Electrical Discharge Machining (EDM) is an unconventional material removal process. It uses electrical energy in the form of electric sparks to erode and remove material from the workpiece. Two common types of this technology are sinker EDM and wire cut EDM. These two machining methods are distinct yet closely related, each with unique characteristics and advantages.
This article covers their core functions, design capabilities, and key differences, helping readers gain a clear understanding and make better process selections. The information also enables manufacturers to grasp the in-depth background and complexity of these machining processes.
What is Electrical Discharge Machining (EDM)?
EDM, also known as spark erosion machining, is an unconventional precision technology that uses electrical energy to remove material in minute thicknesses from workpieces. Unlike conventional machining processes, it adopts non-contact machining between the tool and the workpiece. It is highly suitable for manufacturing precision components and machining hard materials such as tungsten and titanium.
Overview and Working Principle of EDM
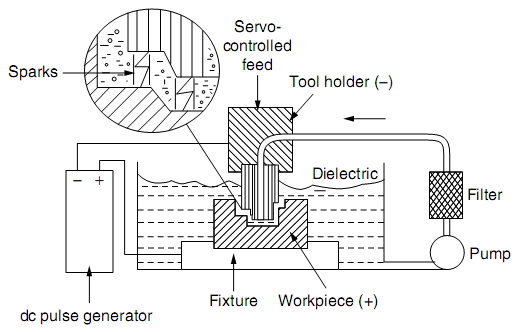
EDM removes material from workpieces and forms desired shapes by means of controlled electrical sparks. It features the capability to machine hard materials. Two electrodes are applied in the process: a tool electrode and a workpiece electrode, separated by dielectric fluid.
High-voltage, low-current discharges between electrodes generate intense heat, melting material at the spark point to form tiny craters. Dielectric fluid flushes away molten material, cools the workpiece, and insulates the electrodes. With no physical contact between electrodes, chatter and vibration are fully eliminated.
Why EDM Is Critical for High-Precision Machining
EDM achieves ultra-high precision machining by controlling voltage, current, discharge duration, and electrode movement. It delivers accurate dimensional shapes and can easily create intricate features on workpieces.
What Are the Three Main Types of EDM?
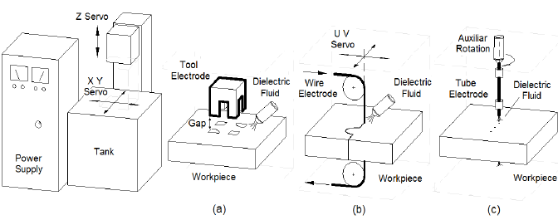
The three primary types of EDM are listed below:
- Sinker EDMIt uses a pre-shaped electrode to erode cavities and custom profiles into the workpiece material.
- Wire Cut EDMIt utilizes a thin wire electrode to cut complex contours, slots, and intricate geometries for material thickness profiling.
- Drill EDM (EDM Drilling)It uses a tubular pulsed electrode to produce small, deep precision holes.
What is Sinker EDM?
Sinker EDM, also called ram or cavity EDM, uses a pre-shaped electrode to machine precise, complex cavities. It operates via spark erosion with the workpiece submerged in dielectric fluid, working only on electrically conductive materials。
How Does Sinker EDM Work?
Copper, graphite and tungsten electrodes machine cavities. Submerged in dielectric fluid under high voltage, they generate micro sparks to erode and melt metal into custom cavities and profiles.
What Are the Applications of Sinker EDM?
Sinker EDM is well‑known for its ability to produce highly precise and complex shapes. It can machine difficult‑to‑cut materials such as tungsten carbide and tool steel. There is no physical contact between the electrode and the workpiece, which preserves material integrity. It is ideal for creating complex geometries, including sharp corners, irregular profiles, and deep ribs.
Why Sinker EDM Is Ideal for Hard-to-Machine Materials
Widely used for stamping dies and plastic injection molds, as well as punches and other tooling. It also manufactures complex aerospace and medical precision parts.
What is Wire Cut EDM?
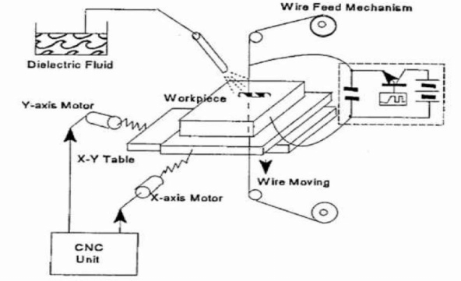
Wire cut EDM, also known as electrical discharge wire cutting, is a precision manufacturing process. It uses a thin energized wire electrode to cut metal for workpieces with small thicknesses. The generated sparks erode the metal to create complex and intricate designs. The formed shapes feature high precision and minimal distortion.
Definition and Working Principle of Wire Cut EDM
A thin wire acts as the electrode and moves close to the workpiece. The energized fine wire generates electrical sparks between the electrode and the workpiece, which is submerged in dielectric fluid. The dielectric fluid flushes away the eroded metal and cools the workpiece. This non-contact machining process effectively prevents workpiece deformation.
Electrode Materials for Sinker EDM
Common electrode materials used in electrical discharge machining include copper, graphite and their alloys, as well as copper‑tungsten alloy. These materials offer high electrical conductivity and excellent resistance to erosion.
Applications of Wire Cut EDM
Wire cut EDM is a versatile process suitable for workpieces with small thicknesses. It efficiently produces precise cuts, shapes, molds, and other parts with tight tolerances across various industries such as medical, automotive, aerospace, and electronics. It is ideal for creating prototypes and custom components that require fine and complex details.
Advantages and Disadvantages of EDM
Sinker EDM is a versatile technology with numerous advantages, while it also has certain limitations.
Advantages of Sinker EDM
- Excels at machining complex profiles, mold cavities, deep ribs and sharp corners widely used in molds and die casting.
- Effectively machines hard materials such as tool steel.
- Delivers high precision and tight tolerances for complex geometries.
- It is a non-contact machining method that minimizes material deformation and internal stress.
- Widely applicable for mold making, die production, complex 3D geometry machining, and rapid manufacturing applications.
Disadvantages of Sinker EDM
- High operational cost for electrode maintenance and time-consuming process.
- Electrodes are subject to wear, requiring replacement time and additional costs.
- Electrode erosion may occur, demanding multiple machining passes.
- Consumes a large amount of energy during operation.
- Not ideal for thin and lightweight components.
Advantages and Disadvantages of Wire Cut EDM
Wire cut EDM offers many benefits while also having several limitations.
Advantages of Wire Cut EDM
- Achieves tight tolerances and high precision for complex designs.
- Cuts hard and tough materials efficiently.
- The fine wire enables machining of thin walls, small radii and narrow slots on workpieces.
- Generates minimal heat, lowering the risk of heat-affected zones and deformation.
- Burr-free edges with no need for additional finishing processes.
- Highly versatile for both small and large components.
- Supports automated control and excellent repeatability, suitable for mass production.
Disadvantages of Wire Cut EDM
- Relatively slower compared with conventional machining processes.
- Requires high initial investment and overall processing cost is expensive.
- Limited to electrically conductive materials only.
- Wire breakage interrupts the cutting process and extends lead time.
- Oxidation may occur on certain materials, requiring extra cleaning work.
- Professional skills and training are required to operate wire cut EDM programs.
What is the difference between Wire Cut EDM and Sinker EDM?
Differences Between Wire Cut EDM and Sinker EDM
Machining Process
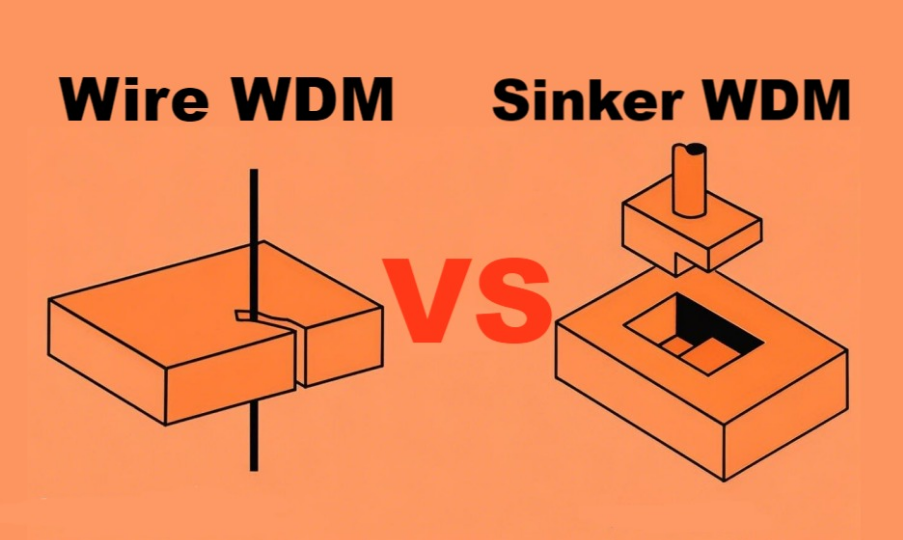
Wire cut EDM uses a thin wire as the electrode, which moves along the workpiece to generate electric sparks and melt metal.
Sinker EDM adopts a formed electrode placed together with the workpiece in dielectric fluid. Electric sparks are generated to erode material and machine the required shape.
Geometry & Design Capability
Wire cut EDM excels at tight tolerances and fine details on complex 3D high-precision parts, while sinker EDM focuses on cavity machining, mold work and 2D profile cutting.
Tooling Requirements
Wire cut EDM is highly versatile and uses standard electrode wire.
Sinker EDM requires custom shaped electrodes for each processing task.
Surface Finish & Precision
Wire cut EDM performs excellently in straight-line cutting with high precision.
Sinker EDM delivers superior finish quality on complex shapes without additional finishing processes.
Cost Consideration
Wire cut EDM is more cost-effective for simple parts.
Sinker EDM is a costly process with higher initial investment and customized electrode expenses.
Comparison Table of Wire Cut EDM vs Sinker EDM
The table below briefly illustrates the core differences between wire cut EDM and sinker EDM.
| Characteristic | Wire EDM (Wire Cut Machining) | Sinker EDM (Ram EDM) |
| Dielectric Fluid | Deionized water | Hydrocarbon oil |
| Electrode | Thin wire | Conductive metal tool electrode |
| Geometry Capability | 2D cutting | Complex 3D geometries |
| Processing Time | Fast cycle times | Longer cycle times |
| Machining Access | Starts only from the workpiece edge | Can start at any point on the workpiece |
Similarities Between Sinker EDM and Wire Cut EDM
The two processes share several key characteristics:
Core Principles Shared by Both Processes
Both are electrical discharge machining processes that remove material using electric sparks. Dielectric fluid and electrodes are used to accurately cut shapes into the workpiece.
Common Applications of Sinker EDM and Wire Cut EDM
Both technologies are well‑known for high precision and accuracy, manufacturing complex components for aerospace, medical devices, and automotive parts. They are applied to conductive materials including steel, aluminum, titanium, and their alloys.
Sinker EDM vs Wire Cut EDM: Which One Should You Choose?
Several factors need to be considered when selecting either machining technology.
Key Factors to Consider
Sinker EDM is ideal for machining thick materials, complex profiles, molds, dies, and deep ribs.
Wire cut EDM works best for soft materials and complex shapes with tight, precise tolerances.
Wire cut EDM is a fast and cost-effective process, well-suited for high-volume production.
Sinker EDM is slower and more costly, making it optimal for low-volume production.
Best Use Cases for Each Process
Sinker EDM is widely applied in plastic injection molding, mold fabrication, die making, and deep cavity machining.
Wire cut EDM is the top choice for rapid prototyping, high-precision parts, and components with intricate fine details.
Tolerance of Sinker EDM and Wire Cut EDM
The tolerance comparison between sinker EDM and wire cut EDM is as follows:
Tolerance of Sinker EDM
Sinker EDM supports extremely tight tolerances, reaching as low as 0.005 mm, making it ideal for applications requiring high precision and accuracy.
Precision of Wire Cut EDM
Compared with sinker EDM, wire cut EDM performs better for relatively conventional tight tolerance requirements. It can achieve precise tolerances for thin walls and small corner radii.
Applications of Sinker EDM and Wire Cut EDM
Both sinker EDM and wire cut EDM are versatile machining methods widely used in many industries.
Aerospace and Automotive
Both processes are used to manufacture molds, dies, tooling, and machine hard materials such as tool steel for aerospace and automotive applications.
They can produce precision engine components for automobiles and aircraft, as well as complex metal parts for high-temperature service environments.
Electronics and Medical Device Manufacturing
Both are suitable for producing molds used in medical devices and tooling fabrication.
They are widely applied to manufacture surgical instruments and orthopedic implants with intricate fine features.
Both processes can create complex geometries in hard materials and produce parts with tight tolerances and ultra-high precision.
Comparison of Sinker EDM, Wire Cut EDM, and CNC Machining for Fine Features and Thin Walls
Wire cut EDM is the best choice for creating intricate machined features and high-precision thin walls, especially in hard materials.
What is the minimum hole diameter you need to machine?
Wire cut EDM is ideal for machining holes with micron-level precision. It can produce small holes, thin walls, intricate details, and deliver superior surface finish.
Process Comparison: Sinker EDM, Wire Cut EDM, and CNC Machining in Part Manufacturing
Sinker EDM excels at producing complex 3D geometries, while wire cut EDM is optimized for precise 2D profiles. CNC machining offers versatile capabilities for material removal and custom shape fabrication.
Conclusion: How to Choose the Right EDM Process
Wire cut EDM uses a thin wire electrode to remove material and fabricate complex shapes in 2D cutting. Sinker EDM adopts a formed electrode to machine cavities for intricate 3D geometries.
Both processes deliver high precision and dimensional accuracy. They are versatile machining solutions applicable to a wide range of project requirements.
If you are looking for a reliable, high-efficiency supplier for your EDM projects, Zorapid provides world-class CNC machining services. Backed by years of industry experience, skilled technicians, seasoned engineers, and advanced manufacturing technology, Zorapid delivers premium precision metal machining services to produce parts with tight tolerances and superior accuracy.
FAQ
Which is Better: Wire Cut EDM vs Sinker EDM?
Wire cut EDM is best suited for precise contour cutting, while sinker EDM is ideal for creating complex 3D geometries.
Why Choose Sinker EDM for Mold Manufacturing?
Sinker EDM excels at machining complex cavities and hard materials. It can fabricate intricate shapes, deep ribs, and sharp internal corners.
Alternatives to Wire Cut EDM
Common alternatives to wire cut EDM for precision cutting applications include laser cutting and waterjet cutting.
What Is the Cost Difference Between Sinker EDM and Wire Cut EDM?
Wire cut EDM is more cost-effective, faster, and requires less customization. By contrast, sinker EDM needs custom-made electrodes for every individual project, leading to higher overall cost.


