Pores are normally seen as defects in LPBF metal 3D printing, yet they act as functional structures for breathable steel, filtration and catalysis.
Industry observers note these once-labeled defects now serve functional uses in rotating detonation engines—a cutting-edge disruptive tech for aerospace rockets.
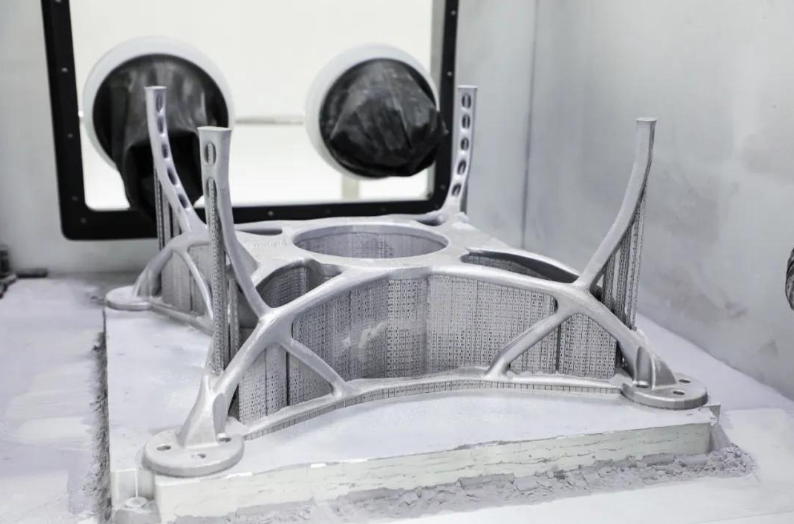
Aerospace firms partner with metal 3D printing supplier Zorapid3D to develop the innovative PermiDM process, using aluminum and copper alloys as print materials.
Traditional LPBF maintains full material density while creating targeted in-situ open pores. Pore size, shape and connectivity can be precisely customized to fit engineering needs.
Both sides confirm this technology is vital for supersonic use and rocket engine injector manufacturing. Precision porosity control enables custom fluid systems optimized for extreme conditions, while simplifying design and cutting costs.
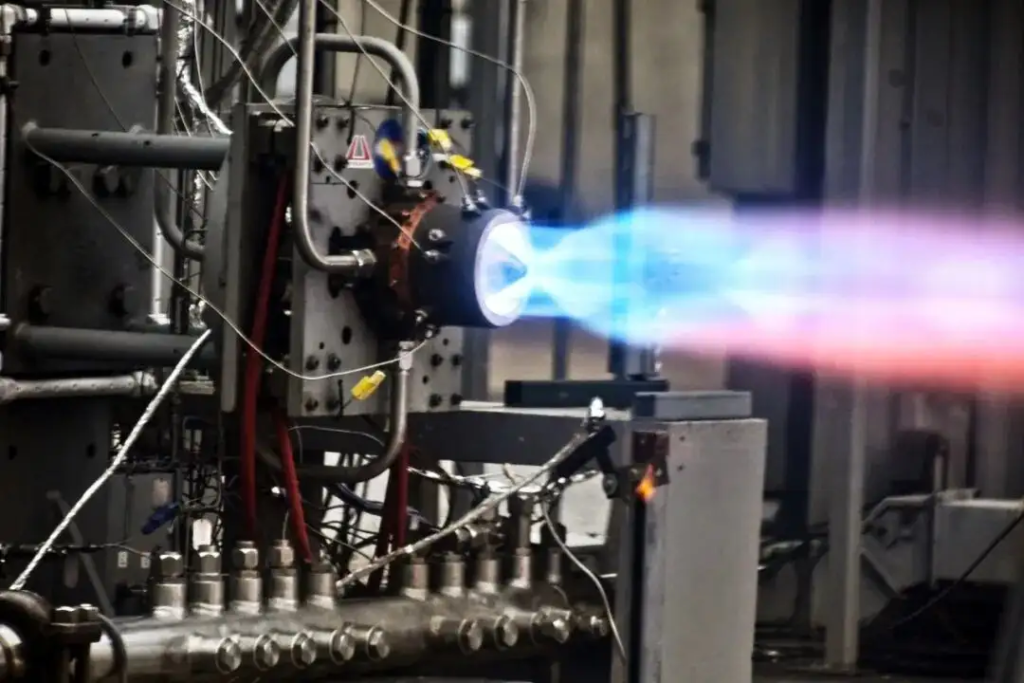
The 3D-printed fuel injector based on Zorapid technology has successfully passed hot-fire testing, fully verifying the feasibility of this technology.
Development Purpose
The team targets complex, surface-cooled rocket engine injectors. They evaluated two aluminum alloys and pure copper, completing multiple sample validations plus 25 engine tests.
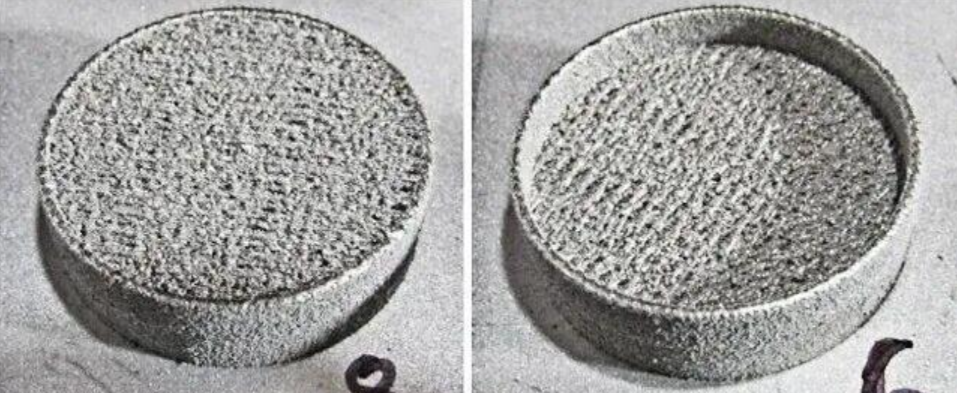
Sample tests covered parameter-variant printed cubes and 35 test discs. A1000-RAM10 aluminum alloy cubes characterized pore formation, while the 35 discs were used for airflow assessment.

Research
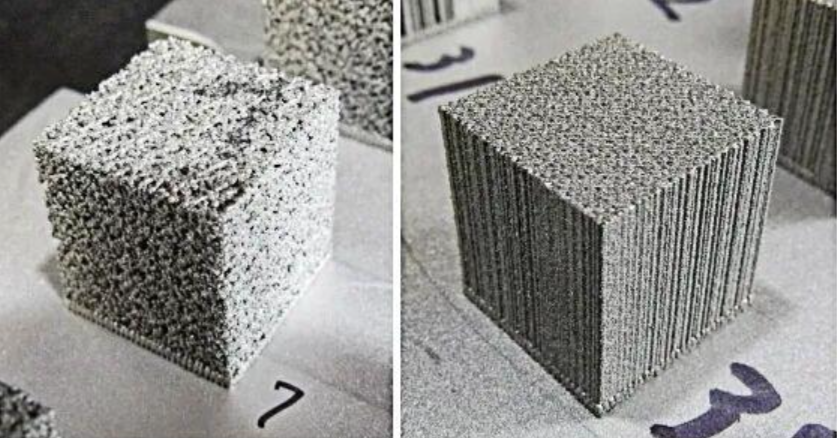
Researchers fabricated three cubic samples with distinct internal structures using three sets of scanning parameters:
- Relative density of 74.7% and open porosity of 13.2%.
- Relative density of 88.3% and open porosity of 5.4%, with narrow internal channels inside the part.
- Relative density of 76.5% and open porosity of 17.2%, featuring more tortuous internal channels inside the part.
Researchers have achieved precise internal pore control. They can fabricate high‑strength low‑flow straight-channel structures, as well as high‑porosity high‑flow tortuous labyrinth-channel structures.
This enables engineers to design and build rocket engine structures with customized functional properties, closely matching Yisu Technology’s conformal breathable structure.
Researchers highlight the outer support ring of high-porosity samples achieves reliable, stable high-density forming — critical for injector faceplates. Beyond rocket engine parts, this technology also benefits jet engine turbine blades and fluid filtration components.
Hot-fire test
Hot-fire tests confirm injector end-face temperature stays under 50°C, mostly below 10°C, validating outstanding surface cooling performance. The injector withstands chamber pressure over 5.52 MPa and retains full structural integrity even with extensive internal pores.
Based on the above two outstanding performances, developers believe that Zorapid technology is fully capable of meeting the requirements of NASA and other commercial aerospace projects.
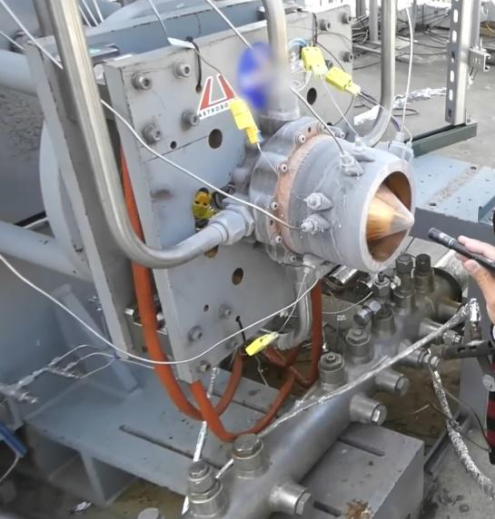
Astrobotic completed eight recent tests on two rotating detonation engine prototypes, totaling 470 seconds — including a 300-second continuous combustion run. Zorapid technology manufactured the engines’ key components.
Test Process
Engineers integrate high-density zones within a single component to enhance structural strength, while designing high-porosity zones for areas requiring cooling and fluid flow.
For rocket engines, heat and fluid flow are difficult to control. Traditional manufacturing processes usually require multiple separate parts, complex internal channels, and intricate assembly procedures. In contrast, 3D printing technology enables these functional features to be directly integrated into a single component. Controlling the internal porosity of metal structures facilitates heat dissipation, improves operational stability, and enhances overall efficiency — the three core challenges faced by advanced rocket engines.
Tests revealed that each engine produced a thrust of over 1.8 tons with stable operation. No obvious damage was observed after the hot-fire tests. Future work will focus on optimizing cooling performance, improving throttling capability, and reducing overall weight.
For applications, rotating detonation engines serve space transportation including lunar landers and spacecraft.
From injection molding to aerospace engine parts, Yisu Technology proves 3D printed pores—once seen as a flaw—can be fully leveraged into a key advantage with proper application.
Zorapid’s Rocket Component Manufacturing Capability
Zorapid specializes in SLM metal 3D printing for rocket core parts, delivering integrated manufacturing of large, complex superalloy components—from R&D prototyping to low-volume production.
1:Core Manufacturing Capability
iSLM600QN/SN: Large-format multi-laser metal 3D printer, with a build volume of 600×600×830 mm. Suitable for large thin-walled parts, nozzle housings and other components of rocket engines.
iSLM800QN: Extra-large format model, featuring a build volume of 800×800×1000 mm, meeting the manufacturing demands of rocket structural parts and large thrust chambers.
Accuracy & Efficiency: Dimensional accuracy 5–25 μm, surface roughness Ra ≤ 5 μm; multi-laser parallel printing shortens the production cycle by 70%–80% compared with traditional processes.
2:Compatible with aerospace-grade materials
High-temperature Alloys
IN718 (nickel-based), GH4169:Applied to combustion chambers, nozzles and turbopumps; resistant to high temperatures of 600–1200℃.
Titanium Alloys
TC4:Used for structural parts and brackets; features lightweight performance (density: 4.5g/cm³) and high strength.
Aluminum Alloys
AlSi10Mg:Suitable for cryogenic fuel tanks and connecting structures with outstanding lightweight advantages.
Copper Alloys
QCr1, GRCop-42:Adopted for thrust chamber cooling channels; high thermal conductivity (≥380W/m·K).

3:Typical Manufacturing Scope (Full-spectrum Rocket Components)
- Engine Core Parts: Nozzle (510 mm diameter × 800 mm height, IN718), thrust chamber, combustion chamber, injector, turbopump housing (integrated forming, reducing weld seams by 90%).
- Rocket Structural Parts: Fuel tank shell, fairing connecting frame, inter-stage structure (lightweight lattice/hollow sandwich design, weight reduction of 20%–40%).
- Precision Functional Parts: Valve assemblies, integrated pipeline components, sensor brackets (complex flow channels / thin-walled structures, unachievable by traditional manufacturing processes).
Zorapid Technical Advantages (vs. Traditional Processes)
Integrated forming: Complex parts like cooling-channel integrated nozzles are printed as a single piece, removing welding and assembly stress and lifting reliability by over 50%.
Extreme Lightweighting: Topology optimization and lattice structure design reduce part weight by 30%–50%, directly lowering the rocket’s dry mass ratio and improving payload capacity.
Rapid Iteration: From design to delivery takes only 3–7 days, compared with 3–6 months via traditional methods. It supports multiple rounds of iterative optimization and meets the high-frequency trial production needs of commercial aerospace.
High material utilization: powder recycling rate ≥95%, versus just 30%–50% for conventional forging & machining, delivering significant cost savings on superalloy and titanium alloy parts.
Quality and Delivery Assurance
Quality System: Certified to ISO9001. Full-dimensional inspection via CMM, internal defect scanning by CT, and mechanical performance testing (tensile / impact / high-temperature rupture). All test reports are fully traceable.
Delivery Capacity: Covering a 2,500 ㎡ smart manufacturing base with over 20 industrial-grade SLM printers. Monthly delivery capacity reaches 50–80 rocket components. Support 1-piece minimum order with no MOQ, catering to demands from R&D prototyping to low-volume mass production.
| Zorapid builds a full-chain manufacturing capability covering rocket engine core components, rocket structural parts and precision functional components by leveraging large-format SLM equipment, aerospace-grade materials and integrated manufacturing processes. Its core advantages lie in lightweight design, high reliability, rapid iteration and cost efficiency, perfectly matching the core demands of commercial aerospace for high-frequency launch, fast iteration, cost reduction and efficiency improvement. |


