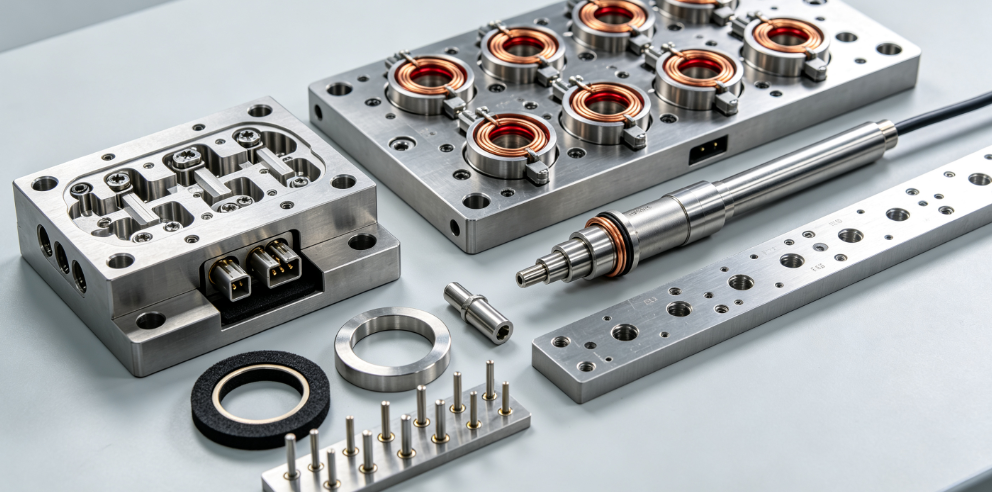
Injection mold development is a systematic project, covering the entire workflow including design, material selection, machining, assembly, and trial mold optimization. The precision and detail control of each process directly determine the final performance of the mold.
After learning about the manufacturing process and technical requirements of injection molds, it becomes clear that crafting a high-quality injection mold is highly challenging.
Mold Opening Procedures and Requirements for Injection Molds
Preliminary Preparation
Before initiating the design, clarify the core requirements in advance to avoid repeated revisions in the later stage.
Plastic Part Requirements
Define part function to guide mold material and cavity finishing. Food-grade molds need Ra ≤0.025μm polishing plus chrome plating for corrosion resistance.
Review key tolerances and draft angles on 2D/3D files; poor draft causes demolding jamming.
Confirm part appearance requirements, and pre-plan gate location and vent structure.
Injection Molding Machine Parameter Matching
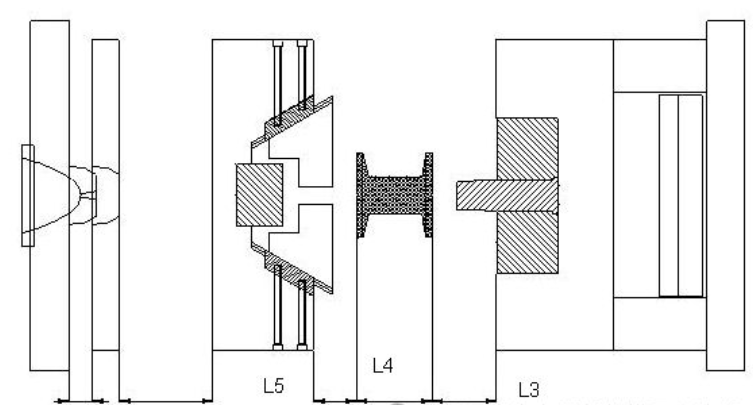
Mold design shall be compatible with the specifications of the target injection molding machine. Key parameters are as follows:
- Maximum mold height: The mold closed height shall be within the range between the minimum and maximum mold height of the injection machine.
- Tie bar spacing: The overall length and width of the mold must be smaller than tie bar spacing to avoid installation failure.
- Injection capacity: Ensure the single-shot injection volume meets the total weight of plastic parts and runners, with a reserved margin of 10%–20% in general.
- Clamping force: Calculated according to the projected area of the plastic part.
Mold Design
Design is the foundation of mold manufacturing, which must balance three core objectives: molding efficiency, plastic part quality and mold service life.
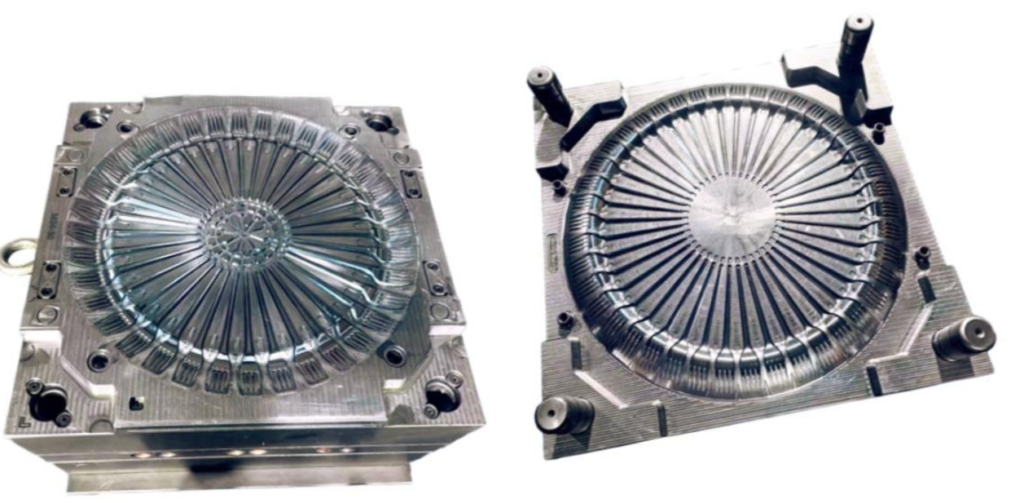
Cavity and Core Design
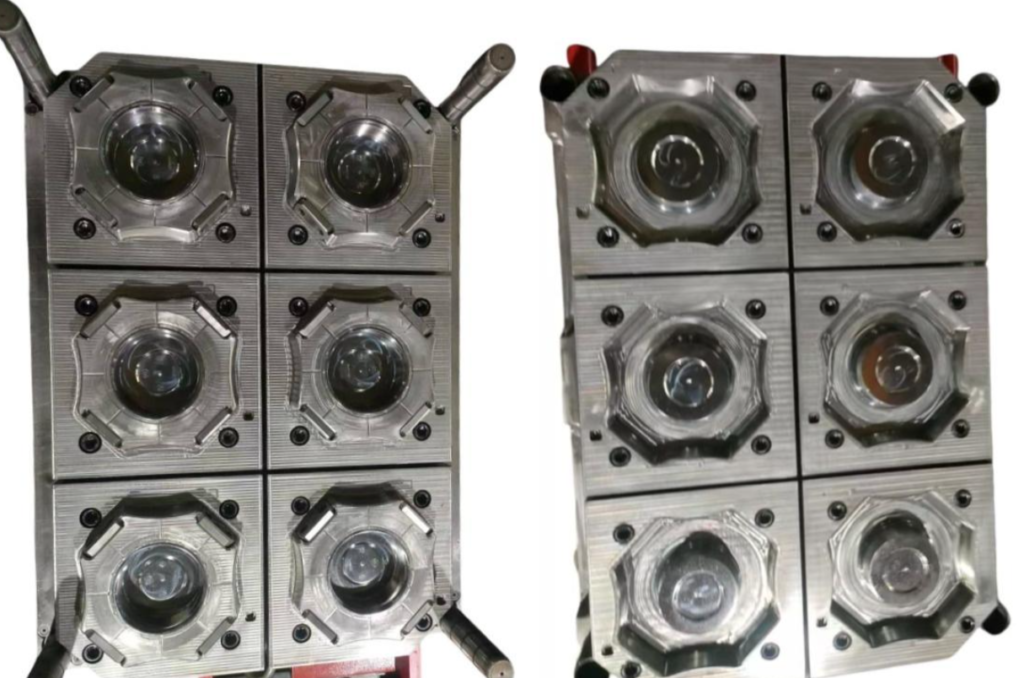
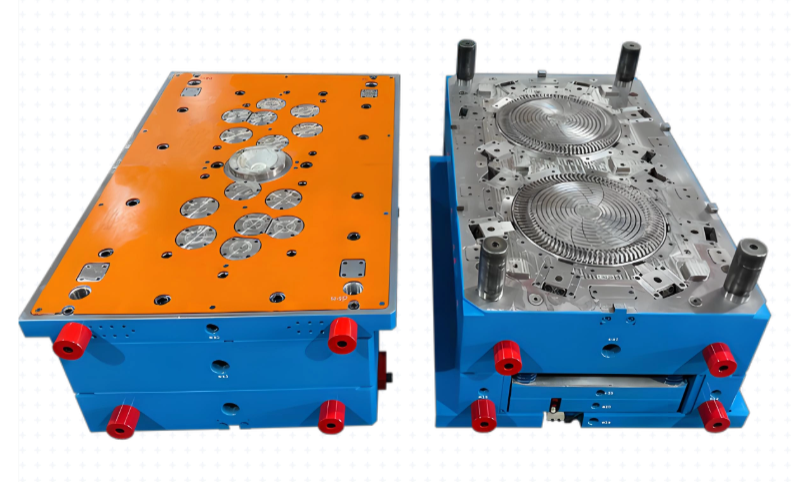
Cavity planning: Adopt single or multi-cavity molds per output demand; multi-cavity designs require uniform layout.
Wall thickness & fillet optimization: Uniform wall thickness prevents sink marks and stress concentration; full corner fillets avoid part and mold cracking.
Tolerance specification: Compensate cavity dimensions per plastic shrinkage; mating positions adopt IT7–IT8 tolerance, surface roughness Ra≤0.8μm.
Gating System Design
Gate selection: Pin-point/sub-gate for cosmetic parts; fan/side gate for ≥3mm thick walls; direct gate for small plastic parts.
Runner sizing: Main sprue 1–2mm larger than injector nozzle; runner diameter based on cavity count, 3–5° draft angle.
Cold slug well: Set at sprue end to block cold material and avoid molding defects.
Cooling System Design
Core principle: Uniform, compact cavity cooling to avoid temperature-related warpage.
Layout: Annular/parallel cooling lines around cavities, 10mm minimum clearance. Baffles or spiral channels replace straight core lines when needed.
Specs: Cooling lines 8–12mm, inlet-outlet temp gap ≤ 5°C. All joints use leakproof quick couplings.
Venting System Design
enting slots shall be prioritized at the last filling area of the cavity and opposite the gate.
Parameter requirements: The depth of vent slots shall not exceed the flash value of the plastic material.
Special condition: For deep-cavity plastic parts, breathable steel shall be added on the core side to assist venting.
Ejection System Design
Ejection method selection: Ejector pins for flat plastic parts; ejector sleeves/ejector blocks for thin-wall parts; stripper plate ejection for curved parts.
Parameter requirements: Ejector pin diameter ≥ 3mm; fitting clearance between ejector pin and mold plate ranges from 0.01 to 0.02mm; the ejection stroke shall be 5–10mm longer than the height of the plastic part.

Mold Material Selection
Different mold components are subjected to varying loads and wear conditions, requiring targeted material selection. Materials (https://zorapid.com/materials)
Material Selection Notes:
If the plastic part contains glass fiber, the cavity shall be made of materials with higher wear resistance (such as H13) to prevent erosion and wear caused by glass fiber scouring.
For corrosive plastics like PVC, use S136 stainless steel with passivation to stop mold corrosion from decomposed harmful gases.
Mold Machining
Machining precision directly determines whether the mold can meet design requirements. Appropriate machining processes shall be selected according to component characteristics. Key processes (https://zorapid.com/rapid-tooling)

Standard Assembly
Mold assembly is critical for final finishing. Follow datum alignment, proper clearance and smooth operation for all core steps.
Datum positioning
Take the bottom and side surfaces of the fixed mold plate and moving mold plate as the datum, and assemble the mold plates first.
Guide pin and guide bushing assembly
Press the guide bushings into the fixed mold plate and guide pins into the moving mold plate. Check the coaxiality after assembly, and control the fitting clearance between guide pins and guide bushings within 0.005–0.01 mm.
Ejection System Assembly
Ejector pins and sleeves are pinned to the ejector plate. After assembly, test plate movement for smooth ejection. Pin ends must sit within 0.01mm of the cavity surface.
Sealing and Fastening
Fit O-rings on all cooling connections. Fasten bolts diagonally to prevent plate distortion, with torque set per specs.
Mold Trial and Optimization
Mold trial is the final step to verify whether a mold meets qualification standards, aiming to identify defects and implement targeted optimization through trial operation.
Pre-trial Preparation: Confirm the compatibility between injection molding machine parameters and the mold; prepare required plastic raw materials; inspect the unobstructed flow of mold water circuits and oil circuits.
Trial Process Recording: Document key process parameters including injection pressure, holding pressure, molding temperature and cooling time; inspect plastic part defects such as sink marks, air bubbles, warpage and flash, and mark the specific defect locations corresponding to mold cavity areas.
Avoid risks in the design phase, realize design intentions through precise material selection, high-precision processing and standardized assembly, and finally conduct verification and iteration via mold trial optimization.
Why Choose Zorapid for Mold Manufacturing?
Zorapid provides one-stop services covering the entire mold manufacturing chain, eliminating the need to coordinate with multiple suppliers.
Front-end Engineering & Design
- Demand evaluation & DFM manufacturability analysis
- 3D modeling, mold structure design & mold flow analysis
- Rapid prototyping & 3D printed sample verification
Mold Manufacturing & Precision Machining
- 3/4/5-axis CNC, EDM & Wire Cutting
- Steel procurement, heat treatment and precision grinding
- Full dimensional inspection (CMM), assembly & commissioning
Mold Trial, Injection Molding & Mass Production
- T0/T1 mold trial, sample inspection and revision
- Low-volume & high-volume injection production
- Surface finishing: polishing, sandblasting, electroplating, silk printing
- Assembly, packaging and delivery
Project Management & After-sales
- Dedicated project manager for full-cycle follow-up
- Transparent progress with regular reports
- Mold warranty, maintenance, repair and refurbishment

One team handles everything from drawings to finished products, saving your time, cost and effort.
FAQ
1:Why do dimensional deviations frequently occur in custom mold manufacturing?
It is mainly caused by inconsistent machining references, thermal stress deformation during heat treatment, unreasonable cutting parameters, cumulative errors from repeated clamping, ambient temperature differences and inadequate inspection.
Uniform references throughout processing, separation of roughing and finishing operations, and constant-temperature finishing can effectively reduce such deviations.
2:What are the differences in mold selection between low-volume and mass production?
For low-volume production, pre-hardened steel and simplified structures are preferred to control costs. For mass production, high-hardness and wear-resistant steel is required, with optimized cooling, venting and wear-resistant components to enhance overall durability.
3:Why do prices vary greatly for the same mold among different manufacturers?
The differences lie in steel grade, machining precision, heat treatment standards, detailed craftsmanship of water channels, venting and structural design, accessory quality, mold trial times and after-sales maintenance services.
4:What determines the service life of a mold?
The core factors include mold steel material, heat treatment process, rational structural design, daily maintenance, material abrasiveness and corrosiveness of molded parts, as well as actual production conditions.
5:After trial molding, what causes burrs and flashes on new molded parts?
Insufficient parting surface fitting, excessive core/cavity clearance, insufficient clamping force, low steel hardness, unreasonable vent groove design, and inaccurate finishing & fitting.