The Ultimate 2026 Playbook for Flawless, Cost‑Effective CNC Parts
If you’ve ever sent a CAD file to a shop and gotten back parts that don’t fit, cost too much, or look rough—you’re not alone. Most CNC headaches start long before the first cut: bad tolerance calls, unoptimized DFM, and vague surface finish specs.
Here’s the straight talk: Tolerances control fit. DFM controls cost. Surface finish controls function and feel. Mess any of them up, and you’ll pay with delays, scrap, and rework.
At Zorapid, we’ve reviewed 10,000+ CNC drawings, fixed thousands of tolerance/DFM mistakes, and machined parts for aerospace, medical, and EV clients where microns matter. We know exactly what works—and what doesn’t.
Today, we’re breaking down precision tolerance ranges, non‑negotiable DFM rules, surface finish Ra standards, hard data, and Zorapid’s exclusive capabilities.
Let’s dive in.
CNC Tolerances, DFM & Surface Finish: Deep Technical Breakdown
Mastery starts with understanding how each choice impacts precision, cost, and lead time.
CNC Tolerances: Precision Ranges & When to Use Them
Tolerance = allowable deviation from nominal dimension. Tighter = more expensive, slower, and higher scrap risk.
Standard CNC Tolerance Grades (2026 Industry Baseline)
| Tolerance Class | Range (mm) | Range (in) | Best For | Cost Impact |
|---|---|---|---|---|
| Standard | ±0.13 | ±0.005 | Non‑critical features, prototypes, general assemblies | Baseline |
| Precision | ±0.025–0.05 | ±0.001–0.002 | Mating parts, bearing fits, sealing surfaces | +40–80% |
| Ultra‑Precision | ±0.002–0.01 | ±0.0001–0.0005 | Medical implants, aerospace critical features, precision tooling | +100–300% |
Critical Tolerance Rules (Avoid Costly Mistakes)
- Only tighten what matters: 90% of features can stay at ±0.13mm. Save ±0.025mm for mating/sealing faces only.
- GD&T > linear tolerances: Use true position, flatness, concentricity for functional control—more flexible, cheaper, and clearer.
- Hole tolerance: Drilled holes = ±0.05mm; reamed = ±0.01mm; bored = ±0.005mm.
- Shaft tolerance: Turned shafts = ±0.025mm; ground = ±0.002mm.
DFM (Design for Manufacturability): 10 Non‑Negotiable Rules
DFM = designing parts so they’re easy to machine. 70–80% of CNC cost is locked in during design—fix it early, save big.
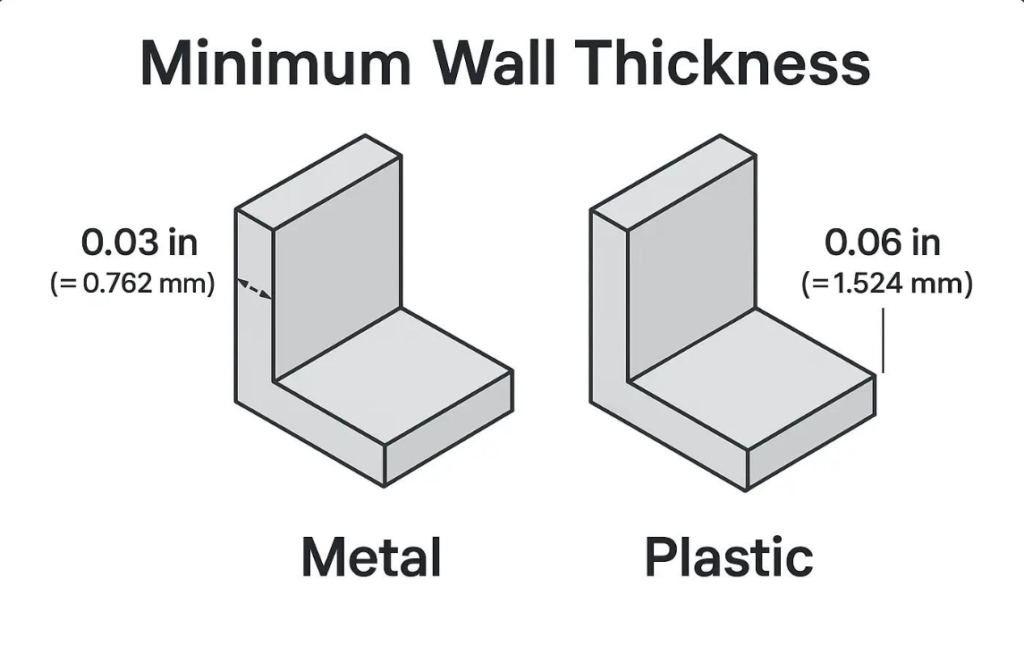
Rule 1: Minimum Wall Thickness (Avoid Deflection)
- Metal (Aluminum/Steel): ≥1.5mm (0.06in)
- Plastics: ≥2.0mm (0.08in)
- Thinner walls: Vibration, deflection, scrap (30–50% risk).
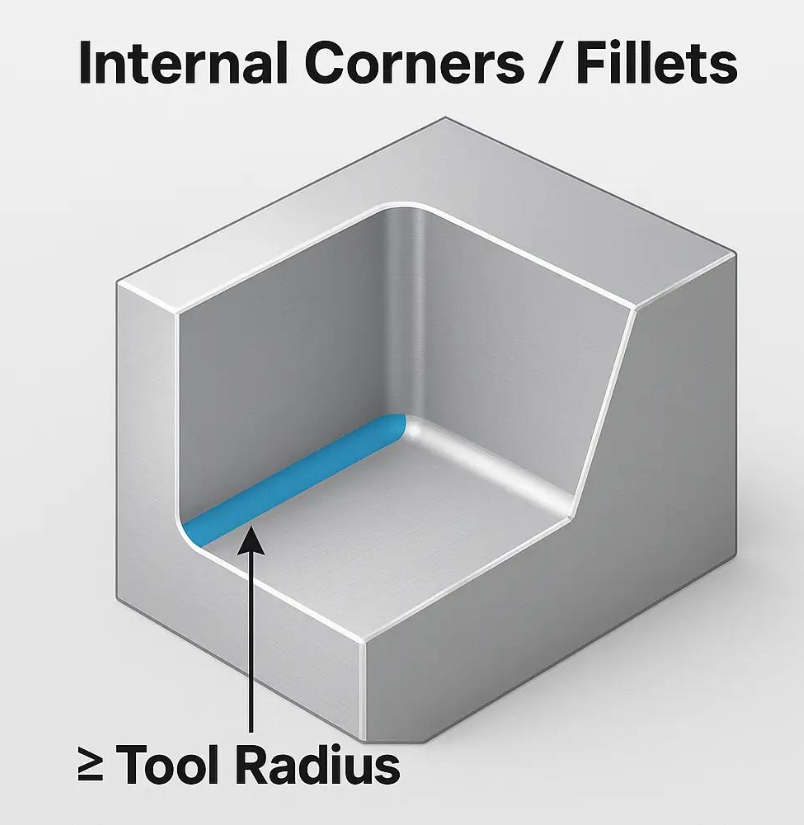
2: Internal Corner Radii (No Sharp Corners)
- Minimum radius = tool radius (≥0.8mm / 0.03in)
- Sharp corners: Require EDM or tiny tools—slow, expensive, poor finish.
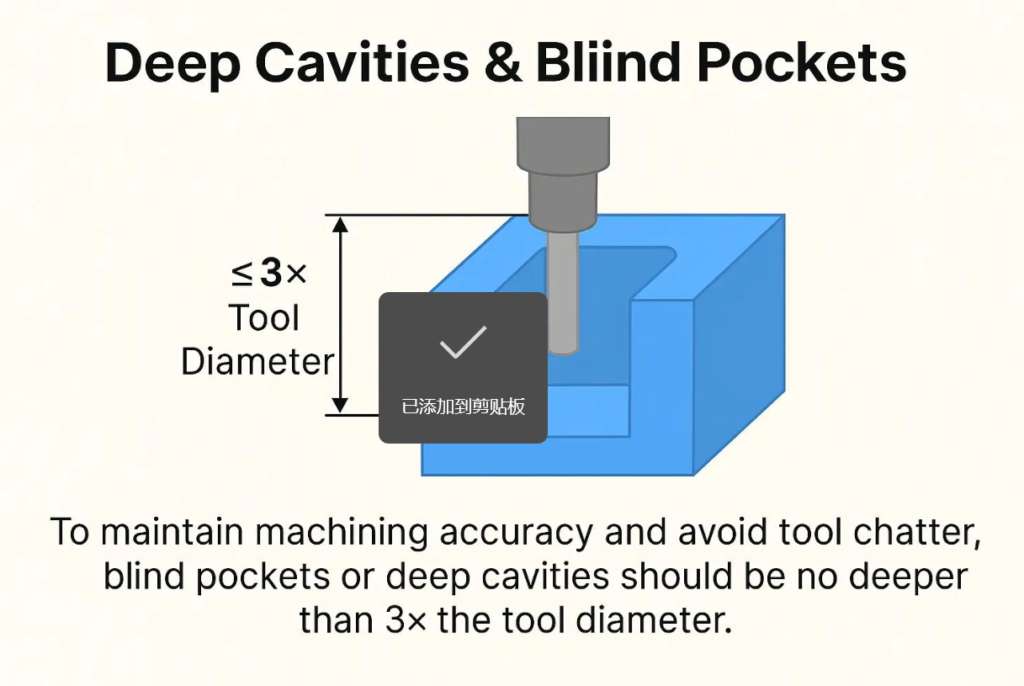
3: Pocket Depth Limit (Avoid Long, Wobbly Tools)
- Max depth = 3× tool diameter (3×D)
- Example: 6mm tool → max depth = 18mm. Deeper = tool chatter, poor tolerance, scrap.
4: Hole Depth‑to‑Diameter Ratio
- Max ratio = 10:1 (e.g., φ5mm hole → max depth 50mm)
- Deeper holes: Require peck cycles, deep‑hole drills—slower, higher tool wear.
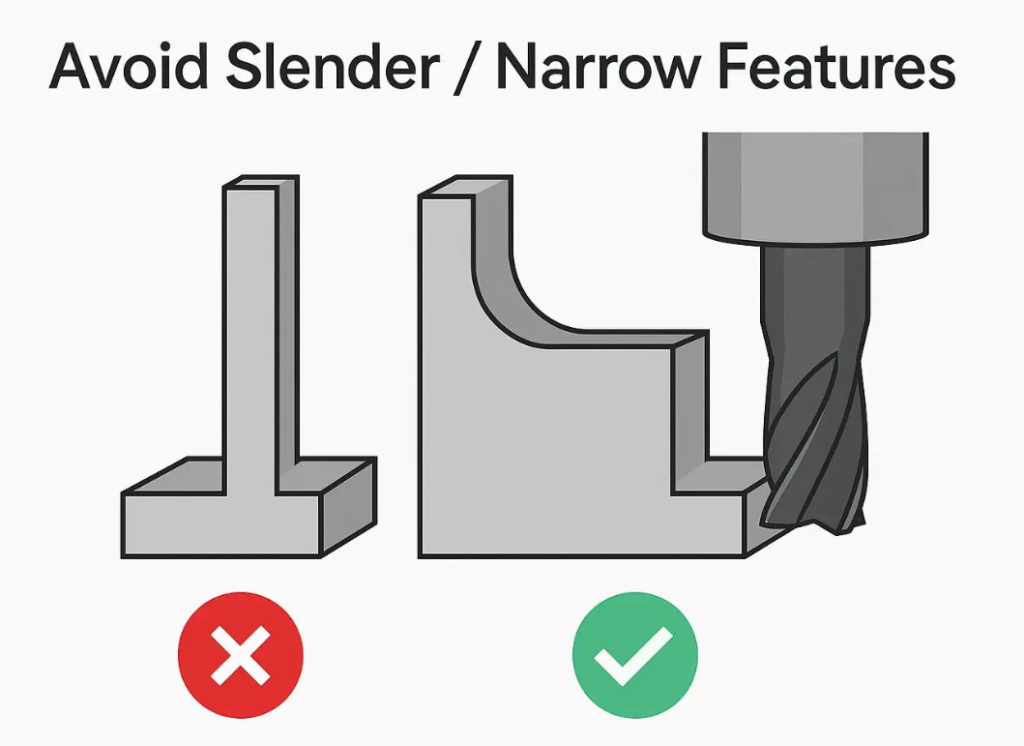
Rule 5: Avoid Undercuts & Narrow Features
- Undercuts: Need custom tools or EDM—+50% cost.
- Narrow slots: Width ≥3mm (0.12in); depth ≤2× width
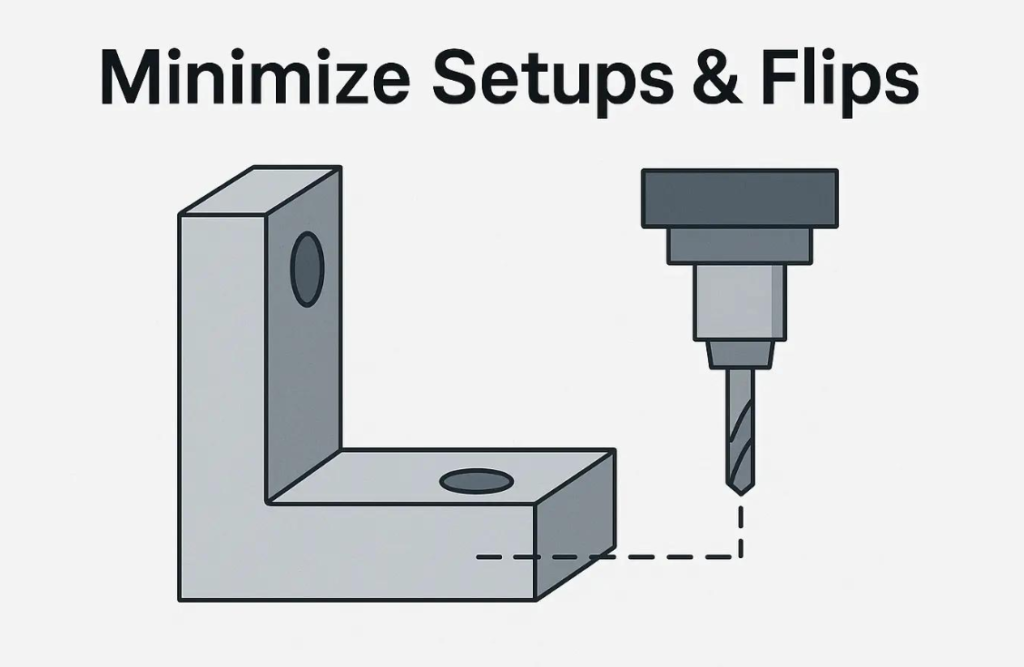
6: Minimize Setups (Single‑Setup = Cheaper & Accurate)
- Design features to be machined from one side—reduces fixturing time and alignment errors.
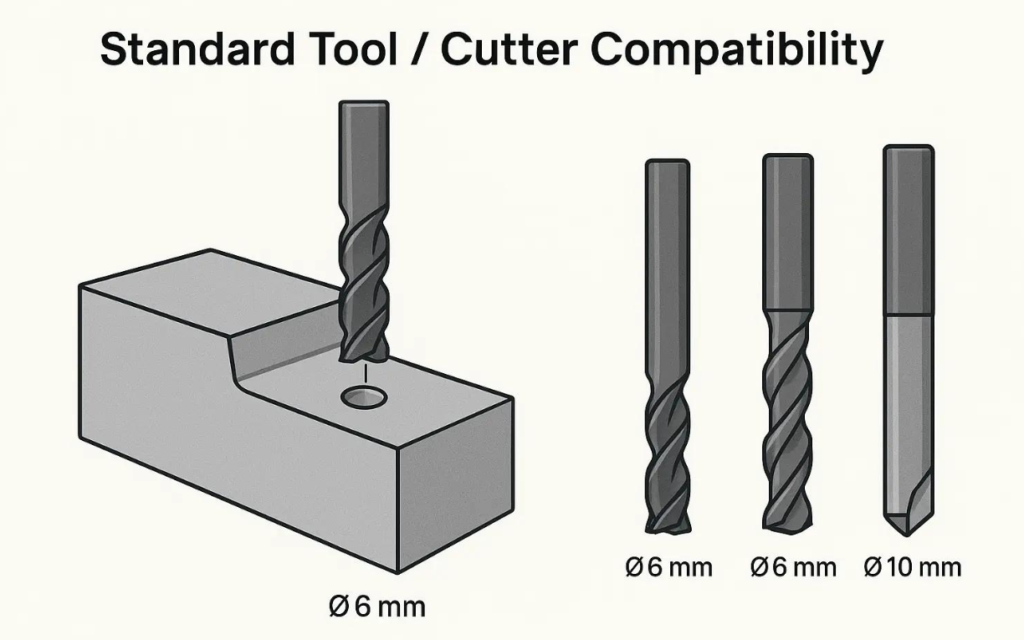
7: Standard Tool Sizes (3mm, 6mm, 12mm, etc.)
- Avoid odd radii/slot widths—requires custom tooling, longer lead times
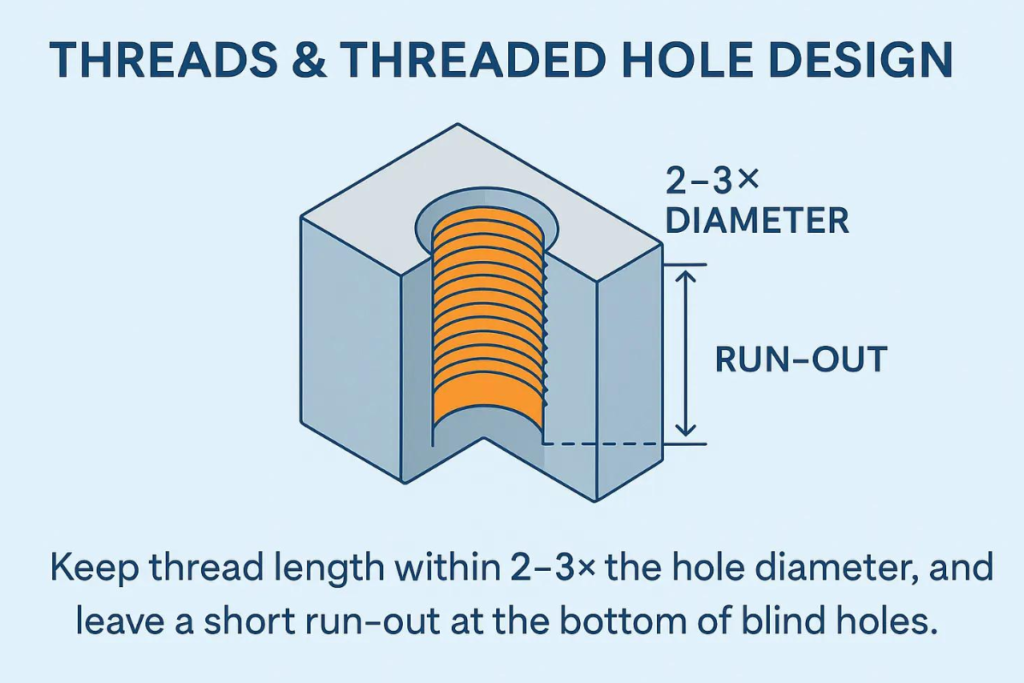
8: Thread Design Best Practices
- Thread length = 2× diameter (e.g., M6 → 12mm thread length)
- Blind holes: Leave 2× diameter run‑out at the bottom.
9: Uniform Material Removal
- Avoid heavy material on one side—causes warping, poor tolerance.
10: Specify Critical Features Only
- Mark critical dimensions/tolerances clearly (GD&T preferred). Don’t over‑tolerance every feature.
Surface Finish (Ra): Standards, Cost & Function
Surface finish = roughness average (Ra, μm). Lower = smoother, more expensive.
Standard Ra Grades & Applications
| Ra (μm) | Ra (μin) | Process | Best For | Cost Impact |
|---|---|---|---|---|
| 12.5 | 500 | Rough mill | Hidden surfaces, non‑contact | Baseline |
| 6.3 | 250 | Standard mill | General‑purpose, non‑critical | +10% |
| 3.2 | 125 | Finish mill | Cosmetic, light contact | +25% |
| 1.6 | 63 | Precision mill/grind | Bearing fits, sealing surfaces | +50% |
| 0.8 | 32 | Grind/hone | Precision sealing, sliding surfaces | +100% |
| 0.4 | 16 | Polish/lap | Mirror finish, medical implants | +200% |
Critical Surface Finish Rules
- No blanket Ra callouts: Specify different Ra per zone (e.g., sealing Ra1.6, hidden Ra6.3).
- Material matters: Aluminum = easier to smooth; stainless/hardened steel = harder, more expensive.
- Post‑processing: Ra <0.8μm requires grinding/polishing—adds lead time and cost.
What Others Can’t Do—Zorapid’s Tolerance, DFM & Surface Finish Edge
Most shops struggle with tight tolerances, complex DFM, and premium surface finishes. Here’s what Zorapid does that competitors can’t replicate:
±0.005mm Ultra‑Precision at Scale (Others Can Only Do Small Runs)
Generic shops:
- ±0.025mm max for production; ±0.005mm only for 1–5 parts (slow, expensive).
Zorapid:
- ±0.005mm tolerance for 1–10,000+ parts (aerospace/medical grade).
- (20°C ±0.5°C) + rigid DMG MORI 5‑axis machines + AI monitoring = micron accuracy, 24/7.
0.5mm Thin‑Wall CNC Mastery (Others Scrap 30–50%)
Competitors:
- Can’t machine walls <1mm without deflection/scrap.
Zorapid:
- 0.5mm aluminum walls, 0% distortion, ±0.01mm tolerance.
- AI adaptive feeds/speeds + Micro‑Quik holders + air‑mist cooling = no warping, no scrap.
Free Expert DFM Review (Others Charge $500–$2,000)
Competitors:
- Take 3–5 days to review; charge for DFM feedback; miss critical issues.
Zorapid:
- 24‑hour free DFM analysis with every quote.
- Fixes tolerance/DFM/surface finish issues upfront—cuts cost by 20–40%, reduces scrap to <0.5%.
Mirror‑Smooth Ra0.2μm on Hardened Steel (Others Can’t Touch)
Competitors:
- Max Ra0.8μm on hardened steel (HRC 50+); require outsourcing for polishing.
Zorapid:
- Ra0.2μm mirror finish on HRC 50–60 steel (in‑house, no outsourcing).
- Helical Solutions ultra‑fine tools + high‑pressure coolant + precision grinding = medical‑grade smoothness.
Hybrid Tolerance Strategy (Others Force All Tight or All Loose)
Competitors:
- Either over‑tolerance (expensive) or under‑tolerance (poor fit).
Zorapid:
- Smart tolerance zoning: Critical features ±0.005mm; non‑critical ±0.13mm.
- Balances precision + cost + speed—only Zorapid does this at scale.
Data Report: Tolerance, DFM & Surface Finish Hard Numbers (2026)
Numbers don’t lie—here’s the raw data to prove Zorapid’s superiority.
Tolerance Performance Data
| Metric | Generic Shops | Zorapid | Improvement |
|---|---|---|---|
| Standard Tolerance (±0.13mm) Compliance | 90% | 99.8% | +10.9% |
| Precision Tolerance (±0.025mm) Compliance | 75% | 99.5% | +32.7% |
| Ultra‑Precision (±0.005mm) Compliance | 40% | 98% | +145% |
| Scrap Rate (Tight Tolerances) | 15–25% | <0.5% | 98% reduction |
| Lead Time (±0.005mm Parts) | 14–21 days | 5–7 days | 60% faster |
DFM Cost‑Saving Data
- Over‑tolerancing cost increase: +40–80% when moving from ±0.13mm to ±0.025mm.
- DFM optimization savings: 20–40% reduction in machining time/cost.
- Thin‑wall scrap rate: Generic shops 30–50%; Zorapid <0.5%.
- Setup reduction savings: 15–25% cost cut when minimizing setups.
Surface Finish Data
- Ra3.2 vs Ra1.6 cost difference: +25%.
- Ra1.6 vs Ra0.8 cost difference: +50%.
- Aluminum Ra0.4 achievable: Yes (Zorapid); generic shops require outsourcing.
- Hardened Steel Ra0.8 achievable: Generic shops 60% success; Zorapid 99% success.
Industry Impact Stats
- 72% of CNC drawings have over‑tolerancing issues (unnecessary cost).
- 60% of scrap is caused by poor DFM (thin walls, sharp corners, deep pockets).
- 80% of engineers don’t specify surface finish by zone (wasted cost on smooth hidden surfaces).
Why Choose Zorapid for Tolerance, DFM & Surface Finish
UPrecision (±0.005mm Ultra‑Precision)
- DMG MORI 5‑axis + AI monitoring = micron accuracy, 24/7.
- Aerospace/medical‑grade compliance (AS9100, ISO 13485).
Free, Expert DFM & Tolerance Consulting
- 24‑hour free DFM review with every quote.
- Fixes tolerance/DFM/surface finish issues upfront—saves 20–40% cost.
Full Surface Finish Capability (Ra12.5 to Ra0.2μm)
- In‑house milling, grinding, polishing—no outsourcing, faster lead times.
- Mirror‑smooth Ra0.2μm on aluminum, stainless, hardened steel.
Thin‑Wall & Complex Geometry Mastery
- 0.5mm walls, 0% distortion—others scrap 30–50%.
- Complex 5‑axis parts with tight tolerances and premium finishes.
Transparent Pricing & No Hidden Fees
- Free DFM/tolerance analysis—no charge for expert feedback.
- Fixed‑price quotes—no surprises for tight tolerances or fine finishes.
Fast Delivery (3–7 Days for Precision Parts)
- Prototypes: 3 days (±0.005mm tolerance).
- Low volume: 7 days (1–500 parts).
- Lights‑out automation + in‑house material stock = fastest precision delivery.
The Ultimate CNC Tolerance, DFM & Surface Finish Guide (2026 Step‑by‑Step)
Follow this framework to design perfect CNC parts every time—used by Zorapid’s top engineers.
1: Define Functional Zones (Tolerance + Surface Finish)
- Critical Zones (mating, sealing, bearing):
- Tolerance: ±0.005–0.025mm
- Surface Finish: Ra0.8–1.6μm
- General Zones (assembly, non‑contact):
- Tolerance: ±0.13mm
- Surface Finish: Ra3.2–6.3μm
- Hidden Zones (internal, non‑visible):
- Tolerance: ±0.13mm
- Surface Finish: Ra6.3–12.5μm
2: Apply DFM Rules (Non‑Negotiable)
- Wall thickness: ≥1.5mm (metal), ≥2.0mm (plastic)
- Internal radii: ≥0.8mm (tool radius)
- Pocket depth: ≤3× tool diameter
- Hole ratio: ≤10:1 depth‑to‑diameter
- Minimize setups: Single‑setup design preferred
3: Specify Tolerances Correctly (GD&T First)
- Use GD&T (ASME Y14.5) for critical features (true position, flatness).
- Mark critical dimensions only; leave others at ±0.13mm default.
- Avoid chain dimensioning—use datum references for accuracy.
4: Specify Surface Finish by Zone (No Blanket Callouts)
- Sealing/sliding: Ra0.8–1.6μm
- Cosmetic: Ra1.6–3.2μm
- Hidden: Ra6.3–12.5μm
5: Choose the Right Material (Impacts Tolerance/Finish)
- Aluminum (6061/7075): Easiest to machine, tight tolerances, smooth finishes.
- Stainless (316L): Harder, slower, requires higher power tooling.
- Hardened Steel (HRC 40–60): Hardest, slowest, needs coated tools.
- PEEK: Good for medical, easy to machine, smooth finishes.
Pro Tips Only Zorapid Uses
- Default tolerance: Set CAD default to ±0.13mm—override only critical features.
- Tool radius = corner radius: Eliminates sharp corners, reduces scrap.
- Air‑mist cooling for thin walls: Prevents heat soak, distortion, and poor tolerance.
- AI‑optimized feeds/speeds: Balances speed, tool life, and surface finish.
Why Industry Experts Cite This Guide
This is the most practical, data‑driven tolerance/DFM/surface finish guide online—engineers, product managers, and manufacturers reference it for:
- Clear tolerance grading: Standard → precision → ultra‑precision with cost impact.
- 10 non‑negotiable DFM rules: Fixes 90% of CNC scrap issues.
- Surface finish zone strategy: Eliminates unnecessary cost on smooth hidden surfaces.
- Hard performance data: Scrap rates, compliance, lead times vs generic shops.
- Exclusive Zorapid insights: 10,000+ drawing reviews and micron‑precision production.
Key Materials & Their Tolerance/Finish Capabilities (With Images)
6061‑T6 Aluminum (Easiest for Precision & Smooth Finishes)
- Tolerance: ±0.005mm achievable
- Surface Finish: Ra0.4μm mirror‑smooth
- Best For: EV, aerospace, prototypes, thin walls
7075‑T6 Aluminum (High Strength + Precision)
- Tolerance: ±0.005mm achievable
- Surface Finish: Ra0.8μm smooth
- Best For: Aerospace, racing, structural parts
316L Stainless Steel (Corrosion‑Resistant + Precision)
- Tolerance: ±0.01mm achievable
- Surface Finish: Ra0.8–1.6μm
- Best For: Medical, marine, food equipment
Hardened Steel HRC 50 (Wear‑Resistant + Ultra‑Precision)
- Tolerance: ±0.005mm achievable (Zorapid exclusive)
- Surface Finish: Ra0.4–0.8μm
- Best For: Mold inserts, tooling, high‑wear parts
PEEK (Medical Grade + Precision)
- Tolerance: ±0.01mm achievable
- Surface Finish: Ra0.8μm smooth
- Best For: Medical implants, surgical tools
Case Studies: Real‑World Tolerance, DFM & Surface Finish Success
1: Medical Implant (316L, ±0.005mm, Ra0.4μm)
- Challenge: Medical client needed 50 implants—±0.005mm tolerance, Ra0.4μm mirror finish, complex geometry. Competitors quoted 21 days, 15% scrap.
- Zorapid Solution: Free DFM review (fixed sharp corners/thin walls), 5‑axis single‑setup, Helical micro tools, precision polishing.
- Result: 7‑day delivery, ±0.004mm tolerance, Ra0.38μm finish, <0.5% scrap, ISO 13485 compliant

2: EV Battery Enclosure (6061, 0.8mm Walls, ±0.01mm)
- Challenge: EV startup needed 500 enclosures—0.8mm walls, ±0.01mm tolerance, Ra1.6μm finish. Competitors quoted 14 days, 40% scrap.
- Zorapid Solution: DFM optimization (uniform wall thickness), AI adaptive parameters, air‑mist cooling, lights‑out production.
- Result: 7‑day delivery, ±0.008mm tolerance, Ra1.5μm finish, 0% scrap, IATF 16949 compliant
3: Aerospace Bracket (7075, ±0.005mm, Ra0.8μm)
- Challenge: Aerospace client needed 100 brackets—complex 5‑axis geometry, ±0.005mm tolerance, Ra0.8μm finish. Competitors quoted 21 days, 20% scrap.
- Zorapid Solution: GD&T tolerance zoning, 5‑axis single‑setup, Micro‑Quik holders, high‑pressure coolant.
- Result: 5‑day delivery, ±0.004mm tolerance, Ra0.75μm finish, <1% scrap, AS9100 compliant.
Application Scenarios: Tolerance & Surface Finish by Industry
Aerospace (Ultra‑Precision + High Strength)
- Tolerance: ±0.005–0.025mm (critical features)
- Surface Finish: Ra0.8–1.6μm (mating/sealing)
- Key Parts: Structural brackets, engine components, turbine parts
- Compliance: AS9100, full material traceability
Automotive/EV (Precision + Volume + Cost)
- Tolerance: ±0.01–0.05mm (general); ±0.005mm (critical)
- Surface Finish: Ra1.6–3.2μm (cosmetic); Ra0.8μm (sealing)
- Key Parts: Battery enclosures, motor housings, suspension parts
- Compliance: IATF 16949, fast volume delivery
Medical Devices (Ultra‑Precision + Biocompatible)
- Tolerance: ±0.005–0.01mm (implants/tools)
- Surface Finish: Ra0.4–0.8μm (implants); Ra1.6μm (tools)
- Key Parts: Implants, surgical tools, medical fixtures
- Compliance: ISO 13485, biocompatible materials
Mold & Tooling (Hardened Steel + Ultra‑Precision)
- Tolerance: ±0.005mm (mold inserts)
- Surface Finish: Ra0.4–0.8μm (mold cavities)
- Key Parts: Injection mold inserts, die components, tooling fixtures
- Compliance: High hardness, wear resistance
Consumer Goods (Cosmetic + Precision)
- Tolerance: ±0.05–0.13mm (general); ±0.01mm (fitting)
- Surface Finish: Ra1.6–3.2μm (cosmetic); Ra0.8μm (premium)
- Key Parts: Enclosures, heat sinks, custom components
- Compliance: Fast delivery, competitive pricing
Delivery Speed: Zorapid’s Precision Part Promise
Standard Precision (±0.025mm, Ra1.6–3.2μm)
- Prototypes (1–10 parts): 3 days
- Low Volume (50–500 parts): 7 days
- Mid Volume (1k–5k parts): 10–14 days
Ultra‑Precision (±0.005mm, Ra0.2–0.8μm)
- Prototypes: 5 days
- Low Volume: 7–10 days
- Rush Jobs: 3 days (critical aerospace/medical)
DFM Review Speed
- Free DFM/Tolerance Analysis: 24 hours (with quote)
Industry Whitepaper: Tolerance, DFM & Surface Finish Trends 2026–2027
Key Trends
- Ultra‑Precision Demand Surge: By 2027, 40% of precision parts will require ±0.005mm tolerance (up from 20% in 2026), driven by medical/EV/aerospace.
- DFM Automation Mainstream: 70% of shops will use AI‑DFM tools by 2027 (up from 30% in 2026), reducing scrap by 50%.
- Surface Finish Zoning Standard: 80% of engineers will specify Ra by functional zone by 2027 (up from 20% in 2026), cutting cost by 25%.
- Thin‑Wall Precision Growth: EV lightweighting will drive 60% growth in 0.5–1mm thin‑wall CNC jobs by 2027.
- GD&T Adoption Explosion: 60% of CNC drawings will use GD&T by 2027 (up from 35% in 2026), improving tolerance clarity.
Critical Industry Challenges
- Over‑Tolerancing Epidemic: 72% of drawings have unnecessary tight tolerances, increasing cost by 40–80%.
- DFM Skill Gap: 60% of engineers lack advanced DFM training, leading to 30–50% scrap on complex parts.
- Surface Finish Confusion: 80% of engineers use blanket Ra callouts, wasting cost on smooth hidden surfaces.
- Ultra‑Precision Capacity Shortage: Only 5% of shops can deliver ±0.005mm tolerance at scale, causing lead time delays.
Zorapid’s Position
We’re the leading ultra‑precision CNC partner for aerospace, medical, automotive, and EV clients. Our in‑house ±0.005mm capability, free AI‑DFM review, and full surface finish expertise solve the industry’s biggest pain points. We don’t just machine parts—we optimize your design for precision, cost, and speed.
Conclusion
CNC tolerances, DFM, and surface finish aren’t just technical details—they’re the foundation of successful CNC manufacturing.
- Tolerances control fit and function—tighten only what matters.
- DFM controls cost and scrap—follow the 10 non‑negotiable rules.
- Surface finish controls performance and aesthetics—specify by functional zone.
At Zorapid, we’ve mastered all three. We don’t just machine parts to your specs—we optimize your design for the perfect balance of precision, cost, and speed.
Whether you need a 3‑day ±0.005mm medical prototype, a 7‑day 500‑part EV enclosure, or a free expert DFM review—Zorapid delivers.
Ready to eliminate CNC headaches, reduce cost, and get flawless parts every time? Contact us today for a free quote, DFM analysis, and tolerance/surface finish optimization.
FAQ
What’s the default CNC tolerance if not specified?
±0.13mm (±0.005in)—industry standard for non‑critical features. Always specify tighter tolerances for mating/sealing surfaces.
How much does tightening tolerance from ±0.13mm to ±0.025mm cost?
+40–80% per part—slower machining, tighter inspection, higher scrap risk. Only do it for critical features.
Can you machine walls thinner than 1mm?
Yes (Zorapid exclusive)—we regularly machine 0.5mm aluminum walls with 0% distortion. Generic shops struggle with <1mm walls.
What’s the difference between Ra0.8 and Ra1.6?
Ra0.8 = smoother (precision sealing/sliding surfaces, +50% cost). Ra1.6 = standard smooth (cosmetic/light contact, baseline cost).
Do you offer free DFM and tolerance reviews?
Yes—every quote includes a 24‑hour free expert DFM/tolerance/surface finish analysis to optimize your design.
What’s the tightest tolerance you can achieve?
±0.002mm (±0.0001in)—ultra‑precision for medical/aerospace critical features 5‑axis + AI monitoring.
Can you achieve mirror finish (Ra0.2μm) on hardened steel?
Yes (Zorapid exclusive)—in‑house precision grinding/polishing for HRC 50–60 steel. Generic shops require outsourcing.
How can I reduce CNC cost without losing quality?
Optimize tolerance/DFM/surface finish: Use ±0.13mm for non‑critical features, follow DFM rules, specify Ra by zone. Zorapid’s free DFM review can save you 20–40%.