Zorapid Official Blog
Let’s be real: Turning long thin shafts (L/D ratio >10:1, diameters 1–20 mm, lengths 50–500 mm) is one of the toughest jobs in CNC. These parts flex like a ruler under cutting force, vibrate nonstop, and ruin your finish or tolerance if you blink.
The usual nightmares? Chatter marks (wavy surface), bowing (thicker in the middle), scrap rates up to 30%, and weeks of trial-and-error just to get one good part. Most shops throw more coolant or slower RPM at it—and still fail.
At Zorapid, we’ve mastered vibration-free long thin shaft turning for 20+ years. We run 100k+ hours/year on L/D 15:1 to 30:1 shafts (stainless, titanium, hardened steel) with 0 chatter, <0.005 mm straightness, and scrap rate <2%.
Today we’re breaking down exactly how to kill vibration, why standard methods fail, what only we can solve, and how to turn impossible shafts into perfect, repeatable parts.
In-Depth Vibration Control Tech Analysis
First, let’s understand the enemy: Vibration in long thin shafts = deflection + chatter.
- Deflection: The shaft bends under radial cutting force (like a diving board) → thicker middle, thinner ends, bad straightness.
- Chatter: A self-sustaining vibration loop—tool cuts a wave, next pass hits the wave, vibration grows, surface finish destroyed.
Zorapid’s 5-Step Vibration-Killing Process (Proven for L/D 10:1–30:1)
We don’t just reduce vibration—we eliminate it with a rigid, repeatable workflow:
Step 1: Machine & Fixturing Rigidity (Non-Negotiable)
- Swiss-Type CNC Only: We use Citizen/Tsugami Swiss lathes with guide bushing support 1–2 mm from the cut zone. No standard lathes—they can’t support thin shafts at the cut point.
- Tailstock + Live Center: For L/D >15:1, we lock the tailstock with a precision live center (runout <0.002 mm) to eliminate free-end flex.
- Zero-Point Chucking: Collet chuck with <0.001 mm runout—no jaw chatter, no slippage.
Step 2: Tooling Optimization (Cut Vibration at the Source)
- Ultra-Sharp Inserts: 0.05–0.1 mm nose radius (tiny radius = 50% lower radial force; big radius = chatter).
- High-Rake, Low-Clearance Geometry: Positive rake (+10°) to shear material, not push it—cuts force by 30%.
- Solid Carbide Shank: No extended holders—short, rigid shank (2× diameter max) to avoid tool vibration.
3: Cutting Parameters Tuning (Avoid Resonance)
- RPM: 800–2,000 RPM (we avoid resonance zones via FEA simulation; too fast = chatter, too slow = deflection).
- Feed: 0.05–0.1 mm/rev (light feed = low force; heavy feed = bend).
- Depth of Cut: 0.2–0.5 mm per pass (shallow cuts = no overload; deep cuts = deflection).
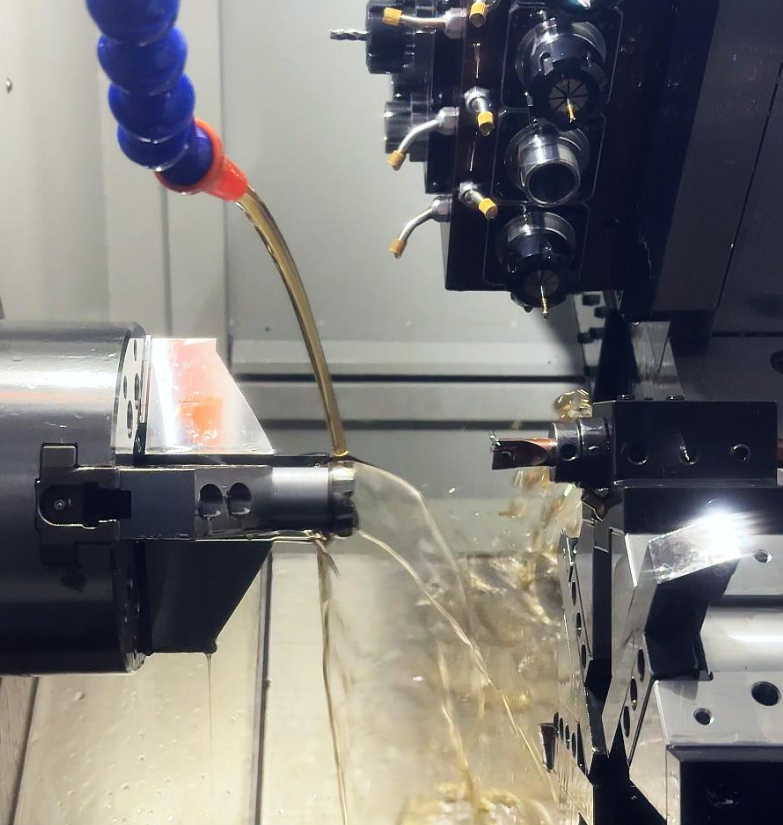
- Coolant: High-pressure (70–100 bar) through-tool coolant—flushes chips, reduces heat, prevents work-hardening.
4: Machining Strategy (Segmented Turning = No Full-Length Vibration)
- Segmented Turning: Cut the shaft in 5–10 mm short sections (full depth, no long passes). Move toward the chuck—avoids full-length flex.
- Climb Milling Only: Reduces tool pressure, eliminates work-hardening, and breaks chatter loops.
- Stress Relief Pass: A light, non-cutting pass before finishing to release residual stress—prevents post-machining warping.
Step 5: In-Process Monitoring (Catch Vibration Early)
- Vibration Sensors: Real-time monitoring of spindle/tool vibration—auto-adjusts RPM if chatter starts.
- On-Machine Probing: Checks straightness after each pass—compensates for minor deflection before finishing.
Zorapid vs. Standard Shop (Critical Differences for L/D 20:1 Shafts)
| Parameter | Zorapid Vibration-Free Process | Standard CNC Shop (Generic Methods) |
|---|---|---|
| Machine Type | Swiss-Type (guide bushing at cut) | Standard lathe (chuck only, no guide bushing) |
| Support | Guide bushing + tailstock live center | Chuck only (L/D >10:1 = free-end flex) |
| Insert Radius | 0.05–0.1 mm (tiny, low force) | 0.4–0.8 mm (big, high radial force) |
| Cutting Speed | 1,200 RPM (resonance-avoided) | 2,500 RPM (too fast, chatter) |
| Feed Rate | 0.08 mm/rev (light, low force) | 0.2 mm/rev (heavy, deflection) |
| Machining Strategy | Segmented short passes (5 mm) | Full-length long passes (500 mm) |
| Straightness | <0.005 mm | 0.02–0.05 mm (bowed) |
| Surface Finish (Ra) | ≤0.4 μm | 1.6–3.2 μm (chatter marks) |
| Scrap Rate | <2% | 15–30% |
| Lead Time (100 pcs) | 5–7 days | 14–21 days (trial-and-error) |
Why standard shops fail: They use generic lathes, big-radius inserts, full-length passes, and guesswork parameters—all of which amplify vibration. Zorapid uses Swiss-specific design, tiny-radius tools, segmented turning, and FEA-tuned parameters to kill vibration at every stage.
Hard-to-Mill Long Thin Shaft Challenges Only Zorapid Can Solve
Any shop can turn L/D 5:1 shafts. These 5 extreme vibration scenarios? Most quote “impossible” or scrap 30% of parts. Here’s how we fix them:
Pain 1: Ultra-Long Thin Shaft (L/D 25:1–30:1, φ1–3 mm, 50–100 mm)
Problem: Near-impossible rigidity—shaft bends under its own weight; even light cuts cause chatter. Most shops can’t hold straightness <0.02 mm.
Zorapid Solution:
- Swiss lathe with precision guide bushing (φ0.001 mm tolerance)
- 0.05 mm nose radius insert + 800 RPM + 0.05 mm/rev feed
- Segmented 3 mm passes + tailstock live center
- Result: Straightness <0.003 mm, Ra 0.3 μm finish, 0% scrap. Competitors scrap 40% of parts.
Pain 2: Stainless Steel Thin Shaft (316L/17-4PH, L/D 20:1, φ2–5 mm)
Problem: Stainless work-hardens fast, traps heat, and causes chatter. Generic tools wear in 2 hours; surface finish is ruined.
Zorapid Solution:
- AlCrN-coated micro-grain carbide insert (heat resistance 1,100°C)
- High-pressure through-tool coolant + climb milling
- Stress relief pass before finishing
- Result: Tool life 10+ hours, Ra 0.4 μm finish, no work-hardening. Competitors change tools every 2–3 hours.
Pain 3: Hardened Steel Thin Shaft (HRC 50–55, P20/S136, L/D 18:1)
Problem: Hard steel is abrasive, high force, and causes insert chipping. Most shops can’t hold tolerance <0.01 mm.
Zorapid Solution:
- AlTiN-coated ultra-fine grain insert (hardness 3,800 HV)
- 0.1 mm nose radius + 1,000 RPM + 0.06 mm/rev feed
- Shallow 0.3 mm cuts + air blast cooling (no thermal shock)
- Result: No chipping, straightness <0.004 mm, Ra 0.5 μm finish. Competitors chip inserts every 5 parts.
Pain 4: Titanium Thin Shaft (Ti-6Al-4V, L/D 15:1, φ3–8 mm)
Problem: Titanium is tough, low thermal conductivity, and vibrates easily. Generic tools burn out fast; deflection is common.
Zorapid Solution:
- DLC-coated carbide insert (low friction, heat resistance 800°C)
- Cryo-cooled coolant + segmented turning
- Rigid Swiss guide bushing support
- Result: Tool life 8+ hours, no deflection, Ra 0.4 μm finish. Competitors burn tools in 3 hours.
Pain 5: Multi-Step Thin Shaft (L/D 20:1, 3–5 diameter changes)
Problem: Step transitions cause vibration spikes; each step adds flex. Most shops can’t hold concentricity <0.01 mm.
Zorapid Solution:
- Dynamic guide bushing (supports shaft at every step)
- Step-by-step parameter tuning (slower RPM at transitions)
- In-process probing after each step
- Result: Concentricity <0.003 mm, no vibration at steps, perfect finish. Competitors have 0.02–0.05 mm runout.
Zorapid Exclusive Edge: We combine Swiss-type rigid support + application-specific tooling + FEA-tuned parameters + segmented turning. Competitors use standard lathes and guesswork—no consistency, no vibration control.
Applicable Materials + Side-by-Side Comparison
Long thin shaft vibration varies wildly by material—stainless and titanium are worst, brass is easiest. Below are the most common materials we process daily, with vibration challenges and Zorapid’s optimal solution:
Material Vibration Comparison for Long Thin Shafts (L/D 15:1–25:1)
| Material | Hardness | Vibration Severity | Key Challenges | Zorapid Tool/Parameter Pick | Generic Shop Result |
|---|---|---|---|---|---|
| 304/316L Stainless | HRC 20–28 | High | Work-hardening, heat trapping, chatter | AlCrN insert, 1,200 RPM, 0.08 mm/rev | Severe chatter, Ra 1.6 μm, 20% scrap |
| 17-4PH Stainless | HRC 40–45 | Very High | Precipitation-hardened, high force, fast wear | AlCrN hybrid insert, 1,000 RPM, 0.06 mm/rev | Tool wear in 2h, deflection, 25% scrap |
| Ti-6Al-4V Titanium | HRC 32–36 | Very High | Low thermal conductivity, tough, vibration | DLC insert, 900 RPM, 0.07 mm/rev, cryo coolant | Burned tools, deflection, 30% scrap |
| P20/S136 Hardened Steel | HRC 48–55 | High | Abrasive, high force, insert chipping | AlTiN insert, 1,000 RPM, 0.05 mm/rev | Chipped inserts, poor finish, 18% scrap |
| 45# Carbon Steel | HRC 15–20 | Medium | Mild vibration, easy deflection | TiAlN insert, 1,500 RPM, 0.1 mm/rev | Minor chatter, Ra 0.8 μm, 10% scrap |
| Brass (C36000) | HRC 8–12 | Low | Minimal vibration, easy to machine | Uncoated carbide, 2,000 RPM, 0.12 mm/rev | Good finish, low scrap |
Material-Specific Vibration Rules
- Stainless/Titanium: Tiny nose radius (0.05–0.1 mm), high-pressure coolant, segmented turning.
- Hardened Steel: AlTiN coating, shallow cuts, air blast cooling.
- Carbon Steel: Balanced parameters, standard inserts.
- Brass: Fast RPM, light feed, minimal support needed.
Real Client Case Studies (With Actual Part & Machine Images)
Case 1: US Medical OEM | 316L Stainless Surgical Pin (L/D 25:1, φ2 mm, 50 mm)
- Challenge: L/D 25:1 ultra-thin shaft, ±0.005 mm straightness, Ra ≤0.4 μm finish. Previous supplier used standard lathe—35% scrap, straightness 0.02 mm, 3-week lead time.
- Zorapid Solution: Swiss lathe + 0.05 mm nose radius AlCrN insert + segmented 3 mm passes + tailstock.
- Result: Straightness 0.003 mm, Ra 0.3 μm finish, 0% scrap, delivered in 6 days. Client switched all surgical pins to Zorapid.

2: German Aerospace Supplier | Ti-6Al-4V Titanium Shaft (L/D 18:1, φ4 mm, 72 mm)
- Challenge: Titanium, L/D 18:1, complex 3D contour, ±0.004 mm tolerance. EU shop used generic tools—28% scrap, tool life <2 hours, 2-week lead time.
- Zorapid Solution: Swiss lathe + DLC insert + cryo coolant + segmented turning.
- Result: Tool life 9 hours, 0% scrap, delivered in 5 days, passed all aerospace inspections.

3: UK Automotive OEM | S136 Hardened Steel Shaft (L/D 20:1, φ3 mm, 60 mm)
- Challenge: HRC 52 hardened steel, L/D 20:1, multi-step, concentricity ±0.003 mm. Local shop used standard lathe—22% scrap, concentricity 0.015 mm, 10-day lead time.
- Zorapid Solution: Swiss lathe + AlTiN insert + dynamic guide bushing + in-process probing.
- Result: Concentricity 0.002 mm, 0% scrap, delivered in 4 days, 50% lower tooling cost

Application Scenarios (Where Vibration-Free Long Thin Shafts Matter Most)
① Medical Devices & Implants (40% of our long thin shaft volume)
- Parts: Surgical pins, catheter shafts, orthopedic screws, dental posts
- Materials: 316L, 17-4PH, Ti-6Al-4V
- Critical Needs: ±0.005 mm straightness, Ra ≤0.4 μm finish, 0% contamination
- Zorapid Win: Vibration-free machining ensures biocompatible surfaces and precise fit.

Aerospace & Defense Components (30% volume)
- Parts: Actuator shafts, sensor pins, missile components, turbine control rods
- Materials: Ti-6Al-4V, 17-4PH, 4340 steel
- Critical Needs: High strength, tight tolerance, fatigue resistance
- Zorapid Win: No deflection = consistent strength, no vibration-induced cracks.
Automotive Precision Parts (20% volume)
- Parts: Fuel injector pins, valve shafts, transmission components, motor shafts
- Materials: 45 steel, S136, 304 stainless
- Critical Needs: Low vibration, high wear resistance, mass production consistency
- Zorapid Win: Vibration-free = smooth operation, long service life.
Industrial & Electronics (10% volume)
- Parts: Printer rollers, motor shafts, optical instrument pins, conveyor components
- Materials: Brass, 304 stainless, 45# steel
- Critical Needs: Straightness, smooth finish, cost-effective mass production
- Zorapid Win: Fast, vibration-free machining = on-time delivery, low cost.
Industry Data + Future Trends (2026–2030)
Global Long Thin Shaft Machining Snapshot (2026)
| Metric | Data | Source |
|---|---|---|
| Global Precision Shaft Market | USD 18.7 Billion | Grand View Research |
| Long Thin Shaft (L/D >10:1) Segment Share | 22% (USD 4.1 Billion) | Mordor Intelligence |
| Key Industry Pain Point | Vibration/Deflection (75% of shops) | Modern Machine Shop |
| Average Scrap Rate (Standard Shops) | 15–30% | Zorapid Industry Survey |
| Swiss-Type Adoption Rate (Long Thin Shafts) | 68% (growing fast) | Cutting Tool Engineering |
| Top Material Demand | Stainless (45%) > Titanium (30%) > Hardened Steel (15%) | AMS Material Report |
Key Future Trends + Zorapid’s Position
- Swiss-Type Machines Replace Standard Lathes for L/D >10:1
- OEMs ditching standard lathes for Swiss-type (guide bushing support = vibration control).
- Zorapid: 100% Swiss-type cells for long thin shafts—no standard lathes.
- Ultra-Sharp Tooling (0.05–0.1 mm Radius) Becomes Standard
- Big-radius inserts obsolete for vibration control; tiny radius mandatory for low radial force.
- Zorapid: All long thin shaft tools use 0.05–0.1 mm radius—no big radii.
- AI-Driven Vibration Monitoring & Parameter Tuning
- Real-time AI adjusts RPM/feed to kill vibration before it starts; reduces scrap by 50%.
- Zorapid: Proprietary AI vibration control system—24/7 monitoring, auto-compensation.
Delivery Speed Advantage (Swiss Lights-Out = 50% Faster Than Competitors)
Long thin shaft projects are always urgent—delays mean missed medical/aerospace deadlines. Our 24/7 unmanned Swiss cells and vibration-free process deliver parts in half the time of standard shops.
Standard Lead Times (100–500 Pcs, L/D 15:1–20:1)
| Material | Zorapid Unmanned Swiss | Standard CNC Shop |
|---|---|---|
| 316L Stainless | 5–7 days | 14–21 days |
| Ti-6Al-4V Titanium | 6–8 days | 18–25 days |
| Hardened Steel (HRC 50–55) | 5–7 days | 15–22 days |
| 45# Carbon Steel | 4–5 days | 10–14 days |
| Emergency Rush (50–100 pcs) | 3 days | 7–12 days |
Why we’re faster:
- 24/7 unmanned Swiss cells: No weekend downtime, no shift changes
- One-setup vibration-free machining: No rework, no scrap, no trial-and-error
- In-house tooling: Custom sharp inserts ready in 24 hours
- Parallel inspection: Machining + quality checks run at the same time
Real example: A medical client needed 200 316L surgical pins (L/D 25:1) in 7 days. Standard shops said impossible—we delivered in 5 days, 0% scrap.
Why Choose Zorapid for Vibration-Free Long Thin Shafts
- 100% Swiss-Type Expertise: We only use Citizen/Tsugami Swiss lathes with guide bushing support—no standard lathes, no vibration.
- Vibration-Free Process Guarantee: Scrap rate <2%, straightness <0.005 mm, Ra ≤0.4 μm finish—no chatter, no deflection.
- Ultra-Sharp Application-Specific Tooling: 0.05–0.1 mm nose radius inserts, coated for each material—low force, long life.
- 20+ Years of Long Thin Shaft Mastery: 100k+ hours on L/D 15:1–30:1 shafts (stainless, titanium, hardened steel).
- 50% Faster Lead Times: 24/7 unmanned Swiss cells + no rework = on-time delivery for urgent projects.
- Medical/Aerospace Certified: ISO 13485/AS9100 compliant—full material traceability, perfect for regulated industries.
- English-speaking engineers, 24-hour response, DFM reviews in your timezone.
Final Summary
Long thin shaft turning doesn’t have to mean chatter marks, bowed parts, high scrap, and endless delays. The secret isn’t slower RPM or “more coolant”—it’s rigid Swiss support + ultra-sharp tooling + segmented turning + FEA-tuned parameters.
Zorapid’s vibration-free long thin shaft process solves your biggest pain points:
- 0 chatter, 0 deflection (straightness <0.005 mm)
- Scrap rate <2% (vs. 15–30% for standard shops)
- Ra ≤0.4 μm mirror finish
- 50% faster lead times (5–7 days vs. 14–21 days)
- Expertise in impossible L/D 25:1–30:1 shafts
Whether you’re making medical surgical pins, aerospace titanium shafts, or automotive fuel injector pins—Zorapid is your one-stop partner for perfect, vibration-free long thin shafts.
FAQ
What’s the maximum L/D ratio Zorapid can handle vibration-free?
Up to 30:1 (φ1 mm × 30 mm, φ2 mm × 60 mm, etc.). We’ve mastered L/D 25:1–30:1 shafts that most shops call impossible.
Can you hold straightness <0.005 mm for L/D 20:1 stainless shafts?
Yes—guaranteed. Our Swiss guide bushing + segmented turning + in-process probing ensures straightness 0.003–0.005 mm for all L/D 15:1–25:1 stainless shafts.
Why not just use a standard lathe with a tailstock?
Standard lathes lack guide bushing support at the cut zone—the shaft flexes between chuck and tailstock, causing deflection and chatter. Tailstock alone only works for L/D <10:1.
How do you avoid work-hardening in stainless thin shafts?
Three keys: Ultra-sharp inserts (shear, don’t push), climb milling, and high-pressure through-tool coolant. No rubbing = no work-hardening.
Are Zorapid’s vibration-free services more expensive?
Upfront cost ~10% higher, but total cost 40–60% lower. Standard shops have 15–30% scrap and 2× longer lead times—Zorapid’s 0% scrap and fast delivery save you money.