Traditional drilling methods are used to drill hard metals such as alloy steel and titanium. An alternative approach available is Electrical Discharge Machining (EDM).
EDM deep hole drilling is ideal for making holes in metals and conductive materials. With versatile applications, EDM services have become a highly sought-after process over the years. This article covers its full advantages and limitations, as well as how to apply this technology in the most effective way.
What Is EDM Drilling?
EDM drilling is capable of producing deep micro holes. These holes can have a diameter as small as 0.065 mm and a depth of up to 1 meter.
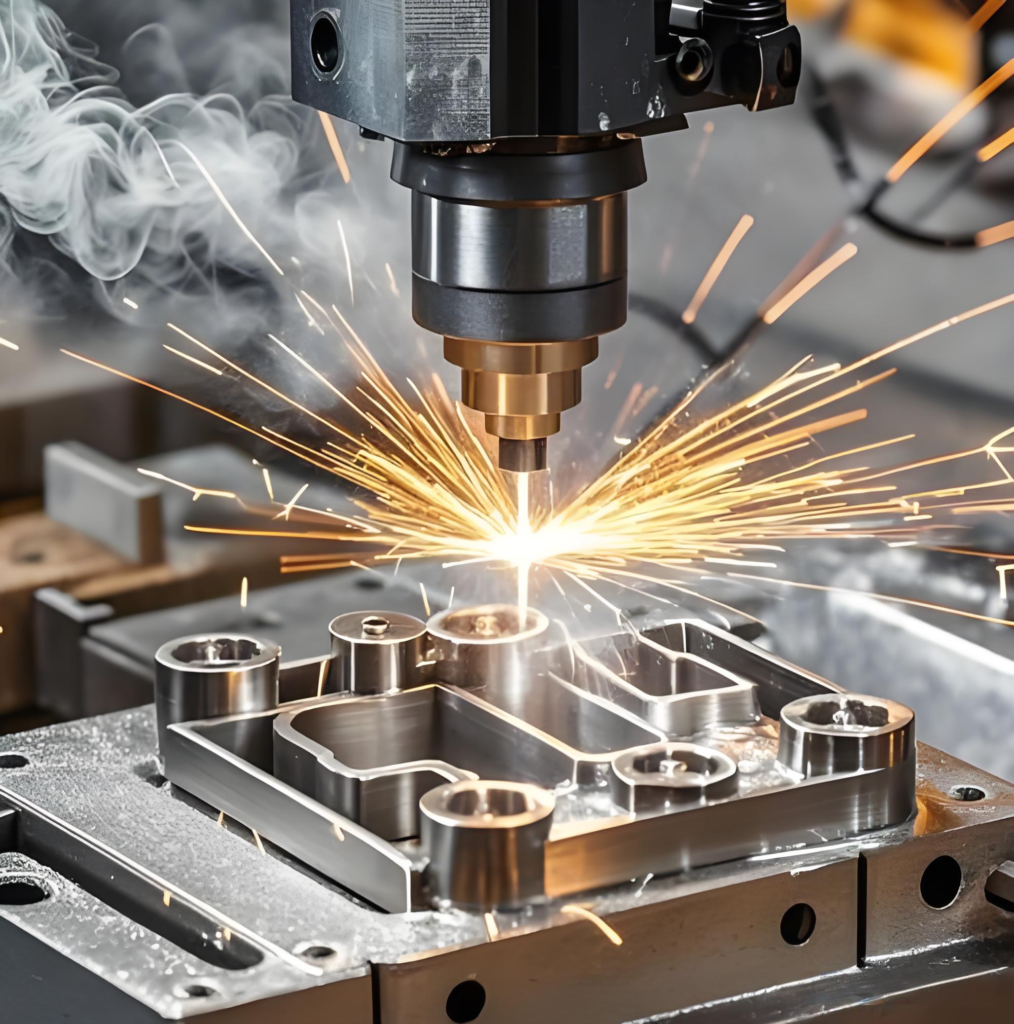
Power connects the electrode (negative) and workpiece (positive). Charge travels through dielectric fluid to generate high-temperature sparks, melting and eroding targeted metal.
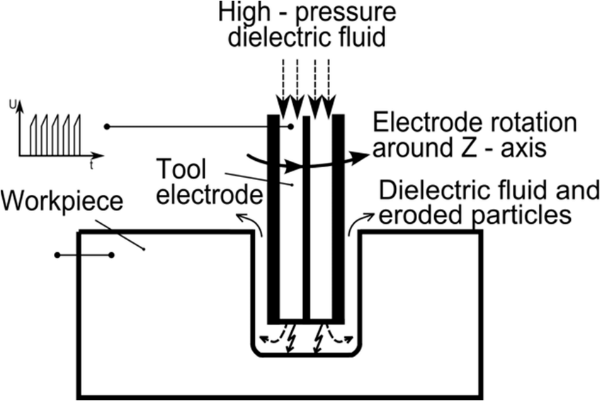
The hollow electrode allows the flow of dielectric fluid. This fluid flow, combined with electrode rotation, stabilizes the EDM process and helps flush away debris from the workpiece. The rotating electrode moves downward to complete the drilling operation.
Machining (EDM) and Conventional Drilling?
EDM drilling can easily penetrate hard materials. It delivers high-quality holes and consistent results that differ from conventional drilling. Standard drilling cannot achieve such performance, nor can it drill through hard surfaces.
Prototyping vs Production in EDM Drilling
The main difference between EDM drilling for prototyping and mass production lies in tolerance and precision requirements.
Prototyping
Wire-cut EDM prototyping meets high precision demands for complex industries. EDM deep hole drilling holds tolerance up to ±0.050 mm via precise control of depth, speed and machining efficiency.
Production
The standard production tolerance for EDM drilling is generally ±0.050 mm, with available hole diameters ranging from 0.5 mm to 1.5 mm.
EDM Drilling Process
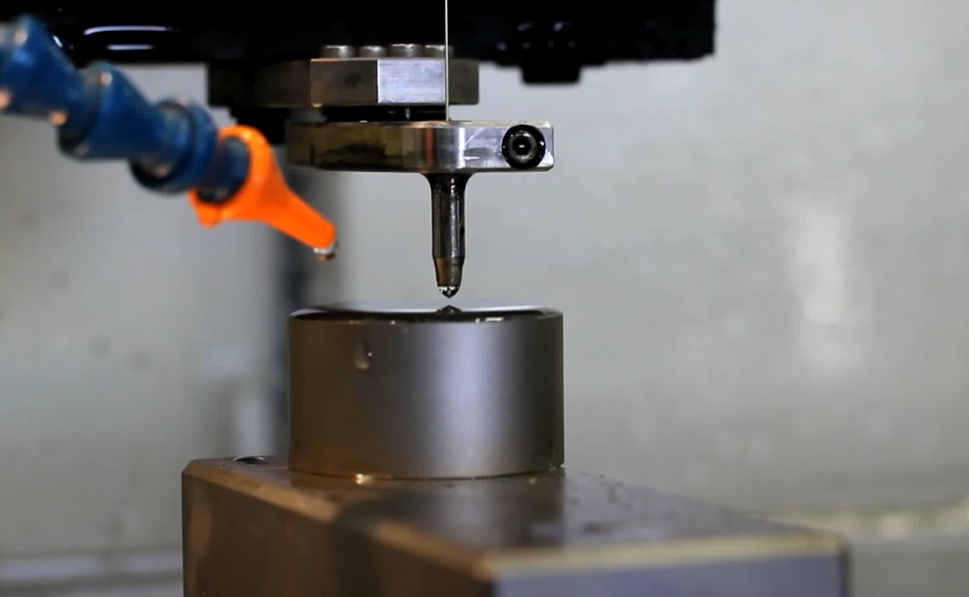
EDM drilling uses small electrodes to drill holes into materials. Electrodes are made of graphite, brass, copper, or tungsten. The electrode is a hollow tube with dielectric fluid flowing inside.
Close electrode-workpiece gap creates electric sparks reaching 8,000–12,000°C, with spark frequency ranging 500–30,000 per second.
High-pressure dielectric fluid is pumped through the center of the hollow electrode. The dielectric fluid becomes ionized and generates electrical sparks, which erode material away from the hole.
Single-Channel vs Multi-Channel Electrodes in EDM Drilling
The main difference between single-channel and multi-channel electrodes lies in the type of holes produced and their overall performance.
Single-Channel Electrodes
These electrodes deliver optimal drilling results in various materials. They are more cost-effective and require less raw material for fabrication.
Single-channel electrodes offer superior performance with higher coolant flow rate, better cooling effect, and improved material removal efficiency.
Multi-Channel Electrodes
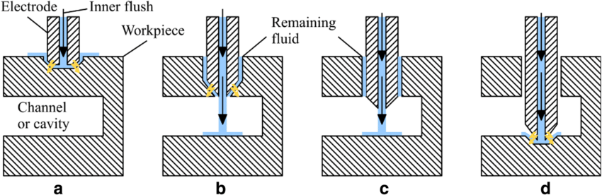
They are ideal for precision machining. The multiple internal channels enhance debris flushing and cooling capacity, further increasing cutting speed and reducing electrode wear.
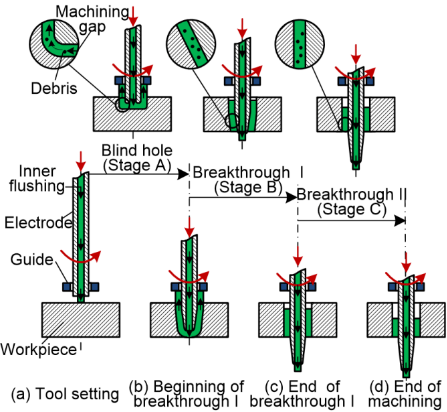
Designed with internal flow passages, they are capable of drilling blind holes and eroding excess material at the hole bottom.
However, dimensional accuracy decreases at greater drilling depths due to accumulated debris particles.
Taper Control in EDM Drilling
To control taper in EDM drilling, a combination of ECM (Electrochemical Machining) and EDM is adopted. This helps achieve tapered profiles, rounded corners, and improved surface finish.
Volumetric taper compensation is adjustable on the EDM control panel by offsetting programmed dimensional deviations.
Role of Dielectric Fluid in EDM Drilling
Dielectric fluid flushes away vaporized material and stabilizes electrical discharge.
Deionized water or oil is delivered to the drilling zone through nozzles or electrode tubes.

Advantages of EDM Drilling
EDM drilling technology offers numerous benefits.
Precision and Accuracy
Extremely complex components and designs deliver a high level of accuracy and precision. The non-contact process minimizes material damage and deformation, ensuring consistent and precise hole dimensions.
Machining Hard and Delicate Materials
EDM drilling works on nearly all materials, hard or fragile. Hardened steel, tungsten carbide, titanium and ceramics can all be drilled effortlessly.
It can produce holes of various sizes and shapes, making it a versatile manufacturing process.
For a more extensive material library: https://zorapid.com/materials
Disadvantages of EDM Drilling
This process also comes with certain limitations.
Slow Processing Time
Overall, EDM drilling is a relatively slow process. It may take several minutes to drill a single hole, making it not ideal for high-volume mass production.
Higher Cost Compared with Conventional Drilling
It is a relatively costly manufacturing process, due to long processing cycle and high energy consumption.
Common Applications of EDM Drilling
Common applications of EDM drilling are as follows:
Aerospace Industry Applications
The aerospace industry requires high-precision components that can withstand extreme conditions. EDM drilling is used to create cooling holes in turbine blades, ensuring the durability and reliability of aircraft components.
For more aerospace service areas: https://zorapid.com/medical
Medical Device Manufacturing
Durable and precision implant components are among the key requirements of the medical industry. High-speed EDM drilling can create holes in hard materials such as titanium and ceramics with high precision and consistency.
For more medical service areas: https://zorapid.com/medical
Automotive Applications
High-speed EDM drilling enables precise and flexible production of complex shapes and components in hard materials. It can manufacture high-performance automotive parts with tight tolerances and fine geometries.
For more automotive service areas: https://zorapid.com/automotive-industry
Fine Hole EDM Drilling Capabilities
Achieving Micro-Diameter Holes
Laser Beam Drilling (LBD) is one of the most commonly used non-contact technologies to create micro-diameter holes in a wide range of materials.
Complex Geometry and Deep Hole Drilling
Fine hole EDM drilling can effectively machine micro holes with complex geometries. The dielectric fluid keeps the machining area cool and flushes away debris.
Minimizing the Heat-Affected Zone in EDM Drilling
Material removal in micro-hole EDM is accomplished through electrical sparks. Minimal heat is transferred to the workpiece, resulting in a small heat-affected zone and a lower risk of material deformation.

Electrical Discharge Drilling, Wire Cut EDM and Electrical Discharge Machining
When to Use EDM Drilling vs Other Types of EDM
EDM drilling creates precise complex holes. Wire EDM makes extrusion tools, punches, dies and thick parts. Sinker EDM manufactures intricate 3D components.

Advantages of Partnering with Zorapid for EDM Drilling
Zorapid provides professional EDM services. Leveraging the efficient process of high-speed CNC EDM drilling machines, we deliver extremely precise control over drilling depth and hole quality.
Overview of Zorapid EDM Drilling Capabilities
State-of-the-Art Equipment
Zorapid is equipped with modern EDM machines capable of handling a wide range of applications.
Experienced Team
Our skilled team of engineers and technicians has extensive experience in EDM drilling.
Quality Assurance
We adhere to strict quality control standards to ensure precision and accuracy in all our work.
Customization
We can customize our EDM services to meet your specific requirements and specifications.
FAQ
What are the main applications of EDM drilling?
Mold cooling holes, vent holes, wire-cut start holes, nozzle micro holes, medical precision bores, aerospace cooling holes, hydraulic valve holes and carbide micro holes.
What is the difference between EDM drilling and conventional drilling?
Conventional drilling relies on cutting and easily wears on hard materials with deformation risk. EDM drilling works by electrical erosion, no contact and no cutting force, ideal for hard metals, micro holes and deep holes.
What is the minimum hole size for EDM drilling?
It can drill micro holes starting from Φ0.1mm, with depth-to-diameter ratios up to dozens of times, far beyond conventional CNC drill capability.
When should EDM drilling be the first choice?
Choose EDM drilling for hardened steel, ultra-small holes, deep bores, thin-wall parts and any case where standard drills cannot penetrate.


