- 3-axis: Only three linear motions (X, Y, Z) with a fixed cutting tool orientation, suitable for planes and simple cavities only.
- 5-axis: Equipped with two additional rotary axes (A/C or B/C) besides XYZ. The tool or workpiece can tilt at any angle, enabling one-clamp machining for complex curved surfaces, multi-sided features, deep cavities and undercuts.
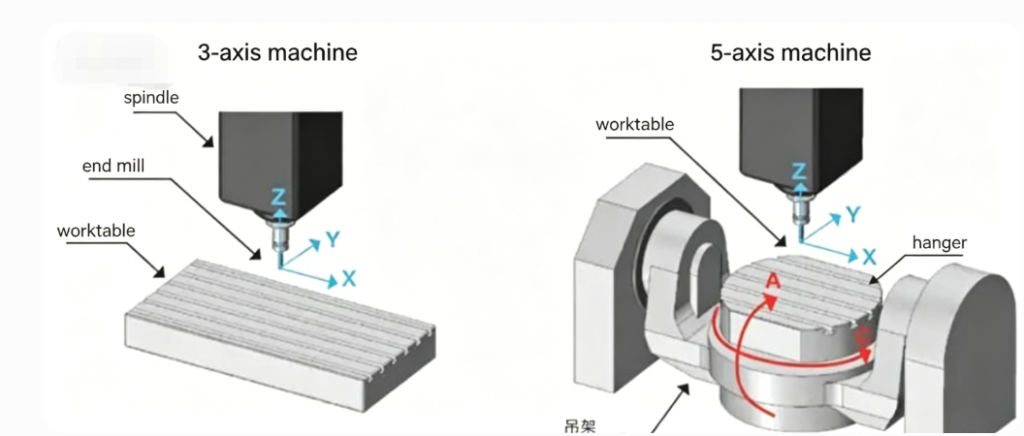
Number of Axes & Motion Capability
3-axis
- Axes: X (Left & Right), Y (Front & Back), Z (Up & Down)
- Motion: The cutter moves only linearly; the workpiece remains fixed.
- Limitations: Only top surfaces, planes, straight grooves and straight holes can be processed. Inclined surfaces, curved surfaces and side features require multiple re-clamping and repositioning.

5-axis
- Axes: XYZ + A (rotation around X-axis) + C (rotation around Z-axis) (or B+C)
- Motion: The tool performs linear and tilting movements, and the workpiece is rotatable, allowing access at any spatial angle.
- Capability: Complete 5-sided machining in a single clamping (excluding the bottom surface); capable of processing impellers, turbines, complex molds, deep cavities and undercut features.

Precision, Efficiency & Surface Quality
Clamping Error
- 3-axis: Requires 3–6 clamps for multi-sided machining. Each re-clamping introduces positioning errors, leading to accumulated tolerances that are difficult to control(±0.02~0.05mm).
- 5-axis: Single-clamp processing with minimal error, precision up to ±0.005mm.
Surface Quality
- 3-axis: Curved surfaces can only be milled with ball-end cutters via point cutting, resulting in obvious tool marks and high surface roughness (Ra 1.6–6.3), requiring extensive polishing.
- 5-axis tilts the spindle perpendicular to curved surfaces for flank cutting, ensuring smooth Ra 0.4–1.6 finish and minimal or no polishing.
Deep Cavity / Undercut
3-axis: Requires long tools for deep cavities, causing weak rigidity, heavy vibration and low efficiency; unable to machine undercuts directly.
5-axis: Tilting spindle enables short rigid tools for deep machining with stable, high-efficiency cutting; direct side milling of undercuts.
Efficiency
3-axis: Frequent clamping and repeated setups waste time, limiting productivity on complex parts.
5-axis: Over 90% operations finished in one setup, cutting clamping time 30%–50% and boosting tool life 20%–40%.
Cost & Entry Barrier
3-axis
Equipment: Low cost (approx. ¥200,000–800,000)
Programming: Simple (2.5D/3D), basic CAM software sufficient
Maintenance: Low demand, operated by general technicians
5-axis
Equipment: High cost (approx. ¥1.5–5 million, 3–5 times of 3-axis)
Programming: Complex, requires 5-axis simultaneous CAM (UG, Hypermill, Mastercam) and professional engineers
Maintenance: High demand, regular rotary axis calibration & collision avoidance required

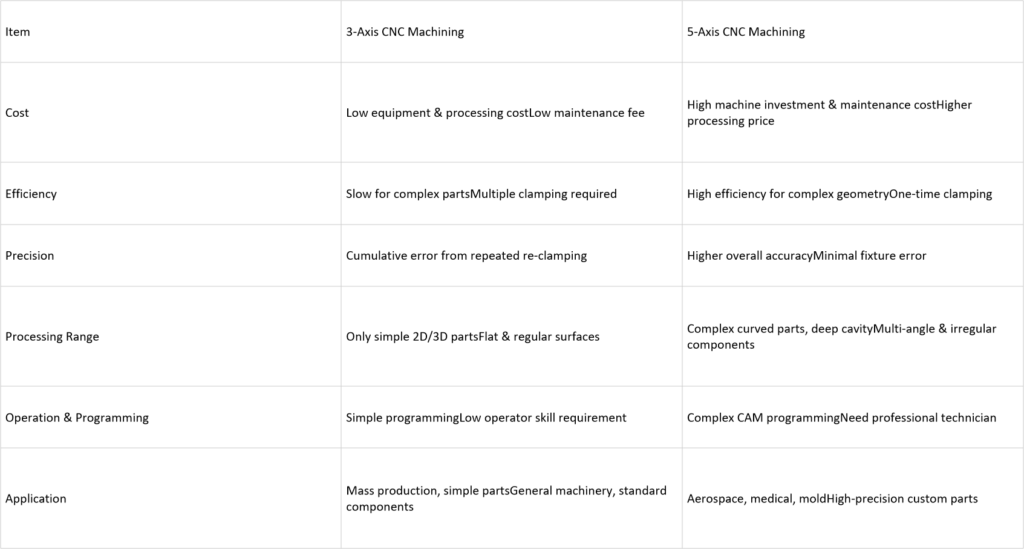
3-Axis vs 5-Axis CNC Machining
Advantages & Disadvantages Comparison Table
Limited Workpiece Size
5-axis machines feature 2 extra axes and a more complex structure than 3-axis models. With the same overall machine footprint, 5-axis equipment normally comes with a smaller worktable.
Compared with 3-axis machining, 5-axis processing is subject to stricter workpiece size limits. Many assume 5-axis machines only suit small parts due to structural constraints. Besides, only a handful of manufacturers own 5-axis equipment capable of processing large workpieces.
Typical Application Scenarios
3-axis Suitable for:
Flat parts, boxes, simple brackets;
2D & basic 3D cavity molds;
Mass-standard parts and general mechanical components.
5-axis Suitable for
Aerospace: Impellers, turbines, blades, complex structural parts;
Mold: Automotive panel, injection & die-casting molds (deep cavity / complex curved surface);
Medical: Artificial joints, bone plates;
Automotive: Complex interiors, turbine housings, gearbox housings.
Quick Selection Guide
- Parts with only flat/simple surfaces and no multi-side machining → Choose 3-axis (cost-effective & sufficient)
- Parts with complex curves, multiple faces, deep cavities and undercuts → Choose 5-axis (high precision, high efficiency, polish-free)
- High-volume & simple structures → 3-axis delivers optimal cost performance
- Low-volume, high-precision & complex parts → 5-axis lowers long-term costs
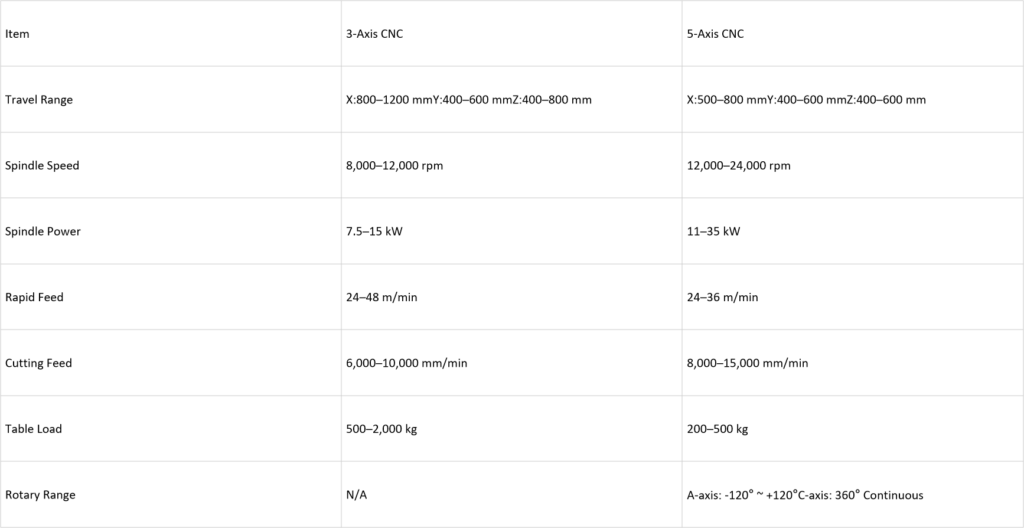
Full Technical Parameters & Selection Guide
Standard Mechanical Parameters
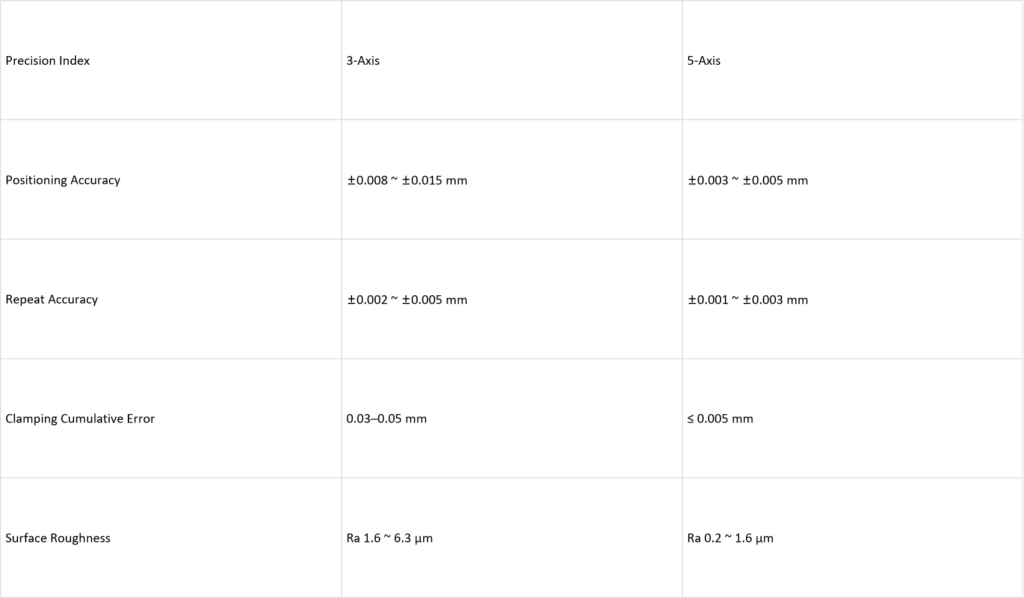
Precision Specification
Simple structure, straight features, standard tolerance → 3-Axis
Irregular shape, angle hole, undercut, thin wall → 5-Axis
High-end export, medical / aerospace / telecom parts → 5-Axis preferred
Large & heavy mechanical components → 3-Axis preferred
3-Axis: Cost-effective, for simple 2.5D & regular parts with standard tolerance.
5-Axis: One-setup multi-face machining, high precision, perfect for complex curved & high-end custom components.