CNC thin-wall machining is critical in the aerospace industry, where precision, weight reduction and structural integrity are essential. Machining thin-wall components presents notable challenges, including part deformation, poor rigidity, and difficulties in maintaining consistent surface quality. This article outlines proven best practices and specialized techniques to overcome these obstacles, ensuring high-quality and cost-effective machining results.
Key Challenges in Thin-Wall Part Machining
Machining thin-wall components demands meticulous planning and precise execution. Below are the primary challenges and corresponding solutions you will encounter in production.

How Thin Can Metal Be Machined?
The minimum achievable thickness in CNC machining depends on factors such as material properties, machine capability, and cutting tools.
Precision CNC machining ensures that even these ultra-thin materials can be shaped without compromising structural integrity. Achieving such extreme limits requires advanced cutting tools and stringent process control.
Poor Rigidity and Fragile Structure
Thin-wall parts inherently lack rigidity, which leads to the following issues:
Vibration: Excessive vibration results in poor surface finish and reduced dimensional accuracy.
Deflection: Workpieces may bend under cutting force, causing dimensional inaccuracies.
Solutions
Toolpath Optimization: Adopt adaptive toolpaths to distribute cutting load evenly.
Clamping Method: Apply uniformly distributed clamping force to minimize deflection.
Cutting Strategy: Use climb milling instead of conventional milling to reduce tool stress.
Part Deformation in Thin-Wall Structures
Deformation is a major issue for thin-wall components due to low rigidity and high cutting force.
Techniques to Reduce Deformation
Layer-by-Layer Machining: Gradually reduce cutting depth to minimize machining stress.
Low Cutting Force Parameters: Apply smaller cutting depth and feed rate.
Pre-Stress Machining: Apply external force to the workpiece during processing to relieve internal stress and reduce deformation.
Tool Selection for Thin-Wall CNC Machining
Tool selection plays a critical role in maintaining machining precision and reducing defects during processing.
Special Considerations for Thin-Wall Aluminum Machining
Aluminum is widely used in the aerospace industry for its light weight and high strength. However, aluminum is prone to chatter during machining, which compromises dimensional precision.
Tool Tips for Aluminum Machining
- Sharp cutting tools: Prevent excessive material deformation.
- High helix angle cutters: Improve chip evacuation and reduce vibration.
- Coolant application: Use coolant to control heat buildup and minimize thermal expansion.
Workholding Solutions for Thin-Wall Parts
Selecting the right workholding technique is critical to ensuring precision without damaging the parts.
Fixture Design for Complex Geometries
Custom fixtures are usually required for irregular or complex thin-wall parts. Innovative technical solutions include:
3D Printed Fixtures: Custom-built, lightweight and precisely contoured to support thin-walled sections.
Modular Clamping Systems: Adjustable fixtures that can secure a wide range of complex geometries.
By designing custom fixtures, you can enhance structural stability and reduce the risk of part deformation.
Toolpath Optimization for Thin-Wall Machining
Optimizing toolpaths is critical for controlling the cutting force applied to thin-wall parts.
Advanced Toolpath Strategies
Adaptive toolpaths such as High-Efficiency Machining (HEM) distribute cutting force more evenly and reduce tool pressure on the workpiece. This helps maintain the dimensional accuracy of thin-wall structures.
Advantages of Adaptive Toolpaths
- Reduced cutting force: Lowers the risk of deformation.
- Extended tool life: Relieves stress on the cutting edge.
- Consistent material removal: Delivers superior surface finish.
Climb Milling vs Conventional Milling
Climb milling is usually the first choice for thin-wall machining, as it delivers a smoother surface and reduces cutting force, thereby lowering the possibility of part deformation.
Optimizing Cutting Speed and Feed Rate
For thin-wall parts, achieving a perfect balance between speed and precision is critical.
Balancing Speed and Accuracy
High cutting speeds cause heat accumulation and result in part warping, while overly low speeds lead to longer cycle time and higher costs. Recommended optimization methods are as follows:
- Apply a smaller depth of cut: Reduce heat generation and cutting force.
- Adjust feed rate: Use slower feed rates for precision finishing and faster rates for roughing.
- Coolant application: Prevent overheating, which is essential for thin-wall materials.
Benefits of High-Speed Cutting
High-Speed Machining (HSM) delivers notable advantages for thin-wall components:
- Reduced cycle time: Higher spindle speed accelerates overall machining efficiency.
- Superior surface finish: Shorter heat accumulation time minimizes deformation.
- Extended tool life: Lower cutting stress and tool wear.

Auxiliary Support Technologies
Auxiliary support technologies can greatly improve the precision of thin-wall machining.
CNC Compensation Technology
Advanced CNC machines are equipped with compensation technology to adjust toolpaths in real time based on sensor feedback. It ensures dimensional accuracy even when slight deformation occurs during machining.
Vibration Damping and Structural Support
Vibration damping solutions such as tuned mass dampers and active damping systems effectively reduce vibration, improving accuracy and surface finish. Applying temporary support structures to reinforce thin walls also minimizes the risk of deflection during processing.
Deformation Control
Deformation of thin-wall parts can be caused by a variety of factors. Understanding these contributing factors facilitates rational process planning.
Process Optimization
Optimizing the machining process helps effectively control part deformation:
- Optimize toolpaths: Adopt adaptive strategies to reduce cutting load.
- Temperature control: Apply coolant systems and minimize idle dwelling time.
- Material selection: Choose materials with low residual stress.
Surface Finish Considerations
Achieving the correct surface finish is especially challenging for thin‑wall parts. For more surface treatment solutions, visit: https://zorapid.com/surface-finishing

Achieving High-Quality Surface Finish
To achieve optimal results:
- Use sharp cutting tools: Reduce tool pressure and improve surface quality.
- Apply finishing toolpaths: Light finishing passes minimize surface defects.
- Control speed and feed rate: Balanced machining parameters avoid over-cutting and ensure a smooth surface.
Advanced Metrology for Thin-Wall Parts
Accurate measurement is critical to ensuring thin-wall components meet required tolerance standards.
Precision Measurement Technology
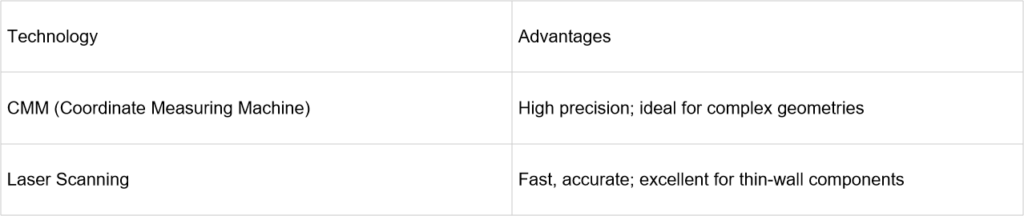
Both technologies enable precise measurement of thin-wall components, helping detect deformation and maintain tight tolerances.
Utilizing High-Speed Cutting and Thermal Management
High-speed cutting presents unique challenges, especially in terms of tool wear and heat generation.
Management of Tool Wear and Heat in High-Speed Machining
To extend tool life and control heat during high-speed machining:
- Apply coolant: Prevent overheating.
- Optimize cutting speed: Balance speed and feed to minimize heat generation.
- Select proper tool materials: Carbide and diamond-coated tools deliver superior wear resistance at high cutting speeds.
Digital Twin and Artificial Intelligence for Process Optimization
Digital technologies are transforming CNC machining by enabling more precise simulation and smarter toolpath planning.
Leveraging Digital Twin for Thin-Wall Machining Simulation
Digital twin technology allows manufacturers to simulate the machining process before production. It can predict potential issues such as deformation or tool wear, enabling adjustments to be made in advance.
AI-Enhanced Machining
AI analyzes machining data in real time, optimizes toolpaths, reduces errors, improves efficiency, and automatically adjusts parameters to ensure consistent machining quality.
Post-Machining Stress Relief and Heat Treatment
After machining, thin-wall parts may still retain internal residual stress, which can lead to deformation over time.
Stress Relief Techniques
- Heat Treatment: Apply controlled heat to relieve internal stress.
- Vibration Stress Relief: Use vibration technology to redistribute residual stress without heating.
Zorapid Helps You Customize CNC Thin-Wall Parts
Zorapid specializes in custom CNC thin‑wall parts for industries including aerospace, automotive, and electronics. With advanced machinery, cutting‑edge technology, and years of expertise, we guarantee precision and quality for every component we produce. Whether you need parts made from aluminum, titanium, or other high‑performance materials, Zorapid delivers tailored solutions to meet your exact specifications.
Learn more about our aerospace capabilities: https://zorapid.com/aerospace
FAQ
What are the biggest challenges in thin-wall aerospace machining?
Elastic deflection under cutting force, post-machining springback, obvious vibration marks, dimensional tolerance deviation and poor surface finish. Improper clamping easily causes scrap.
What machines are suitable for thin-wall parts?
5-axis machining centers are preferred with high-speed rigid spindles and stable feed motion. One-setup multi-surface machining eliminates repeated clamping errors.
hat are the key best practices for aerospace thin-wall machining?
Separate roughing and finishing completely; perform stress relief after roughing;
Layer-by-layer cutting with small side depth to reduce lateral force;
Adopt climb milling with high spindle speed and light cut;
Optimize tool path to avoid idle travel and sharp corner deceleration;
Machine internal features first, then outer profile finishing.
Can Zorapid handle custom aerospace thin-wall parts?
Zorapid provides one-off prototyping and low-volume production for aerospace thin-wall structural parts and complex housings. Compliant with AS9102 standards, we deliver stable deformation control and guaranteed precision with mature 5-axis processes.


