Published:Zorapid.Ltd
Urethane Vacuum Casting (Silicone Mold Vacuum Casting)
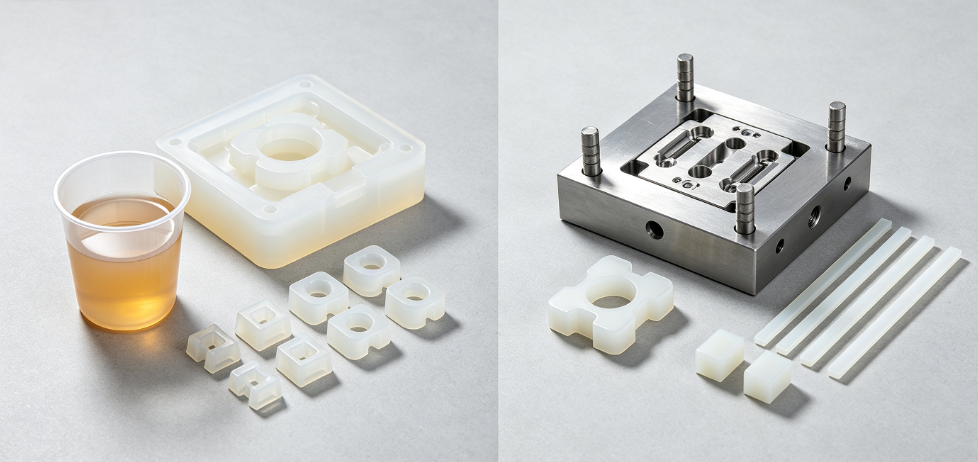
- Workflow:
- Create a high-fidelity master pattern (3D print, CNC prototype)
- Fabricate a flexible RTV silicone mold (preferably platinum-cure silicone)
- Mix two-part liquid polyurethane (urethane) resin, degas under vacuum to eliminate air bubbles
- Cure at ambient/low temperature, manually demold, finish
- Core Purpose: Early NPI prototypes, aesthetic mockups, fit checks, small validation runs, complex organic geometry
- Base Material: Thermoset polyurethane resins (simulate ABS, PP, TPE, PMMA, etc., but are not identical to true thermoplastics)
- Typical Batch Range: 10–50 parts per silicone mold
Low-Volume Injection Molding
- Workflow:
- DFM review + mold flow simulation (Moldflow)
- CNC machine rigid mold (7075 aluminum, P20 soft steel, etc.) with gating, cooling, ejector systems
- High-pressure, high-temperature melt injection of standard thermoplastic pellets, automated cooling/ejection cycles
- Process DOE validation, FAI, SPC quality control
- Core Purpose: Pilot production, engineering validation, field testing, regulatory pre-production, bridge production before hardened steel mass molds
- Base Material: True production-grade thermoplastics (ABS, PC, PP, PA, TPU, glass-filled resins, medical/food-grade plastics)
- Typical Batch Range: hundreds to ~10,000+ parts (aluminum mold)
Fundamental Differences & Material Types
| Category | Urethane Vacuum Casting | Low-Volume Injection Molding |
|---|---|---|
| Mold Material | Flexible RTV silicone (platinum/tin cure), soft, deformable | Rigid aluminum / P20 soft steel, fixed geometry, engineered cooling/gating |
| Material Family | Thermoset polyurethane (two-part cured resin), simulated plastics | Thermoplastic pellets (melt/reversible), true production formulations, glass-filled, UV-stabilized, FDA/ISO grades |
| Forming Method | Low-pressure vacuum filling, ambient/low-temp chemical cure | High-pressure melt injection, thermal cycle forming |
| Demolding | Manual peel demolding, flexible mold accommodates undercuts | Automated ejector pin demolding, requires draft angles & rigid DFM |
| Key Variability Sources | Silicone flex, resin cure shrinkage, manual mixing, ambient temperature variation | Mold shrinkage, injection parameters, resin batches (controllable via DOE/SPC) |
Urethane Resin Notes
- Can simulate soft elastomers, clear optics, colored textures, complex skin finishes
- Not true thermoplastics: different creep, fatigue, UV stability, thermal performance; cannot be re-melted/recycled like thermoplastics
- Tin-cure silicone: cheaper, ~10–20 pulls, prone to swelling/cure inhibition; platinum-cure silicone: preferred (30–50 pulls, better chemical resistance)
Low-Volume Injection Molding Notes
- Supports standard thermoplastic formulations, overmolding, multi-shot, glass-filled engineering resins, RoHS/ISO13485 compliant grades
- Full mold cooling, validated shrinkage compensation, repeatable gating/weld line control
- Aluminum 7075 = dominant rapid bridge tool; P20 soft steel = longer pilot runs
Cost Breakdown & Economics
Urethane Vacuum Casting
- Upfront Tooling Cost: Low ($200–$800 silicone mold + master pattern cost)
- No formal mold base, injection equipment, or complex gating design
- Fast, low-cost revisions: modify master, make new silicone mold quickly
- Per-Part Cost: High (expensive custom urethane resin, manual mixing/vacuum labor, slow cycles, waste material)
- Typical: $10–$50 / part (varies with size/resin type)
- No economies of scale: per-unit cost stays high as volume increases
- Break-even Volume: Only cost-effective below ~50 units; loses cost advantage above 100 units
Low-Volume Injection Molding
- Upfront Tooling Cost: Moderate-High ($3,000–$15,000 for aluminum rapid mold + DFM/mold validation, injection setup, DOE trials)
- Higher fixed cost, formal DFM, mold flow simulation, FAI validation
- Revisions cost more (re-CNC machining mold geometry, re-validate molding parameters)
- Per-Part Cost: Much lower after amortization (automated cycles, commodity pellet resin, minimal direct labor)
- Typical: $1–$5 / part at 500+ volume
- Strong economies of scale: per-unit cost falls steadily with higher volume
- Break-even Volume: Generally ~100–200+ validated parts (varies with part size/material)
Lead Time, Cycle Speed & Throughput
Urethane Vacuum Casting
- Total Lead Time: Very fast (1–3 days for simple geometry)
- Master + silicone mold fabrication: 1–2 days; small batches delivered within a week
- Single cycle: multi-hour resin cure + manual processing (mixing, degassing, finishing)
- Daily throughput: ~5–20 parts (manual/semi-automated process)
- Great for rapid design iterations, marketing samples, form/fit validation
- Not feasible for high daily throughput or continuous 24/7 production
Low-Volume Injection Molding
- Total Lead Time: Moderate (2–3 weeks typical)
- DFM review, CNC mold machining, mold fitting, DOE molding validation, FAI
- Single cycle: 30–60 seconds (automated injection cycles)
- Daily throughput: hundreds of validated parts once process is locked
- Slow initial NPI validation ramp-up, high steady-state throughput
- Validates real production cycle behavior (warpage, cooling, gating, shrinkage)
Dimensional Accuracy & Repeatability
Urethane Vacuum Casting
- Accuracy: Moderate, variable
- Typical tolerance: ±0.1–0.3mm (geometry dependent), affected by silicone flex, anisotropic resin cure shrinkage, ambient temperature/humidity variation
- Repeatability degrades progressively as silicone mold wears/stretches across pulls
- Not suitable for critical snap fits, threaded features, tight GD&T engineering assemblies, long-term interchangeability
- Best for visual fit, ergonomic validation, non-critical cosmetic geometry
Low-Volume Injection Molding
- Accuracy: High, consistent
- Typical tolerance: ±0.02–0.05mm (validated aluminum mold), controlled thermoplastic shrinkage via mold compensation + DOE parameter tuning
- SPC capable (Cpk ≥1.33) for CTQ features across hundreds of cycles
- Validated long-term warpage/residual stress behavior, interchangeable mass-production geometry
- Supports formal FAI/PPAP/AS9102 dimensional validation
Tool Life & Batch Capacity
Urethane Vacuum Casting
- Silicone Mold Life: ~10–50 pulls (platinum-cure = upper end; tin-cure = lower end)
- Degradation modes: swelling, tearing, texture loss, resin absorption, micro-cracking
- Requires remaking silicone molds for new design revisions or extended runs
- No sustained repeat production capability; prototype-only tooling
Low-Volume Injection Molding
- Aluminum 7075 Mold Life: ~1,000–10,000 cycles (unfilled thermoplastics; lower for glass-filled abrasive resins)
- P20 soft steel: 100,000+ cycles for longer bridge runs
- Repairable/polishable, can be textured/modified, formal maintenance cycles
- Capable of seasonal limited runs + formal bridge production while hardened steel mass molds are built
Design Freedom & DFM Rules
Urethane Vacuum Casting
- Great for complex organic shapes, deep undercuts, lattices, thin curved ergonomic forms, custom textures
- Flexible mold enables easy demolding of complex undercuts, no expensive side actions/lifters required
- Fewer strict draft angle rules, excellent cosmetic surface replication from master patterns
- Poor for rigid precision snap fits, thin structural ribs, sharp fine features, consistent wall-thickness engineering DFM
- Must account for anisotropic cure shrinkage, avoid ultra-thin walls prone to cure defects
- Not standard injection molding DFM (no formal gating/cooling design rules)
Low-Volume Injection Molding
- Follows standard injection molding DFM rules: uniform wall thickness, formal draft angles, radii, validated gating locations, rib/snap-fit design, mold flow simulation
- Can add side actions/lifters for engineered undercuts (higher cost for complex 5-axis geometry)
- Validates mass-production DFM (sink marks, knit lines, warpage, residual stress)
- Deep freeform lattices/organic geometry increase CNC mold cost and cycle time; requires formal mold flow validation
- Must comply with draft, shrinkage, wall thickness rules for thermoplastic molding
Material Performance & End-Use Suitability
Urethane Vacuum Casting
- Strength/Durability: Limited short-term use only
- Thermoset urethanes suffer creep, fatigue degradation, UV yellowing, variable long-term dimensional stability
- Cannot match engineering thermoplastics for impact resistance, temperature cycling, fatigue life, or structural loading
- Can be colored/textured for visual prototypes, consumer mockups, non-clinical form/fit validation
- Not for permanent structural, safety-critical, or implantable medical end-use applications
- Surface Quality: Excellent cosmetic finish matching master texture; prone to seam lines, bubbles, variable gloss
Low-Volume Injection Molding
- Strength/Durability: True production-grade performance
- Matches mass-production thermoplastic material properties, validated thermal cycling, fatigue, UV, impact, and regulatory durability tests
- Full structural validation for automotive, aerospace, medical, industrial safety-critical pilot components
- Consistent surface finish (high-gloss, etched/textured, laser texture), validated cosmetic specs
- Suitable for formal field trials, clinical pilot runs, consumer limited-edition end-use production
Compliance, Validation & Traceability
Urethane Vacuum Casting
- Limited formal compliance capability
- Difficult to achieve ISO13485, FDA, IATF16949, AS9102/PPAP validation: manual process variation, non-production resin batches, limited traceability
- Can be used for form/fit prototypes only; not formal regulatory submission, clinical use, or safety-critical serial production
- No formal MES batch traceability, material lot validation, or SPC process validation
- Biocompatibility validation requires full custom resin testing (not standard validated grades)
Low-Volume Injection Molding
- Full formal compliance framework
- IATF16949, ISO13485, FDA, RoHS, REACH validation possible: full MES traceability, material MTR, SPC control, FAI/PPAP/DFMEA/PFMEA
- Formal material lot validation, biocompatibility/sterilization testing, accelerated life testing
- Documented change control (ECO), formal mold validation audits, regulated batch record keeping
- Validated for formal pilot regulatory submissions, clinical trials, automotive validation programs
Common Defects & Troubleshooting
Urethane Vacuum Casting Defects
- Voids/Bubbles: incomplete vacuum degassing, moisture contamination, incorrect resin mixing ratio
- Fix: full vacuum cycle, dry master/mold, validated mixing ratios, platinum-cure silicone
- Seam Lines / Flash: poor parting line design, silicone flex, mold assembly misalignment
- Fix: rigid mold frames, clean master parting lines, controlled mold clamping
- Dimensional Drift / Warpage: anisotropic cure shrinkage, ambient temperature variation, silicone fatigue
- Fix: controlled environment, limit mold pull count, validated master pattern shrinkage correction
- Resin Curing Inhibition / Surface Degradation: tin-cure silicone contamination, incompatible resins
- Fix: switch to platinum-cure silicone, validate resin-silicone compatibility
Low-Volume Injection Molding Defects
- Sink Marks / Warpage: poor gating/cooling design, incorrect molding parameters, uncompensated shrinkage
- Fix: Moldflow simulation, DOE parameter validation, add cooling lines, revise gating
- Flash / Burring: mold parting mismatch, excessive injection pressure, worn aluminum mold edges
- Fix: rework mold parting lines, optimize injection pressure, validate clamping force
- Knit Lines / Short Shots: improper gating, insufficient pressure/temperature
- Fix: mold flow validation, revised gating, optimized injection profile
- Aluminum Mold Wear (glass-filled resins): abrasive filler erosion
- Fix: mold surface coatings, adjust molding parameters, limit cycle count for glass-filled runs
Ideal Application & Volume Sweet Spots
Urethane Vacuum Casting Best For
- 10–50 units: NPI concept validation, marketing mockups, ergonomic/form-fit testing, aesthetic consumer prototypes, custom soft-touch housings, pre-engineering visual validation
- Fast design iteration cycles, organic/complex geometry, non-structural, non-regulated short-term prototypes
- Low-risk cosmetic validation before DFM freeze
Low-Volume Injection Molding Best For
- 200–10,000 units: pilot engineering validation, field testing, regulatory pre-production, consumer limited-edition runs, EV/medical/auto bridge production, formal DFM/molding validation
- Critical snap-fit assemblies, structural components, regulated pilot parts, production material validation
- Establishing mass-production molding process parameters before hardened steel tooling investment
Hybrid NPI Roadmap
- Early NPI (10–50 pcs): Urethane vacuum casting for ergonomic/aesthetic validation, fast design iterations
- Post-DFM freeze (200+ pcs): Aluminum low-volume injection molding for pilot validation, formal FAI/PPAP, field trials, regulated pilot runs
- Mass production (>100k pcs): Hardened steel production molds
Quick Decision Checklist
Quick Checklist
Confirm target batch count: <50 = urethane vacuum casting; >200 regulated/end-use = low-volume aluminum injection molding
Material requirement: visual prototype urethane resin vs true thermoplastic production material
Confirm CTQ specs: tight GD&T/snap-fit/regulatory validation = low-volume injection molding
Timeline: <1 week prototype = urethane vacuum casting; formal pilot validation = 2–3 week aluminum mold
Confirm end-use: short-term prototype / marketing only = urethane; structural/long-term/regulated = low-volume injection molding
If using urethane casting: specify platinum-cure silicone molds, validate vacuum degassing, limit pull count
If using aluminum mold: complete mold flow simulation, FAI/PPAP validation, SPC Cpk monitoring
FAQ
Can urethane vacuum cast parts replace true injection-molded end-use parts?
Generally no for long-term structural, safety-critical, regulated applications, as urethane is a thermoset resin with fundamentally different material performance, creep, fatigue, and regulatory traceability vs thermoplastics. It is acceptable for short-term non-structural aesthetic use only.
When is aluminum low-volume injection molding cost-effective vs urethane casting?
Typically above ~100–200 validated end-use units, especially when formal regulatory/engineering validation is required; below this volume, urethane casting is faster and cheaper for prototype validation.
Can vacuum casting achieve tight snap-fit tolerances?
Not consistently across repeated batches due to silicone flex and anisotropic cure shrinkage; snap-fit engineering validation must use low-volume injection molding with SPC process control.
What is the difference between platinum-cure and tin-cure silicone molds?
Tin-cure silicone = low cost, short life (~10–20 pulls), prone to resin cure inhibition and swelling. Platinum-cure silicone = higher cost, longer life (~30–50 pulls), better chemical compatibility, preferred for formal prototype vacuum casting.
Can low-volume aluminum molds be converted to mass production steel molds?
Yes, validated DFM, gating, and molding parameters from aluminum bridge molds can be used directly for hardened steel mold design, reducing mass mold validation risk and lead time.
Can I make clear optical parts with urethane vacuum casting?
Possible for visual mockups only; true optical performance (refraction, birefringence, long-term clarity) requires validated PMMA/PC low-volume injection molding, not urethane resin.
Closing Summary
- Urethane Vacuum Casting = Rapid NPI Prototype Process: Fast, low upfront cost, excellent complex organic aesthetics, ideal for ultra-small (<50 unit) form/fit/aesthetic validation. Limitations: variable accuracy, short mold life, non-production thermoset resin, not suitable for regulated/long-term structural use.
- Low-Volume Injection Molding = Pilot Production Bridge Process: Higher upfront cost, validated true thermoplastic quality, repeatable GD&T, regulatory compliance, scalable to mass molding, ideal for 200+ pilot end-use validation runs. Limitations: longer lead time, higher fixed tooling cost, slower early NPI iteration speed.
- The optimal NPI workflow combines both methods: urethane casting for early design iteration, then validated aluminum low-volume injection molding for formal pilot validation and regulated pre-production.