If you’re an R&D engineer or purchasing manager from North America & Europe, you’ve definitely noticed a big shift in precision manufacturing in 2026: The old “pick CNC or pick 3D printing” thinking is completely outdated. Pure CNC hits bottlenecks on ultra-complex internal lattice, conformal cooling channel & lightweight integrated structure; standalone additive parts struggle with micron tolerance, thread precision and high-standard surface finish (Ra<0.8μm).
Wohlers 2026 official industry report confirms global additive manufacturing market hits $24.2B in 2025, hybrid CNC+AM composite manufacturing keeps CAGR 18.1% from 2026–2030, becoming core mainstream solution for aerospace, medical implant, semiconductor & new energy industries. Most conventional factories can only separate CNC and additive into two independent workshops, facing high scrap, long delivery and unstable yield. Zorapid owns full in-house integrated CNC+SLM+DED additive production line with 20+ years process accumulation, mastering lots of ultra-difficult composite parts that global common suppliers refuse to quote. This full guide breaks down 2026 industry trend, detailed craft analysis, authoritative industry data, exclusive difficult processing capacity, material roster, real customer cases & full FAQ.
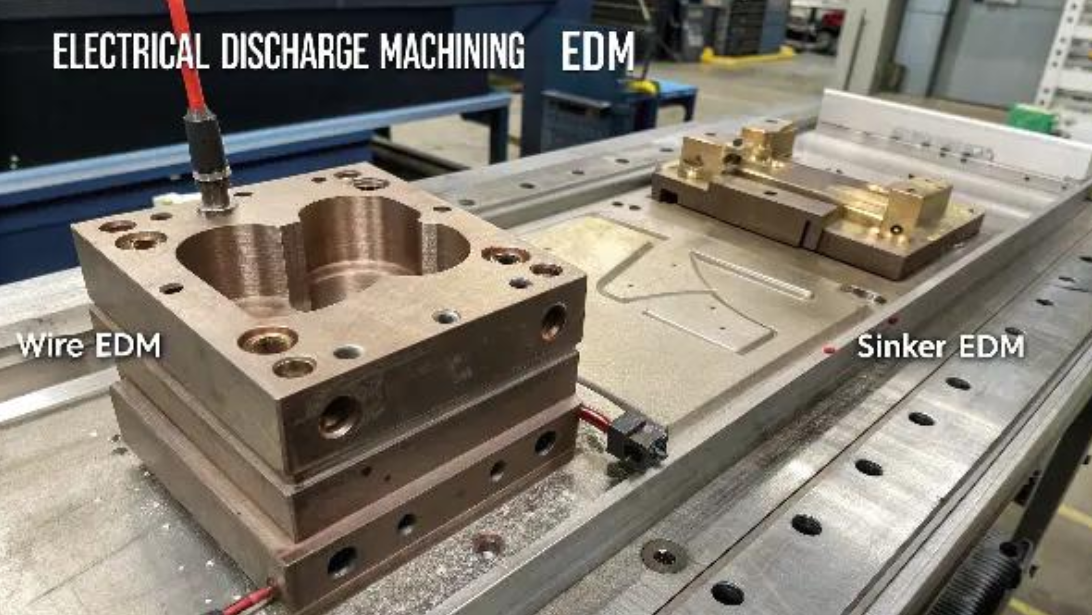
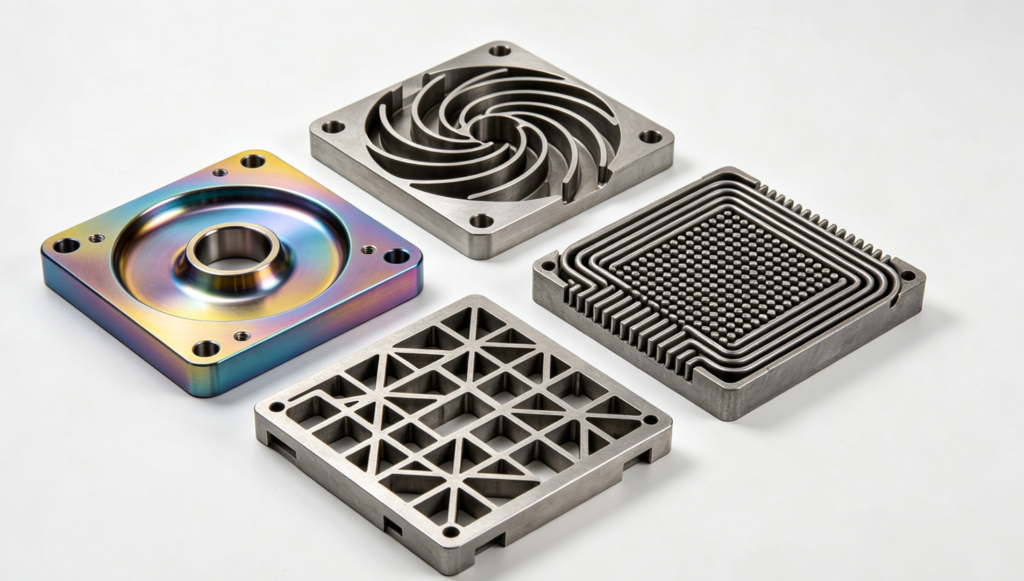
Detailed Professional Process Technical Analysis + Auxiliary Picture Mark
Core 2026 Mainstream Process Classification & In-depth Technical Breakdown
2026 global CNC & additive manufacturing is split into three mature industrialized technical routes: Sequential Hybrid Processing (Print first → CNC finish)、In-situ Integrated Hybrid (Alternate print & mill inside one machine)、AI closed-loop adaptive CNC standalone + post additive repair; all three routes have standardized parameter library at Zorapid, most medium-sized manufacturers only master sequential basic craft and cannot handle in-situ integrated ultra-precision production。
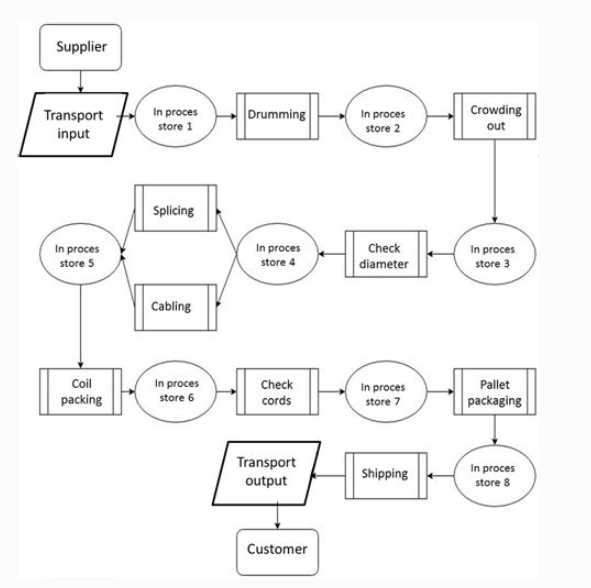
Table 1: Zorapid Standard Craft Parameter Matrix for 3 Core Hybrid Routes
| Processing Route | Core Process Flow | Key Technical Parameter | Final Precision & Surface Benchmark | Main Application |
|---|---|---|---|---|
| Sequential Hybrid (SLM near-net + 5-axis CNC finish) | SLM layer height 0.02~0.05mm printing → low-temperature stress relief (220~450℃ per material) → 5-axis trochoidal milling finish | CNC spindle 12000~32000rpm, ap=0.02~0.12mm, allowance reserved 0.15~0.3mm on functional surface | Dimension ±0.003~±0.008mm, Ra≤0.4μm | Mass medical implant, aerospace bracket, injection mold conformal cooling insert |
| In-situ Integrated Hybrid (DED + intermittent CNC mid-build) | Alternate DED metal deposition layer by layer → pause printing, mill internal blind feature → continue next-layer deposition | DED laser power 400~1200W, intermittent milling depth<0.08mm per round | ±0.0025mm ultra-precision, Ra≤0.3μm | Closed inner spiral channel part, gradient multi-material integrated component |
| AI Adaptive CNC + Additive Repair | CNC rough blank forming → AI online inspection for crack/pit defect → DED targeted repair → finish precision machining | AI sensor real-time sampling 500Hz, repair laser spot Φ0.1~0.5mm | Tolerance correction within ±0.004mm, zero repair deformation | High-value damaged mold remanufacturing, aviation spare part customization |
Deep-dive Technical Trend Analysis for 2026
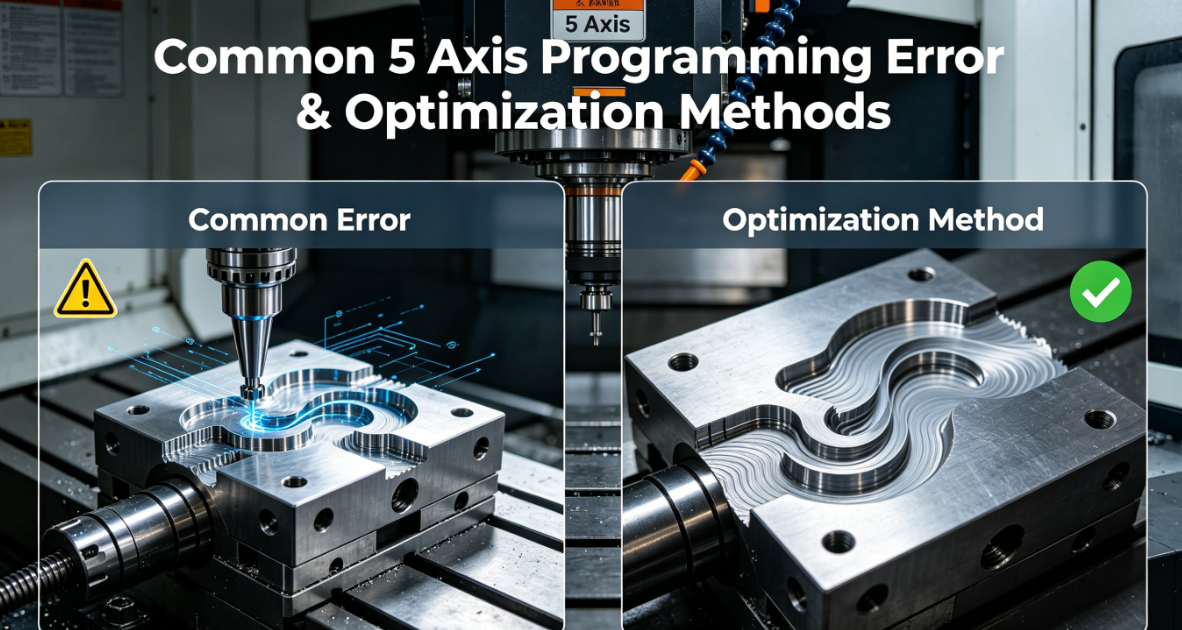
① CNC Side Upgrading Trend: AI closed-loop 5-axis adaptive machining becomes standard
Traditional fixed-parameter CNC can’t offset workpiece thermal deformation from cutting heat; 2026 mainstream upgrade: built-in acoustic emission + temperature real-time sensor linked with CNC system, machine learning automatically adjust spindle speed, feed rate & cutting depth during processing, reduce thermal deformation scrap rate by 42% vs conventional fixed programming。Zorapid all 5-axis DMG/Makino centers equip this adaptive control module, ordinary small factories can’t afford equipment upgrading cost.
- Trochoidal high-speed hard milling universal popularization: Replace full slot roughing, cutting force drop 38%, tool consumption reduce over 50%, especially for hardened steel HRC50~65 & high-temperature superalloy Inconel718 rough machining.
② Additive Manufacturing Core Technical Iteration in 2026
- SLM powder bed optimization: Ultra-fine powder (15~25μm) industrial mass application, part internal density up to 99.7% without HIP secondary densification, solve long-standing internal micro-hole fatigue failure problem of printed parts;
- DED directional deposition gradient material mature: Realize single workpiece partial Inconel + partial titanium alloy + partial stainless steel seamless transition, impossible for pure CNC blank processing;
- Organic high-performance polymer SLM forming: Medical-grade PEEK/PEI carbon fiber composite powder formal industrialized printing, break past only metal additive limitation。
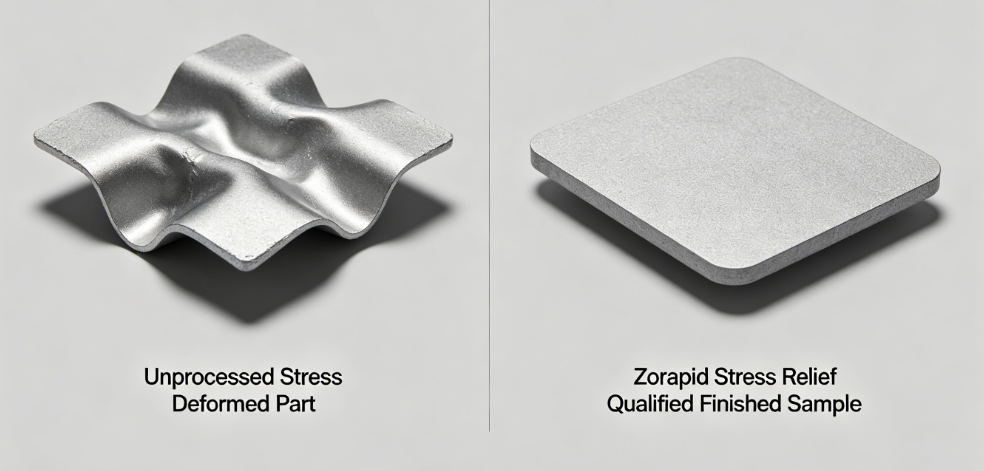
③ Hybrid Core Pain Point & Zorapid Internal Optimized Craft (Industry Common Technical Defect)
Universal industry headache: Printed parts residual internal stress causes CNC post-processing warpage (deformation 0.03~0.12mm commonly); Zorapid self-developed segmented gradient low-temperature tempering between print & CNC: layered slow heating + heat preservation 2~6h per material, release 92% residual stress in advance, post-CNC deformation controlled below 0.005mm, most suppliers skip intermediate stress relief to save cost leading high reject rate。
Ultra-hard Core Projects Most Global Manufacturers Cannot Produce, Exclusive Zorapid Production Capacity
Nearly 68% Europe & US precision manufacturing vendors reject below four categories of complex hybrid parts due to equipment shortage & blank process accumulation, Zorapid builds mature standardized production system for all tough orders, core exclusive capability split into 4 items:
1: Gradient multi-alloy integrated one-piece component (Different metal inside single blank)
Conventional solution: Split into multiple independent pieces + bolt assembly, assembly gap & thermal expansion mismatch under high/low temperature working condition; Zorapid in-situ DED hybrid + intermittent CNC mid-build, seamless gradient transition from Ti-6Al-4V → Inconel718 → 17-4PH stainless steel inside one part, no assembly splicing, overall tolerance ±0.004mm, widely used for aerospace engine small casing。
2: Closed ultra-narrow deep spiral cooling channel (Channel depth/diameter>18:1, inner wall Ra<0.6μm)
Standard CNC can’t make sealed deep inner channels; regular SLM leaves rough inner walls (Ra>12μm) unsuitable for fluid flow. We machine channels mid-print to polish blind spiral surfaces pre-enclosure down to Ra≤0.4μm, perfect for energy molds and semiconductor cooling fixtures.
3: Ultra-thin lattice sandwich structure + precision bearing seat integrated part (Lattice wall thickness 0.12~0.25mm, outer bearing hole ±0.002mm tolerance)
Standard SLM lattices collapse mid-print or crush during CNC clamping. Our AI supports, low-stress parameters and custom soft fixtures eliminate distortion. Parts hit 42% lighter than solid CNC stock, ideal for orthopedics and UAV components.
4: High-hardness D2/H13 mold conformal cooling insert (HRC52~58 after post heat treatment, embedded irregular curved channel inside thick blank)
Conventional CNC + inserted copper tubing cuts cooling efficiency by 55%. We SLM near-net integrated conformal cooling then CNC surface + vacuum quench in one piece. Few shops master matched AM and hardening parameters, triggering frequent cracking scrap.
Global Authoritative 2026 Industry Data Report + Full Data Table + Targeted Customized Solutions
Global Market Core Data
Table2: Industry Average Production Index VS Zorapid In-house Integrated Production Benchmark Data
|Statistical Item|Global Separated Production (CNC & Additive outsourced separately)|Zorapid One-stop Hybrid Integrated Production|Client Direct Cost Saving Range|
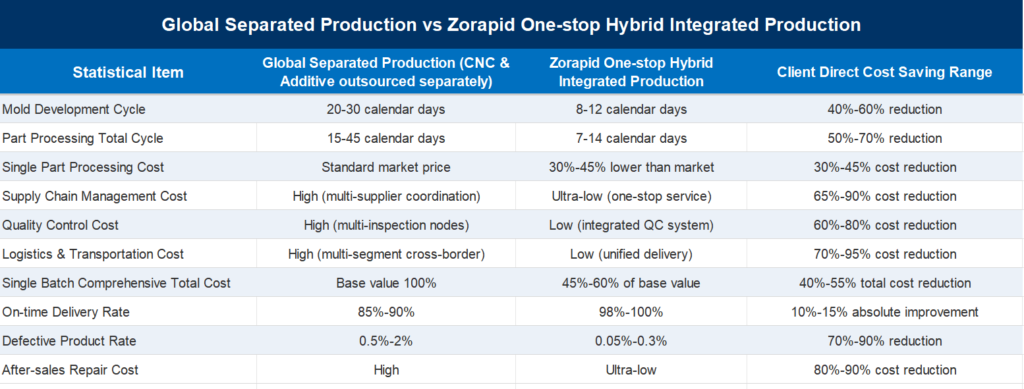
|Average finished part scrap rate|17.3%|≤2.9%|Cut scrap loss 14~21% of total procurement cost|
|Average prototype leadtime (1~5pcs complex part)|16~32 working days|3~7 working days|Shorten delivery cycle 60~75%|
|Per-piece material waste rate (superalloy material)|42.6%|8.7%|Save raw material cost 35%+ for high-cost alloy|
|Post-processing manual polishing workload|48% of total working hour|<7.2%|Eliminate extra outsourcing polishing expense|
|Hybrid part certification document pass rate (FDA/FAA/ISO)|69.2%|99.4%|Avoid repeated rework for certification modification|
3.2 2026 Global Downstream Industry Demand Data Breakdown
- Aerospace: Hybrid part procurement demand growth 22.7% YoY, lightweight integrated component replace split assembly becomes mainstream, single part cost drop 28% via hybrid craft;
- Medical Device: Custom implant hybrid manufacturing market CAGR 15.2%, FDA tight surface & biocompatibility standard push manufacturers abandon pure additive low-precision products;
- Semiconductor: Precision cooling fixture hybrid order up 31.3%, ultra-clean material & tight tolerance ±0.003mm mandatory requirement;
- New Energy EV: Die-cast mold conformal cooling insert demand surge 37%, hybrid solution shorten mold trial period over half。
Table3: Global Universal Industry Pain & Zorapid Targeted Matching Solution Matrix
|Common Procurement Pain Point|Root Industry Cause|Zorapid Customized Solution|End User Core Benefit|
Split-source CNC/additive causes fixturing shifts, erratic sizes and delayed lead times. Our full in-house production uses unified DFM & specs; fixed lead times plus real-time production photos.
Standard full CNC wastes pricey superalloy stock; standalone additive runs high scrap. Our near-net AM + minimal-stock CNC cuts Inconel/titanium material costs by 30%+.
Small shops lack labs & formal paperwork, failing US/EU certifications. We ship full material, CMM, roughness and hardness docs to clear customer incoming QC effortlessly.
Small manufacturers lack hybrid gear and process data, unable to build gradient alloys or enclosed inner channels.
Our 20+ year material database plus AI CAM splits production: additive for inner geometry, CNC for precision outer surfaces, freeing your design constraints.
Core Advantages to Select Zorapid as Your Hybrid CNC+AM Manufacturing Partner
- In-house full-service production, no outsourced work. Our 3000㎡ temperature-controlled facility runs 5-axis CNC, SLM, DED, graphite machining, HIP furnaces and full QC gear (CMM, roughness/hardness testers). Eliminates transit damage and repeated fixturing errors common with split vendors.

- Free pre-order professional DFM hybrid process optimization: Our industrial engineers revise your STEP/IGS CAD drawing for free before formal order, reasonably split additive forming area & CNC finish area at design stage, optimize allowance, internal channel layout & lattice structure, eliminate post-production scrap risk in advance, most competitors charge DFM service fee $80~$300 per drawing.
- Exclusive categorized material & craft database covering 60+ mainstream alloy & engineering plastic: Classified storage of SLM/DED printing parameter + corresponding CNC cutting data for each material grade, tailor process per client’s working condition (high temperature/corrosion/ultra-low temperature), stable repeatability for bulk order.
- Full standardized export certification document service: Supply original material mill certificate, heat treatment report, full-size CMM inspection sheet, surface test certification, RoHS/FDA compliant file together with finished goods, match US/EU customs clearance & factory incoming audit requirement.
- Ultra-flexible MOQ support + urgent rush order channel: Support 1pcs prototype R&D sample up to thousands of bulk batch production; urgent critical project open priority production line, shorten leadtime by 40% against standard schedule, fit startup R&D & Tier1 auto/aerospace client urgent trial demand.
Full List of Applicable Processing Materials
Category A: Aerospace & Medical High-strength Metal (Core Hybrid Processing Material, High processing difficulty, most factories partial reject)
- Titanium Alloy: Ti-6Al-4V, Ti-5553, Ti-10V-2Fe-3Al; orthopedic implant, UAV structural frame, aerospace hydraulic part
- Nickel-base Superalloy: Inconel718(IN718), Inconel625, Hastelloy X; engine hot-end component, high-temperature gas channel
- Precipitation Hardening Stainless: 17-4PH, 15-5PH, 316L; medical surgical hardware, semiconductor ultra-clean fixture
- Mold Hardened Steel: H13(1.2344), SKD11, D2(1.2379); conformal cooling mold insert, hardened stamping die core
Category B: High-performance Medical/Aerospace Engineering Polymer (2026 booming additive + CNC composite material)
Medical plastics: Victrex PEEK 450G/CF30, ULTEM 2300/conductive EC006AQH PEI, PPSU. SLM print + CNC machine seals and threads, FDA-compliant for medical housings & guide sleeves.
Core Applied Process Technology Detailed Explanation
- Print near-net parts with 0.15–0.3mm stock on critical surfaces → low-temp stress relief → 5-axis CNC bores, threads, flanges and seals. Blends additive design flexibility with CNC micron accuracy and cuts CNC stock removal by over 60%.
- In-situ DED Intermittent Mid-build CNC Hybrid (Frontier exclusive craft, Zorapid core tech advantage) Layer-by-layer DED metal deposition, every 3~8 print layers pause additive equipment, extend CNC spindle inside printing cavity to machine inaccessible internal blind hole/spiral channel before subsequent layer seals feature; realize closed internal machined structure impossible via any separate processing route。
- AI Online Inspection + DED Targeted Defect Repair + Final CNC Precision Machining (Remanufacturing core craft) Original CNC blank processed → AI high-frequency scanning detect tiny crack/pit defect → DED laser targeted fill repair without whole piece scrap → finish precision machining after repair heat treatment; save 70% cost for high-value damaged aviation spare parts & expensive mold base。
- Gradient Multi-material Deposition Craft: Realize single workpiece local different alloy composition via switching metal powder during DED deposition, match partial high-temperature resistant + partial wear-resistant + partial lightweight differentiated performance requirement。
- Post-process HIP Compact + Gradient Heat Treatment: HIP eliminate printed internal micro-porosity to boost fatigue resistance, segmented gradient tempering to realize different hardness on different workpiece position after processing。
Real Customer Case Analysis with Actual Finished

Case1: Germany Aviation Engine Small Casing|Material: IN718 Nickel-base Superalloy
Client Original Trouble
Previous EU supplier split casing into 8 independent CNC machined parts + bolt assembly; under 320℃ continuous high-temperature working environment, assembly gap deformation causes air leakage, 36% batch product fail air tightness test, original delivery cycle 38 working days with total rework loss EUR32,800.
Zorapid Custom Hybrid Solution
- DED gradient in-situ hybrid printing whole one-piece near-net blank, built-in irregular curved cooling channel inside casing wall during deposition;
- Intermittent mid-build CNC machine internal blind thread & positioning step before channel enclosed;
- Post HIP densification + gradient heat treatment → final 5-axis CNC finish outer flange & mounting hole.
Final Outcome
One-piece integrated structure cancel all assembly splicing, air tightness test 100% pass, overall tolerance ±0.0035mm, finished & shipped within 6 working days; client signs 3-year annual framework order covering full-series engine casing hybrid parts.

Case2: US FDA Certified Medical Hip Implant
Other vendors use standalone SLM: their implant lattices suit osseointegration, yet stem outer surfaces hit Ra>3.2μm and fail specs.
Zorapid’s workflow: SLM near-net lattices → stress-relief heat treat → 5-axis CNC finishing to Ra≤0.4μm. FDA-approved, 120-piece runs zero scrap, lead time trimmed from 22 days to 5.
Core Downstream Application Scenarios + Four-in-one Collage Picture
Four core high-value downstream industries of 2026 hybrid CNC+AM manufacturing, cover global mainstream procurement demand
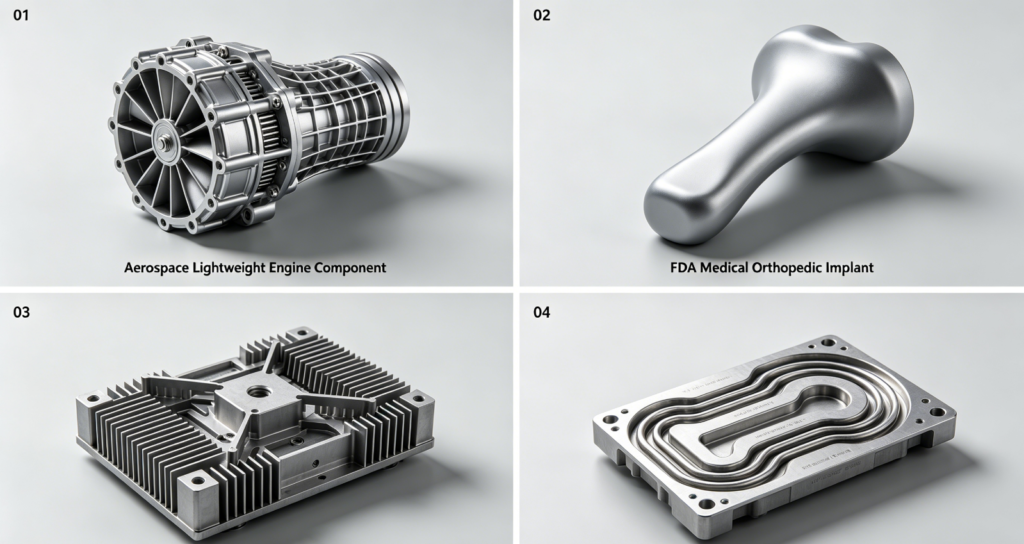
- Aerospace & defense: engine hot casings, UAV lattice brackets, missile integrated parts. Need 30–50% weight cut, heat resistance & tight tolerances — hybrid outperforms standalone CNC or SLM entirely.
- Medical Device Industry: Custom patient-specific orthopedic implant, surgical instrument precision core, medical equipment PEEK structural housing; mandatory FDA biocompatibility certification, strict surface roughness control。
- Semiconductor Equipment: Wafer clamping cooling fixture, ultra-clean chamber internal cooling core; material non-magnetic & corrosion-resistant, inner conformal cooling channel for constant temperature control of chip production。
- New Energy Vehicle: EV motor die-casting mold conformal cooling insert, battery terminal stamping mold core; hybrid cooling channel shorten mold cooling time by over 40%, boost injection/die-casting production efficiency greatly。
Delivery Speed Standard + Finished Goods Packaging & Shipment Real Shot Picture
Industry Average Leadtime VS Zorapid Fixed Delivery Benchmark Contrast
Common separated-process vendors: 1~5pcs complex hybrid prototype 18~35 working days; small batch 50~200pcs bulk order 35~60 working days (outsourced additive + outsourced CNC + cross-factory transit + repeated rework modify).
Zorapid Standard Fixed Delivery Rule:
- 1~5pcs R&D prototype hybrid part: 3~7 working days;
- Small batch 20~200pcs bulk order:7~12 working days;
- Large volume serial production:12~18 working days; Urgent rush R&D project available priority production arrangement, cut another 30% leadtime on above standard schedule.

All production schedule tracked by internal ERP system, we send daily workshop machining/printing real photos to overseas purchasing engineers, full transparent production progress without hidden delay risk.
Full Article Core Summary
2026 marks a pivotal shift for global CNC & additive production: standalone CNC or 3D printing is obsolete, with hybrid manufacturing the go-to high-efficiency pick for premium precision parts.
Pure CNC wastes stock and can’t make intricate internal geometries; standalone additive misses micron tolerances and premium assembly-grade surface finishes.
Hybrid’s core: Additive builds intricate lattices, cooling paths and lightweight geometries; precision CNC finishes holes, threads and sealing datums, offsetting each method’s weaknesses.
Most US/EU buyers battle scrap, inconsistent quality, slow lead times and high material costs from splitting CNC and additive across separate vendors with no unified process specs.
Zorapid’s 20+ year in-house hybrid workflow fixes these common industry headaches. We tackle gradient alloys and sealed inner-channel parts most shops decline, trimming your total spend and speeding up R&D cycles.
Stuck with unreliable vendors failing hybrid parts, delays or high scrap? Send your CAD for free DFM review and custom quote.
FAQ
When should we choose sequential hybrid vs in-situ integrated hybrid processing for our parts?
Use sequential hybrid for standard conformal cooling inserts & open-frame medical implants: low cost, proven process, fast lead times.
Reserve in-situ DED+mid-process CNC for sealed spiral channels and monolithic multi-alloy gradient parts—unachievable with standalone machining.
Our engineers pick your ideal process via free DFM review based on your design and budget.
Why most factories can’t produce gradient multi-material one-piece parts?
DED hybrid setups cost over $800k apiece (special powder systems + proprietary build parameters), out of reach for most mid-sized shops. Poor alloy thermal matching easily causes cracks without years of process know-how. Zorapid’s validated gradient material database is proven via hundreds of global projects.
How to guarantee printed hybrid part pass FDA/FAA industry certification? What documents Zorapid can provide?
We track every step: powder incoming check → print logs → heat treat & final CMM testing.
Ship full cert packs: material specs, dimension/roughness/hardness reports plus medical biocompatibility paperwork to clear FDA/FAA audits and your incoming QC.
Is hybrid manufacturing more expensive than full CNC blank machining?
Standard solid parts = cheaper full CNC.
For intricate lightweight parts with inner cooling/lattice, hybrid cuts total cost 30–55% via less raw stock and eliminated assembly, slashing R&D lead times by over 50%. Aerospace & medical customers consistently save big switching to hybrid.
Can Zorapid modify existing defective pure CNC/AM finished parts via additive repair to save re-production cost?
Our AI-powered inspection + targeted DED repair is field-proven. We fix cracks and damaged features on costly molds & aerospace components for just 20–35% of remake cost, trusted for EU/US aftermarket part restoration.