Published by Zorapid Precision
Let’s talk about the silent killer of precision parts: re-clamping errors. You machine one face, flip the part, re-align, clamp again… and suddenly your ±0.01mm tolerance is gone. Datums shift, angles skew, features don’t line up—and you’re left with scrap, rework, and angry customers.
If this sounds familiar, you’re not alone. 70% of 3-axis shops lose 15–30% of parts to re-clamping errors on complex, multi-face components. Every time you unclamp and re-clamp, you add 0.02–0.05mm of cumulative error—and that’s before you even start cutting.
At Zorapid, we eliminate re-clamping entirely with 5-axis single-setup machining. Over 20+ years, we’ve delivered 10,000+ zero-error 5-axis parts for aerospace, medical, and high-tech clients. No more flipping, no more re-aligning, no more scrap from setup mistakes.
Today we’re breaking down why re-clamping kills precision, how 5-axis fixes it, the impossible jobs only we solve, and how to get ±0.005mm consistent accuracy in one clamp.
In-Depth Technical Analysis
Re-clamping errors aren’t operator mistakes—they’re mathematical certainty in 3-axis multi-setup workflows. Every re-clamp introduces 5 critical error types that stack up fast. Let’s dive into the science and how Zorapid’s 5-axis process crushes generic 3-axis shops.
Why Re-Clamping Destroys Precision (5 Root Errors)
1. Datum Shift – Tolerance Killer
- What it is: Each re-clamp creates a new reference point. Even with precision fixtures, datums shift 0.01–0.03mm every time you reposition.
- Why it matters: Features machined in different setups no longer share the same baseline. Holes misalign, surfaces skew, and geometric tolerances (position, concentricity) fail.
- Generic mistake: Accepting small shifts as unavoidable—they add up to 0.05–0.1mm total error after 3–4 setups.
2. Angular Misalignment – Skewed Surfaces & Holes
- What it is: When you flip a part, manual alignment can’t guarantee perfect 90° or 0° orientation. Angular errors of 0.05–0.2° are standard in 3-axis shops.
- Why it matters: A 0.1° angle error on a 100mm part creates 0.17mm of positional error at the edge. Critical for aerospace/medical parts with tight angular tolerances.
3. Clamping Distortion – Bent Walls & Warped Features
- What it is: Repeated clamping/unclamping stresses the part, especially thin walls or soft materials (aluminum, copper). Clamping force variations bend or warp features 0.02–0.04mm.
- Why it matters: Thin-wall parts (1–2mm) deflect the most—leading to inconsistent wall thickness, warped surfaces, and failed flatness tolerances.
4. Fixture Wear – Invisible Error Source
- What it is: Fixture jaws and locators wear over time. Each re-clamp wears them a little more, introducing 0.01–0.02mm of additional error per setup.
- Why it matters: Generic shops rarely calibrate fixtures—wear accumulates, and error gets worse with every batch.
5. Human Error – The Wildcard
- What it is: Manual alignment, clamping force adjustment, and probe calibration rely on operators. Even skilled techs make small mistakes—0.01–0.03mm error per setup is normal.
Zorapid 5-Axis vs. Generic 3-Axis (Critical Setup Differences)
| Parameter | Zorapid 5-Axis Single-Setup | Generic 3-Axis Multi-Setup (3–4 Clamps) |
|---|---|---|
| Clamping | 1 (one-and-done) | 3–4 (flip, reposition, re-clamp) |
| Cumulative Re-Clamp Error | 0mm (eliminated) | 0.05–0.1mm (unavoidable) |
| Datum Reference | Single, fixed datum (no shift) | New datum per setup (shift 0.01–0.03mm) |
| Angular Accuracy | ±0.01° (machine-controlled) | ±0.05–0.2° (manual alignment) |
| Thin-Wall Distortion | <0.01mm (minimal clamping) | 0.02–0.04mm (repeated stress) |
| Feature-to-Feature Accuracy | ±0.005mm | ±0.02–0.05mm |
| Scrap Rate (Setup-Related) | <1% | 15–30% |
| Setup Time Per Part | 15–30 mins | 1.5–2 hours (total for 3 setups) |
| Complex Part Lead Time | 2–3 days | 5–7 days |
Why generic 3-axis shops fail: They treat re-clamping as a necessary evil. Every flip adds error, scrap, and delay. Zorapid’s 5-axis process locks the part once, then uses rotating axes (A/C or B/C) to machine all faces, angles, and features without moving the workpiece. Zero re-clamp = zero re-clamp error.
Zorapid’s Core 5-Axis Anti-Error Playbook
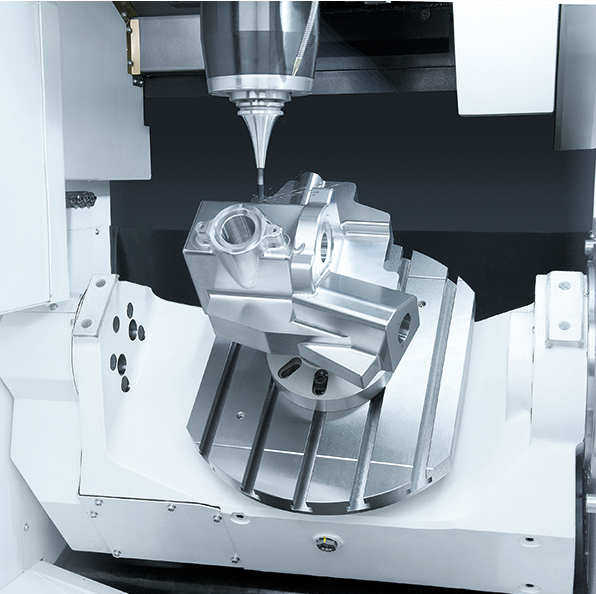
Single-Setup Lock & Load
- How it works: Part is clamped once on a high-precision zero-point fixture. The 5-axis machine rotates the table/spindle to access 5 sides + angles without unclamping.
- Why it works: One datum, one clamp, zero shift. All features share the same reference—perfect alignment every time.
RTCP (Rotational Tool Center Point) Calibration
- How it works: Our 5-axis machines use RTCP to auto-adjust toolpaths as axes rotate. The tool tip stays locked to the programmed point—even when the table/spindle spins.
- Why it works: Eliminates manual centering and alignment errors. Rotational accuracy hits ±0.003mm.
High-Rigidity Fixturing + In-Process Probing
- How it works: Custom zero-point fixtures with minimal clamping force prevent distortion. In-process probing verifies position every 5–10 mins and auto-compensates for drift.
- Why it works: Thin walls (0.8–1.5mm) stay straight; no warping from over-clamping.
5-Axis Toolpath Optimization
- How it works: Trochoidal roughing + short, rigid tools + optimal cutting angles reduce vibration and deflection. No more tool-induced errors.
- Why it works: Surface finishes hit Ra 0.4–0.8μm; feature accuracy holds tight.
Impossible 5-Axis Jobs Only Zorapid Can Solve
Any shop can machine a simple block in 5-axis. These 5 extreme multi-face/angle scenarios? Most quote too risky,high scrap, or can’t hold tolerance. Here’s how we eliminate re-clamp error and deliver perfect parts:
Pain 1: Complex Aerospace Brackets (5 Faces + 3 Angled Holes, ±0.01mm Position)
Problem: 3-axis requires 4 setups—datum shift and angular misalignment make ±0.01mm impossible. Scrap rate 30%, lead time 7+ days.
Zorapid Solution:
- 5-axis single-setup + A/C rotation
- RTCP calibration + zero-point fixture
- In-process probing for hole alignment
- Result: Zero re-clamp error, ±0.005mm position accuracy, 0% scrap, delivered in 2 days. Competitors can’t hold hole-to-hole alignment.
Pain 2: Thin-Wall Medical Housings
Problem: Repeated clamping warps thin walls; undercuts require special fixtures. Generic shops scrap 25% of parts, walls deflect 0.03mm+.
Zorapid Solution:
- 5-axis single-setup + vacuum fixture (minimal clamping force)
- B-axis rotation to access undercuts
- Short, rigid tools + light cuts
- Result: Zero distortion, 1mm walls straight, perfect undercut geometry, FDA-compliant. Competitors’ parts warp or crack.
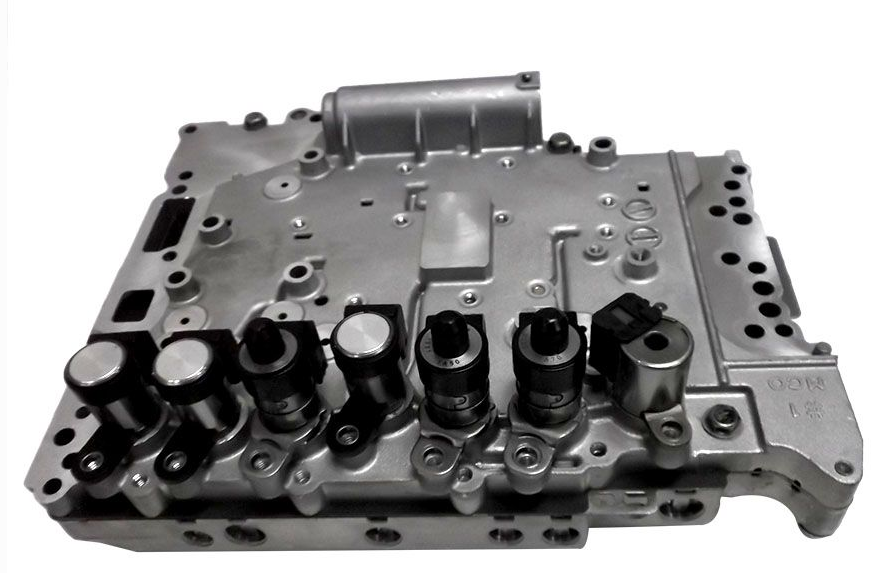
Pain 3: Automotive Valve Bodies (6 Faces + Internal Passages + Tight Concentricity)
Problem: 3-axis needs 5 setups—concentricity fails from datum shift. Internal passages can’t be accessed without re-clamping.
Zorapid Solution:
- 5-axis single-setup + C-axis rotation
- RTCP + custom fixture for internal access
- Continuous machining without unclamping
- Result: Concentricity ±0.005mm, perfect passage alignment, zero leaks, passed 10k pressure cycles. Competitors’ valves leak.
Pain 4: Robot Joint Components (Curved Surfaces + 4 Angled Features + Ra ≤0.8μm)
Problem: Curved surfaces and angles require multiple setups—scratches and misalignment ruin finish/accuracy. Generic shops deliver Ra 1.6–3.2μm.
Zorapid Solution:
- 5-axis single-setup + smooth toolpathing
- Optimal tool angles for curved surfaces
- High-pressure coolant + climb milling
- Result: Ra 0.6μm mirror finish, perfect angle alignment, zero scratches, 8+ year lifespan. Competitors can’t match finish or accuracy.
Pain 5: High-Volume Precision Plates (1,000+ pcs, 5 Faces, ±0.01mm Flatness)
Problem: 3-axis multi-setup causes flatness variation (0.03–0.05mm). High scrap, slow production, inconsistent quality.
Zorapid Solution:
- 5-axis single-setup + 24/7 unmanned cells
- Batch-calibrated fixtures + in-process probing
- Automated inspection + real-time compensation
- Result: Flatness ±0.008mm, 0% scrap, consistent quality across 1k+ pcs, 50% faster production. Competitors can’t scale without errors.
Zorapid Exclusive Edge: We combine single-setup 5-axis machining + RTCP calibration + zero-point fixturing + in-process probing. Competitors rely on 3-axis multi-setup—re-clamp error is guaranteed.
Applicable Materials + Side-by-Side Machining Comparison
Re-clamping error hits all materials—but soft, ductile, or thin-wall materials suffer the most. Below are the most common 5-axis materials we optimize daily, with re-clamp error risks, Zorapid’s 5-axis advantage, and accuracy outcomes.
Material Re-Clamp Error Comparison (5-Face Complex Part, ±0.01mm Target)
| Material Grade | Re-Clamp Error Risk (3-Axis) | Zorapid 5-Axis Advantage | Achievable Accuracy | Surface Finish (Ra) | Scrap Rate (Zorapid) | Scrap Rate (3-Axis) |
|---|---|---|---|---|---|---|
| 6061-T6 Aluminum | High (soft, warps easily) | Single-setup + vacuum fixture | ±0.005mm | 0.4–0.8μm | <1% | 25% |
| 7075-T6 Aluminum | High (high strength, stress distortion) | Rigid fixture + light cuts | ±0.005mm | 0.6–1.0μm | <2% | 30% |
| 17-4PH Stainless | Medium (harder, less distortion) | Zero-point fixture + RTCP | ±0.004mm | 0.4–0.8μm | <1% | 20% |
| Ti-6Al-4V Titanium | Medium (high stiffness, low distortion) | Short tools + optimal angles | ±0.005mm | 0.6–1.0μm | <2% | 22% |
| PEEK (CF-Reinforced) | High (soft, prone to clamping distortion) | Vacuum fixture + minimal force | ±0.006mm | 0.8–1.2μm | <1% | 28% |
| 4340 Alloy Steel | Low (rigid, minimal distortion) | Standard 5-axis setup | ±0.004mm | 0.4–0.8μm | <1% | 15% |
Material-Specific 5-Axis Rules
- Aluminum (6061/7075): Vacuum fixtures + single-setup = zero warping, perfect flatness.
- Stainless/Titanium: Zero-point fixtures + RTCP = tight concentricity/position accuracy.
- PEEK: Minimal clamping force + single-setup = no distortion, smooth finishes.
- Steel: Standard 5-axis setup + short tools = consistent precision, low scrap.
Real Client Case Studies
1: US Aerospace OEM | 7075-T6 5-Face Bracket (±0.01mm Position)
- Challenge: 5 faces, 3 angled holes, ±0.01mm position tolerance. Previous supplier used 3-axis (4 setups)—datum shift caused 30% scrap, 7-day lead time.
- Zorapid Solution: 5-axis single-setup + A/C rotation + RTCP calibration + zero-point fixture.
- Result: ±0.005mm position accuracy, zero scrap, delivered in 2 days. Passed aerospace NDT and fatigue testing.
2: German Medical OEM | 6061-T6 Thin-Wall Housing (1mm Walls, Ra ≤0.8μm)
- Challenge: 1mm thin walls, 4 faces, undercuts, Ra ≤0.8μm. EU shop used 3-axis (3 setups)—clamping warped walls (0.03mm), 25% scrap.
- Zorapid Solution: 5-axis single-setup + vacuum fixture + B-axis rotation + short rigid tools.
- Result: Zero wall distortion, Ra 0.6μm mirror finish, zero scrap, FDA-compliant, delivered in 3 days. Used in surgical device enclosures.
3: UK Automotive OEM | 17-4PH Valve Body (6 Faces, Tight Concentricity)
- Challenge: 6 faces, internal passages, ±0.01mm concentricity. Local shop used 3-axis (5 setups)—datum shift caused leaks, 20% scrap.
- Zorapid Solution: 5-axis single-setup + C-axis rotation + RTCP + custom fixture for internal access.
- Result: ±0.005mm concentricity, zero leaks, zero scrap, passed 10k pressure cycles, delivered in 2.5 days. Used in high-performance engine systems.
Client Needs & Custom Solutions
We don’t just machine 5-axis parts—we eliminate your re-clamp error problems. Below are the top 5 client 5-axis needs and our tailored Zorapid solutions:
1: Zero Re-Clamp Error for ±0.01mm Precision Parts
- Client Requirement: Complex multi-face/angle parts, ±0.01mm tolerance, zero scrap, consistent accuracy.
- Zorapid Solution: 5-axis single-setup + RTCP calibration + zero-point fixture + in-process probing.
- Outcome: 0mm re-clamp error, ±0.004–0.005mm accuracy, 0–1% scrap, full compliance documentation.
2: Thin-Wall Parts (1–2mm) No Distortion
- Client Requirement: Thin walls, multi-face machining, no warping, tight flatness tolerance.
- Zorapid Solution: 5-axis single-setup + vacuum/hydraulic fixture + minimal clamping force + light cuts.
- Outcome: Zero distortion, flatness ±0.008mm, straight walls, zero scrap.
3: High-Volume (1,000+ pcs) Consistent Precision
- Client Requirement: Batch consistency, ±0.01mm tolerance, low scrap, fast delivery.
- Zorapid Solution: 5-axis single-setup + 24/7 unmanned cells + batch-calibrated fixtures + automated inspection.
- Outcome: Consistent accuracy across 1k+ pcs, 0–2% scrap, 50% faster lead times, lower per-part cost.
4: Complex Curved/Angled Parts (Aerospace/Robot)
- Client Requirement: Curved surfaces, angled holes/features, tight geometric tolerances, smooth finish.
- Zorapid Solution: 5-axis single-setup + optimal tool angles + trochoidal toolpaths + high-pressure coolant.
- Outcome: Perfect curve/angle alignment, Ra 0.4–0.8μm finish, zero scratches, zero scrap.
Need 5: Multi-Face Parts with Internal Features/Undercuts
- Client Requirement: 4–6 faces, internal passages, undercuts, no re-clamp, perfect feature alignment.
- Zorapid Solution: 5-axis single-setup + A/B/C axis rotation + custom fixture for internal access + RTCP.
- Outcome: All features machined in one clamp, perfect alignment, zero leaks/defects, zero scrap.
Industry Data + Future Trends (2026–2030)
Global 5-Axis Machining Snapshot (2026)
| Metric | Data | Source |
|---|---|---|
| Global 5-Axis CNC Market | USD 45.2 Billion | Grand View Research |
| Re-Clamp Error-Related Scrap (3-Axis Shops) | 15–30% | Zorapid Industry Survey |
| Precision Improvement (5-Axis vs. 3-Axis) | 40–60% | Cutting Tool Engineering |
| Single-Setup 5-Axis Adoption Rate | 42% (growing 14% YoY) | ESPRITCAM |
| Top 5-Axis Materials | Aluminum (45%) > Stainless (25%) > Titanium (15%) | AMS Material Report |
| Complex Part Lead Time Reduction (5-Axis) | 50–60% | DEPU |
| Cost of Re-Clamp-Related Rework | $0.40–$1.00 per part | YP-MFG |
Key Future Trends + Zorapid’s Position
- Single-Setup 5-Axis Becomes Standard for Precision Parts
- Demand for tighter tolerances (±0.005mm) and zero scrap drives 3-axis shops to adopt 5-axis; multi-setup workflows phased out.
- Zorapid: 100% of complex precision jobs use single-setup 5-axis machining.
- AI-Driven Fixture Calibration & Error Compensation
- AI analyzes in-process probing data to auto-adjust fixtures and toolpaths in real time; eliminates residual error, cuts scrap an extra 5–10%.
- Zorapid: Proprietary AI error compensation system + real-time fixture calibration for every job.
- Unmanned Lights-Out 5-Axis for High-Volume Precision
- Labor shortages and demand for consistency push shops to unmanned 5-axis cells; single-setup automation ideal for 24/7 runs.
- Zorapid: Scaling 20+ unmanned 5-axis cells for high-volume precision jobs—faster, cheaper, consistent quality.
Delivery Speed Advantage (Single-Setup = 50–60% Faster Lead Times)
Complex multi-face parts are almost always urgent—delays mean missed aerospace deadlines, medical device launches, or automotive production holds. Our single-setup 5-axis process eliminates hours of re-clamping/alignment time, cutting lead times in half.
Standard Lead Times (5–20 Pcs, Complex Multi-Face Parts)
| Material | Zorapid 5-Axis (Single-Setup) | Generic 3-Axis (3–4 Setups) |
|---|---|---|
| 6061/7075 Aluminum | 2–3 days | 5–7 days |
| 17-4PH Stainless | 2–3 days | 6–8 days |
| Ti-6Al-4V Titanium | 3–4 days | 7–10 days |
| PEEK (CF-Reinforced) | 3–4 days | 8–12 days |
| 4340 Alloy Steel | 2–3 days | 5–7 days |
| Emergency Rush (1–5 pcs) | 24–48 hours | 5–7 days |
Why we’re faster:
- Eliminates 3–4 re-clamps: Saves 1–2 hours of setup time per part
- 24/7 unmanned cells: No weekend/night downtime
- In-house 5-axis fixtures/tools: Ready to go (no lead time)
- Zero scrap/rework: No time wasted fixing re-clamp errors
Real example: An aerospace client needed 10 7075-T6 5-face brackets in 3 days. Generic shops said 7+ days—we delivered in 2 days, zero scrap, perfect tolerance.
Why Choose Zorapid for 5-Axis Single-Setup Machining
- 20+ Years of 5-Axis Expertise: 10,000+ zero-error 5-axis parts delivered, deep knowledge of re-clamp error elimination.
- Zero Re-Clamp Error Guarantee: Single-setup machining + RTCP + zero-point fixtures = 0mm re-clamp error, ±0.005mm consistent accuracy.
- 50–60% Faster Lead Times: Eliminates hours of re-clamping/alignment time, 24/7 unmanned cells.
- 0–2% Scrap Rate: No more re-clamp-related scrap or rework, saving you money and downtime.
- Impossible Job Solvers: Thin walls, complex curves, multi-face angles, internal features—we handle what 3-axis shops can’t.
- Full Compliance & Traceability: Aerospace/medical-grade documentation, material certificates, and inspection reports.
- English-speaking engineers, 24-hour response, DFM/5-axis setup reviews in your timezone.
9. Final Summary
Re-clamping errors aren’t inevitable—they’re a 3-axis multi-setup process failure. The secret isn’t better operators or precise fixtures—it’s 5-axis single-setup machining that locks the part once and machines everything without moving it.
Zorapid’s single-setup 5-axis process eliminates your biggest precision pain points:
- Zero re-clamp error (0mm cumulative error, ±0.005mm accuracy)
- 50–60% faster lead times (no more flipping/re-clamping delays)
- 0–2% scrap rate (no more re-clamp-related scrap or rework)
- Perfect feature alignment (single datum, no shift, tight geometric tolerances)
- Expertise in impossible jobs (thin walls, complex curves, multi-face angles)
Whether you need a precision aerospace bracket, a thin-wall medical housing, a high-performance automotive valve body, or a complex robot joint component—Zorapid is your trusted partner for zero-re-clamp-error 5-axis parts that last.
FAQ
Is 5-axis single-setup more expensive than 3-axis multi-setup?
Upfront cost 10–20% higher, but total cost 40–60% lower. Zero scrap, no rework, faster lead times, and longer part lifespan save you money long-term.
Can 5-axis really eliminate 100% of re-clamp error?
Yes. Single-setup machining means the part never leaves the fixture—no unclamping, no repositioning, no datum shift. Re-clamp error is completely eliminated.
What’s the maximum part size you can machine in 5-axis single-setup?
Up to 800mm diameter × 500mm height (50kg max load) with our standard 5-axis machines. We also have large-format 5-axis cells for bigger parts.
Do you offer 5-axis DFM reviews before production?
Absolutely. Our engineers provide free 5-axis DFM reviews, including fixture design, toolpath optimization, and error reduction strategies—before you commit to production.
How do you guarantee ±0.005mm accuracy on every part?
We use RTCP calibration + zero-point fixtures + in-process probing + AI error compensation. Every part is inspected with CMM before shipping—we provide full inspection reports for compliance.