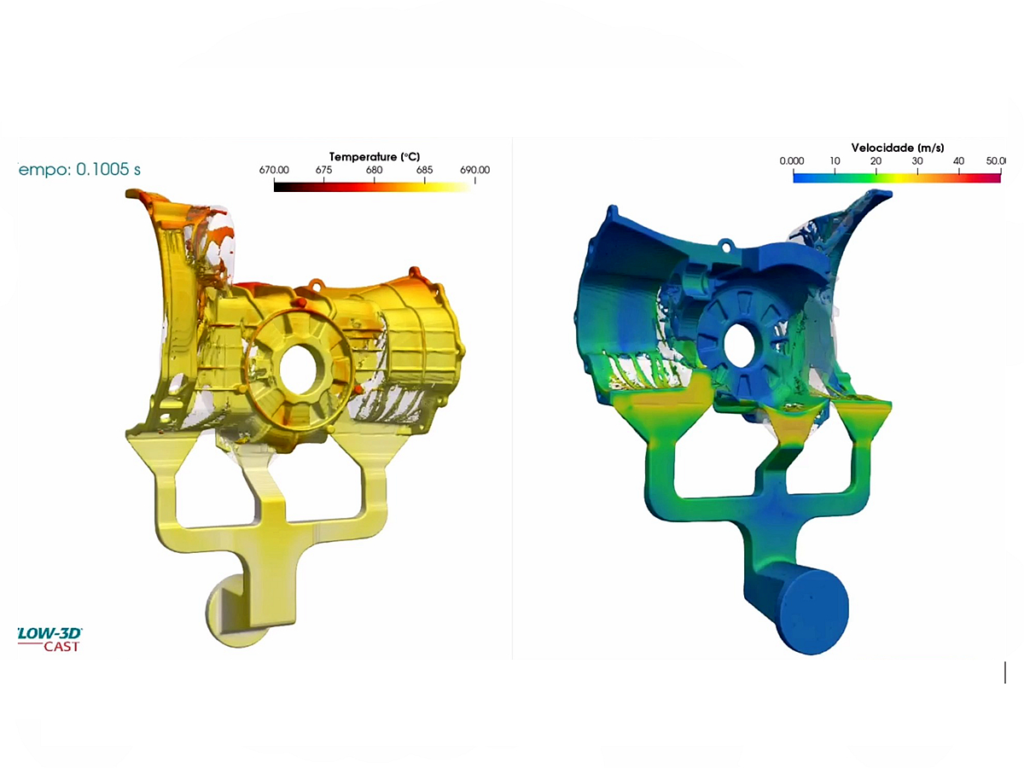
Step 1: Pre-production DFM Die Casting Process Simulation & Optimization
Upon receiving clients’ 2D/3D drawings, our technical team immediately conducts professional die-casting-oriented DFM review. We adopt professional mold flow simulation software to simulate molten metal flow path, filling speed, temperature distribution and solidification sequence, and rationally design vent slots, gating system and mold cooling channels in advance.
This effectively avoids common defects such as uneven wall thickness, cold shut at sharp corners, shrinkage cavities and incomplete filling. It optimizes product structure and greatly reduces failure risks in mold development and trial production.
Industry Pain Points
Small manufacturers lack simulation design and rely merely on veteran workers’ experience. Repeated mold trials cause massive time and material waste.
Zorapid Advantages
We provide free 24-hour DFM optimization solutions with a first trial success rate up to 95%, greatly shortening R&D cycles.
Step 2: Custom Machining of High-end Special Die Casting Molds
Core operations:
Adopt H13 hot-work die steel exclusively for die casting. After high-temperature quenching and tempering treatment, the steel maintains stable hardness, featuring excellent resistance to high temperature, high pressure impact, wear and deformation.
We finish mold cavities via 5-axis CNC, mirror EDM and wire cutting machines. Strictly control mold clamping accuracy and cavity surface finish, and reserve precise die casting shrinkage allowance to ensure stable dimensional consistency in mass production.

Industry Pain Points
Low-cost mold steel is prone to cracking and deformation, and gets scrapped after tens of thousands of shots, leading to severe dimensional deviation of finished parts.
Zorapid Advantages
Our molds achieve a service life of over 500,000 shots with zero dimensional drift during long-term mass production.
Step 3: Smelting, Purification and Degassing of Alloy Raw Materials
Core process: Precisely proportion aluminum alloy and magnesium alloy materials according to application scenarios, then heat evenly to standard molten temperature in constant-temperature melting furnaces.
After smelting, dual purification including rotary argon degassing and slag filtration is performed to thoroughly remove hydrogen and oxide impurities inside molten metal, eliminating internal porosity and slag inclusion defects of die castings from the source.

Industry Pain Points
Most manufacturers skip degassing procedures, resulting in massive internal porosity inside castings, which fails to meet application demands of sealed and pressure-bearing automotive parts.
Zorapid Advantages
We achieve high-purity purification of molten metal to deliver highly dense castings, perfectly suitable for high-pressure sealing working scenarios.
Step 4: Mold Clamping & Even Protective Coating
Core Process
The die casting machine performs precise high-pressure mold locking to firmly close upper and lower molds, effectively preventing flash and material overflow during production.
Automatic manipulators evenly spray eco-friendly water-based die-casting release agent all over inner mold cavities for heat insulation, anti-sticking and smooth forming, while maintaining constant mold temperature throughout the process.

Industry Pain Points
Manual random spraying leads to uneven release agent coating, causing color difference, flow marks and mold sticking scratches on finished parts.
Zorapid Advantages
Fully automatic standardized spraying ensures consistent surface texture and steadily boosts product yield.
Step 5: High-pressure High-speed Vacuum Filling & Die Casting Forming (Core Process)
Core operation: Deliver molten metal into the injection chamber of die casting machine, activate high-pressure high-speed injection system. Meanwhile, the vacuum die casting system extracts internal air inside molds synchronously. The molten metal fills the entire mold cavity at steady flow rate without turbulence and air entrapment. Once filling is completed, pressure holding starts immediately to compensate shrinkage gaps during metal solidification.
Industry Pain Points
Without vacuum die casting, high-speed filling traps massive air, making large and thin-wall parts prone to deformation and scrap.
Zorapid Advantages
Equipped with standard vacuum die casting process. Ultra-thin wall parts can be formed effortlessly, with deformation strictly controlled within minimal range.
Step 6: Constant Temperature Cooling Shaping & Stable Ejection
Core Process
Built-in mold circulating cooling channels enable fast, even molten metal cooling and uniform solidification, eliminating thermal cracks and internal stress from uneven heat distribution.
After cooling, the machine opens molds steadily, and finished products are ejected evenly via multi-point synchronous ejector pins to eliminate ejection marks and bending deformation.

Industry Pain Points
Simple cooling channel layout leads to uneven cooling, resulting in easy distortion and deformation of finished parts.
Zorapid Advantages
Contoured surrounding cooling design minimizes internal stress of castings, ensuring no deformation during subsequent machining.
Step 7: Post-processing Finishing & Full-dimensional Quality Inspection
Core Process
Remove gates, runners, flashes and burrs from finished castings. Conduct precision CNC machining, sandblasting, anodizing, hard anodizing, electrophoretic coating and other surface treatments as required.
Final full inspection is carried out via CMM coordinate measuring machines, X-ray internal flaw detectors and vernier calipers. Products can only be delivered after passing three-level quality checks on appearance, dimension and internal structure.

Industry Pain Points
Only rough manual sampling inspection is adopted, hidden internal defects cannot be detected, bringing potential safety hazards to end markets.
Zorapid Advantages
Tasks others can’t handle, exclusive high-difficulty die casting services available only at Zorapid
Ultra-thin wall precision die casting
Stably produce aluminum alloy die castings with wall thickness as thin as 0.8mm. Precisely control flatness of large flat parts, with dimensional tolerance up to ±0.02mm. Stable mass production is unattainable for ordinary manufacturers.
Low-porosity sealing-grade die casting
Combined vacuum die casting and molten metal purification greatly reduce internal porosity. Ideal for high-pressure sealing components such as new energy battery housings and water-cooled sealing parts.
Large-sized irregular complex die castings
We manufacture large-volume complex castings including vehicle chassis structural parts and large new energy equipment housings, solving common industry issues like incomplete filling and severe distortion of oversized workpieces.
High-load high-strength automotive-grade die casting
Accurate alloy proportioning plus optimized cooling process ensure qualified tensile strength and hardness. Perfect for core load-bearing and shock-resistant auto components.
All-in-one customized manufacturing
One-stop service covering die casting forming, CNC precision machining and surface finishing. Save clients multi-party coordination work and deliver finished products directly.
Strict Quality Assurance System
Certified with authoritative IATF16949 automotive industry qualification, fully compliant with auto parts manufacturing standards
Implement one-item-one-code traceability management throughout the whole process from raw material warehousing, smelting & die casting, production processing to finished product delivery.
Strictly carry out in-process patrol inspection and 100% finished product inspection to fully control appearance, dimension and internal defects layer by layer.
Material certificates, dimensional inspection reports and internal flaw detection reports are available for all delivered products to ensure traceable quality.
Guaranteed high yield rate. Free rework is provided for quality defects caused by non-artificial design issues.
Fast Delivery Advantages
Rapid die casting mold development shortens pre-production preparation cycle, far ahead of the industry average lead time.
Flexible production line supports sample order starting from 1 piece with no minimum order quantity, covering R&D sampling, small-batch trial production and mass production.
Expedited samples finished within 3-5 days, regular bulk orders delivered in 7-15 days.
Dedicated professional engineers provide one-on-one order follow-up and real-time production progress update to avoid delivery delays.
Five Core Advantages of Choosing Zorapid
Leading Technology
Master core vacuum precision die casting technology, solving three major industry defects: thin-wall forming difficulty, internal porosity and product deformation.
Reliable Quality
Adopt automotive-grade production standards and full-range quality inspection, ensuring reliable delivery of high-end auto parts orders.
Complete Product Range
Full-range die casting services for aluminum alloy and magnesium alloy, covering new energy, automotive, 3C electronics and intelligent equipment industries.
Cost-Effective Solution
High yield rate cuts scrap loss, with reasonable pricing and strictly controlled overall production costs.
Thoughtful Service
Free drawing and process optimization, 24-hour technical support and worry-free after-sales service throughout the whole process.
FAQ
What products are suitable for die casting process?
Custom lightweight metal structural parts are available, including new energy battery enclosures, automotive chassis components, motor housings, vehicle sensor parts, 5G heat dissipation shells and smart device casings.
What is the maximum size of die-cast parts? Can irregular shaped parts be customized?
We are capable of manufacturing full-vehicle large-scale die-cast structural parts. All kinds of non-standard parts with special shapes, hollow structures and complex curved surfaces can be customized.
What surface treatments are available for finished die castings?
We provide mainstream industrial surface finishing services including sandblasting, matte spraying, hard anodizing, conductive anodizing, electrophoretic coating and polishing.
Can we develop molds and produce die castings with only physical samples instead of detailed drawings?
Yes. We support reverse engineering and drawing creation based on physical samples. Mold development and mass production can be launched rapidly after drawing confirmation.
What is the minimum order quantity for customized die casting products?
No minimum order quantity required. We accept orders for single-piece R&D sampling, small-batch trial production and large-scale mass production.
Do die-cast products meet standards in corrosion resistance and service life?
With professional anti-corrosion surface treatment, our products pass standard salt spray tests. They feature excellent wear resistance and corrosion resistance, stable for long-term industrial application.
Summary
The die casting industry has moved past extensive mass production. Market demand now leans toward high-precision, high-density, lightweight and high-safety precision die castings. Restricted by outdated equipment, backward techniques and insufficient design capability, most traditional die casting factories are unable to take high-end premium orders.
With years of in-depth experience in precision die casting, Zorapid owns core strengths including advanced facilities, mature processes and professional technical teams. We solve tough die casting challenges others cannot handle, and steadily mass-produce qualified precision die-cast parts unavailable from peers.


