Published by Zorapid
If you’re a design engineer, procurement manager, or OEM product lead picking 5-axis CNC for your custom parts, you’ve hit the most common roadblock:
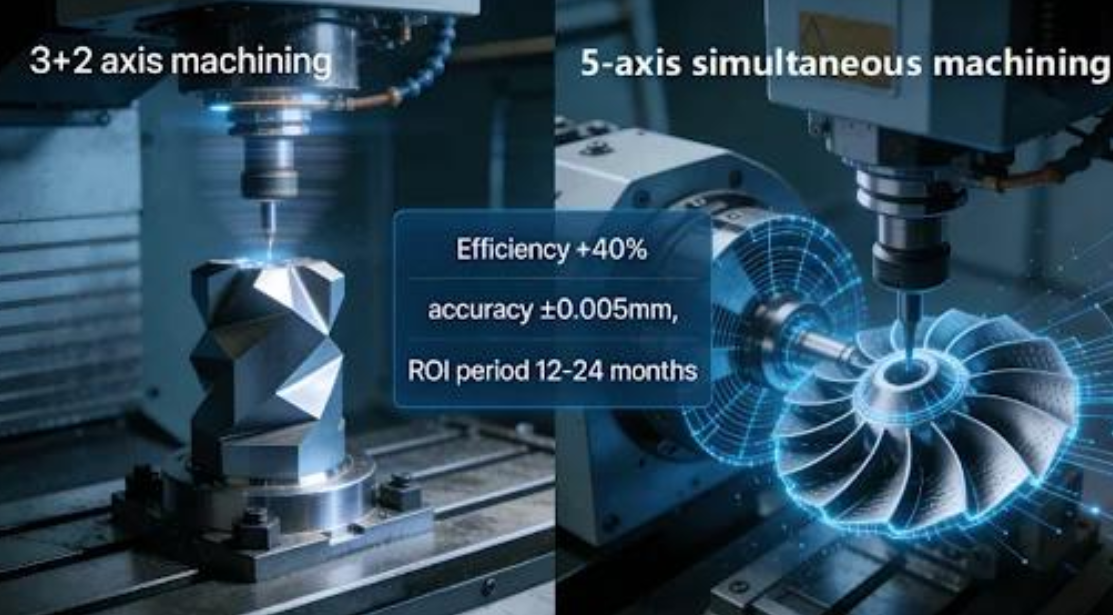
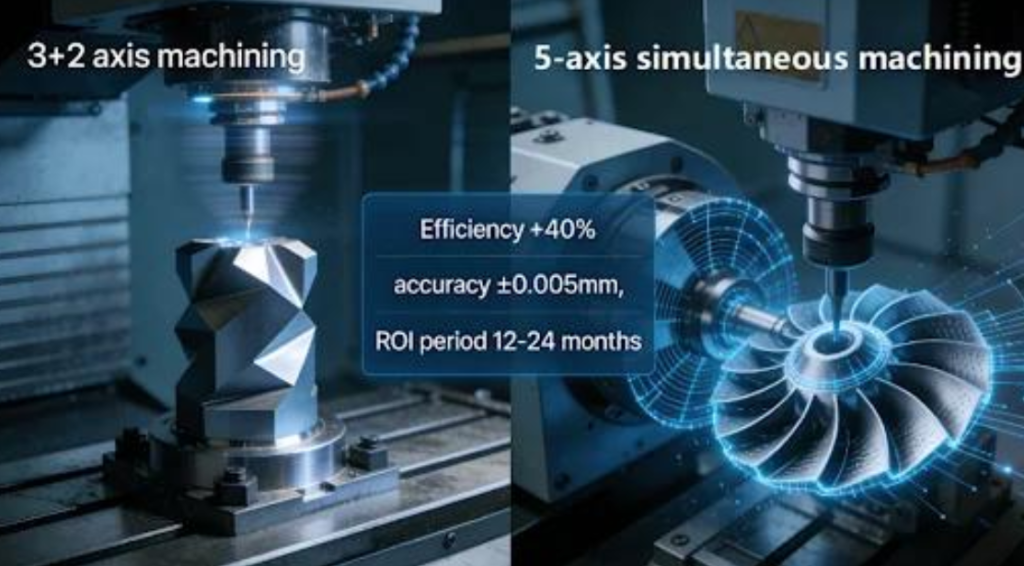
Should I go with 3+2 indexed 5-axis, or full continuous simultaneous 5-axis machining?
Lots of manufacturers just default to one process without looking at your part geometry, batch size, GD&T tolerances, or budget. That mistake hits you two ways:
- Overpaying hourly machine rates when a cheaper 3+2 process delivers identical quality
- Getting poor surface finish, stacked dimensional error, or missed delivery when you pick 3+2 for freeform sculpted parts that need continuous 5-axis
At Zorapid, we run both 3+2 and full 5-axis continuous machining daily for aerospace, medical, automotive, semiconductor, and industrial equipment clients worldwide. This guide skips dense textbook language, uses real production data, and gives you a clear pick for every project type—no guesswork required.
What Exactly Is 3+2 Indexed 5-Axis Machining?
Let’s strip out the complex control jargon first.
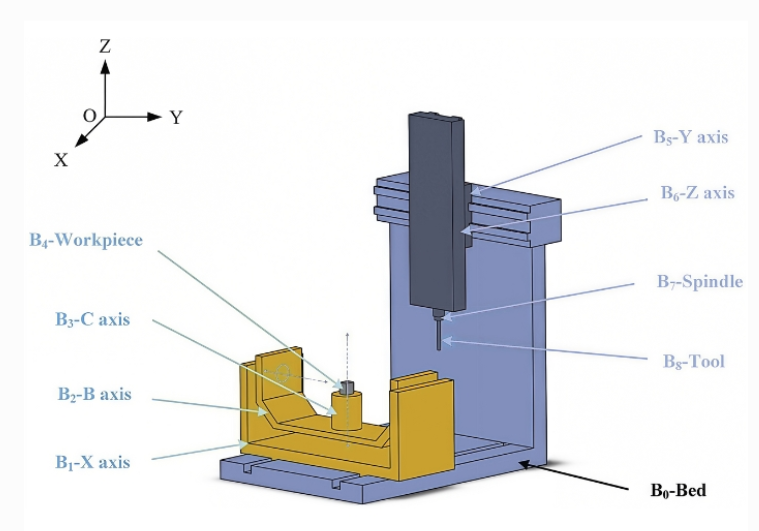
3+2 indexed 5-axis uses 5 machine axes total: X, Y, Z linear axes + 2 rotary tilt/rotate axes (A/C or B/C).
Here’s how it works step-by-step:
- The two rotary axes tilt your workpiece to a fixed, locked angle
- The rotary axes stop moving entirely during actual cutting
- All milling, drilling, boring happens only with X/Y/Z linear motion—just like a standard 3-axis CNC
- If you need a new angle for another feature, the machine pauses cutting, reindexes the rotary axes to a new position, locks again, then resumes machining
Machinists often call this “positional 5-axis.” It’s essentially a flexible 3-axis setup that lets you hit angled holes, multi-face prismatic features, and deep cavities without 4–6 separate manual re-clamps on a regular 3-axis mill.
Key trait to remember: Rotary axes only move between cuts, never while the cutting tool contacts material.
What Is Full Continuous (Simultaneous) 5-Axis Machining? No Confusing Jargon
Continuous 5-axis (also called simultaneous 5-axis) lets all five axes move at the exact same time during active cutting.
No pausing, no locking rotary axes mid-job. As your ball end mill or lollipop cutter traces curved, organic geometry, the machine constantly adjusts tool tilt and workpiece rotation to hold a perfect cutting angle against every surface point.
This relies on RTCP (Rotation Tool Center Point) control and high-end CAM post-processing to avoid collisions and maintain consistent tool load. The tool’s orientation shifts fluidly across undercuts, twisted blades, compound freeform curves, and sculpted implant surfaces—something 3+2 simply cannot replicate in a single smooth tool pass.
Simple rule: If your part has curved surfaces that need a changing tool angle while cutting, continuous 5-axis is non-negotiable.
Head-to-Head Comparison Table: 3+2 vs Continuous 5-Axis
| Comparison Factor | 3+2 Indexed 5-Axis | Continuous Simultaneous 5-Axis |
|---|---|---|
| Axis Motion During Cut | Only X/Y/Z linear; rotary axes locked fixed | X/Y/Z + both rotary axes move synchronously |
| Typical Hourly Machine Rate | Medium ($90–140/hr) | High ($150–210/hr) |
| Minimum Setups For 6-Sided Parts | 1–2 single-clamp setups | 1 full single-clamp setup |
| Dimensional Stack Error | Low (few reindex locks; minimal datum shift) | Lowest (zero mid-cut repositioning; best GD&T consistency) |
| Surface Finish On Prismatic Angled Features | Excellent Ra 0.4–1.6μm | Great, but overkill for flat/angled planes |
| Surface Finish On Freeform Curves / Blades | Visible step lines, patchy tool passes | Smooth, seamless Ra 0.2–0.8μm swarf cutting |
| CAM Programming Complexity | Low; similar logic to standard 3-axis CAM | High; requires advanced 5-axis modules, collision simulation |
| Tool Rigidity During Cutting | Max rigidity (rotary axes fully clamped) | Slightly lower dynamic rigidity from constant axis motion |
| Best Material Fit | Aluminum, steel, brass, block plastics | Titanium, Inconel, PEEK, medical grade alloys, high-strength aerospace metals |
| Core Use Cases | Valve bodies, gear housings, multi-angle fixture blocks, injection mold cores with angled holes | Blisks, turbine impellers, orthopedic implants, lightweight aerospace structural parts, complex mold sculpted cavities |
Core Pros & Cons For Each Process
3+2 Indexed 5-Axis Machining Pros
- Lower overall production cost for most prismatic multi-face parts
- Simpler CAM programming; faster programming turnaround times
- Maximum spindle rigidity during cutting reduces tool chatter and deflection
- Shorter, stiffer cutting tools eliminate long overhang vibration on deep angled cavities
- Less operator training required for machine setup and inspection
- Delivers 80% of 5-axis benefits at a fraction of continuous 5-axis pricing
3+2 Indexed 5-Axis Machining Cons
- Cannot machine seamless continuous freeform surfaces (creates visible patch lines between indexed angles)
- Longer total cycle time on fully sculpted complex geometry due to repeated reindex pauses
- Limited performance on deep, twisted undercuts requiring constant tool tilt
Continuous Simultaneous 5-Axis Pros
- Perfect seamless surface finish for organic, twisted, curved components
- Shortest total cycle time for complex single-piece sculpted geometry
- Dynamic tool angle adjustment avoids fixture and workpiece collisions automatically
- Superior swarf side-wall cutting for deep aerofoil and flow channel features
- Eliminates all mid-cut repositioning error for ultra-tight aerospace/medical tolerances (±0.005mm)
Continuous Simultaneous 5-Axis Cons
- Higher hourly machine rates raise total job cost on simple multi-block parts
- Longer CAM programming and simulation lead times
- Higher wear on rotary axis drive systems due to constant dynamic motion
- Needs highly experienced 5-axis programmers to avoid tool crashes
How Part Geometry Tells You Which 5-Axis To Pick
We break this into three clear geometry buckets so you can self-qualify your design instantly:
Pick 3+2 Indexed 5-Axis If Your Part Matches Any Of These
- Prismatic block/housing with flat faces, angled drill holes, angled milled slots
- Mold inserts with discrete angled features (no fully sculpted outer surface)
- Parts with 3–8 distinct fixed-angle planes that don’t blend into continuous curves
- Medium-to-high batch sizes where cost control is top priority
- GD&T tolerances focused on positional accuracy between separate planar features
Pick Continuous Full 5-Axis If Your Part Has Any Of These Critical Features
- Freeform sculpted surfaces that twist or curve across multiple axes (blades, impellers, blisks)
- Orthopedic titanium implant bone-matching organic contours
- Deep, continuous flow channels, aerodynamic aerofoil sections
- Undercuts that demand gradual, constant tool tilt throughout the entire cutting pass
- Medical or aerospace components requiring zero visible tool pass lines and mirror-smooth surface finish
- Parts with compound curves where surface continuity is a critical functional requirement
Edge Case: Hybrid Jobs
Many Zorapid projects use a hybrid workflow: rough all prismatic stock features with fast, low-cost 3+2 indexing, then switch to continuous 5-axis for only the sculpted critical surfaces. This balances cost and quality perfectly for mixed geometry parts.
Real-World Zorapid Project Case Studies
EV Gear Housing (3+2 Indexed 5-Axis Success)
- Material: 6061-T6 Aluminum
- Geometry: Rectangular block with 12 angled mounting holes, 4 deep angled cooling pockets, flat sealing faces
- Challenge: 3-axis machining required 5 separate fixture setups, introducing stacked datum error and 3-day longer lead time
- Zorapid Solution: Single-setup 3+2 indexed 5-axis
- Result: 40% faster cycle time, ±0.012mm consistent hole position tolerance, 22% lower total manufacturing cost vs continuous 5-axis quoting
Case 2: Titanium Knee Implant (Continuous 5-Axis Mandatory)
- Material: Ti-6Al-4V medical grade titanium
- Geometry: Fully organic sculpted bone interface, continuous curved undercut relief channels
- Challenge: 3+2 indexing would leave jagged patch lines on contact surfaces, failing medical surface finish standards
- Zorapid Solution: Full simultaneous continuous 5-axis with RTCP dynamic compensation
- Result: Ra 0.4μm seamless surface finish, single clamp zero re-datum error, passed ISO 13485 medical dimensional inspection on first article
Case 3: Micro Gas Turbine Blisk (Continuous 5-Axis Only)
- Material: Inconel 718 superalloy
- Geometry: Integrated airfoil blades with twisted continuous aerodynamic profiles
- Outcome: Continuous 5-axis swarf cutting cut total cycle time by 35% vs segmented 3+2 indexed passes
Hidden Cost Factors Most OEMs Miss When Choosing 5-Axis
Most buyers only compare hourly machine rates—this is the biggest costing mistake. Always calculate total project cost, not just per-hour pricing:
- Fixture Cost: Both 3+2 and continuous 5-axis eliminate multiple custom fixtures needed for 3-axis multi-setup jobs
- Programming Labor: Continuous 5-axis requires 2–3x longer CAM simulation time, adding engineering labor cost
- Scrap Risk: Continuous 5-axis has higher crash scrap risk with inexperienced programmers; Zorapid eliminates this with pre-production collision simulation
- Tool Wear: 3+2 rigid locked axes extend carbide tool life by 20–30% on hard steel blocks
- Rework Expense: Using 3+2 on continuous freeform parts creates mandatory secondary polishing rework that erases hourly cost savings
At Zorapid, our DFM review team runs a free cost breakdown before production to show you exact total expenditure for both 3+2 and continuous 5-axis options on your drawing.
Simple 3-Step Decision Checklist For Your Next CNC Job
Grab your CAD drawing and answer these three quick questions to lock in the right process:
1: Check Your Core Geometry
- All flat planes + discrete angled holes/slots = Choose 3+2 Indexed 5-Axis
- Fully twisted, blended freeform curves, aerofoils, organic implants = Choose Continuous 5-Axis
2: Review Budget & Batch Size
- High-volume batches, cost-sensitive production = Prioritize 3+2 unless geometry forces continuous 5-axis
- Low-volume prototypes, high-value aerospace/medical one-off parts = Continuous 5-axis ROI outweighs higher hourly rates
3: Confirm Critical Surface Requirements
- Cosmetic or functional surface continuity is non-negotiable (no patch lines) = Continuous 5-axis
- Separate planar features with no blended curved transitions = 3+2 Indexed 5-Axis works perfectly
Why Zorapid Offers Both 3+2 & Continuous 5-Axis Under One Roof
Most precision manufacturers only stock one style of 5-axis machine, forcing you to compromise either cost or part quality. At our 3,000㎡ Zorapid smart manufacturing center in Zhongshan, we operate a full fleet of both indexed 3+2 5-axis mills and high-end simultaneous continuous 5-axis centers for one key reason: customer flexibility.
Our in-house advantages for OEM global clients:
- Free DFM geometry analysis to automatically recommend the most cost-effective 5-axis process
- Hybrid manufacturing workflows combining 3+2 roughing + continuous 5-axis finishing to cut total part cost
- ISO 9001 & AS9100 certified inspection for tight aerospace/medical GD&T tolerances
- End-to-end NPI support: prototype small batches through mass production scaling
- Multi-material expertise: aluminum, titanium, Inconel, stainless steel, medical PEEK, engineering plastics
- Fast lead times with single-setup 5-axis machining cutting fixture change downtime drastically
We ship finished precision CNC parts worldwide to Europe, North America, Southeast Asia, and Australia with full inspection reports and material certification included.
FAQ
Can 3+2 indexed 5-axis make curved parts?
It can machine curved surfaces, but it segments the surface into separate indexed angles, leaving visible step lines. This fails medical, aerospace, and aerodynamic surface standards that require seamless continuous geometry.
Is continuous 5-axis always more expensive?
On simple multi-face prismatic parts, yes. On complex sculpted components with dozens of required setups for 3/3+2 axis machining, continuous 5-axis single-clamp production can lower total job cost by cutting fixture and rework labor.
Do I need different CAD files for 3+2 vs continuous 5-axis machining at Zorapid?
No. Submit your standard STEP or IGES CAD file, our CAM team selects the optimal 5-axis workflow during DFM review with no extra file preparation work from your side.
Can Zorapid adjust between 3+2 and continuous 5-axis mid-batch if I change design requirements?
Absolutely. Our programming team reworks toolpaths within 24 hours for prototype and small-batch adjustments.
What tolerance range can each process hold?
- 3+2 Indexed 5-Axis: ±0.01mm standard, down to ±0.008mm for precision blocks
- Continuous Simultaneous 5-Axis: ±0.005mm ultra-tight tolerance capability for medical and aerospace critical features
Closing Summary
Choosing between continuous 5-axis and 3+2 indexed 5-axis machining doesn’t come down to which machine is better—it comes down to matching your part’s geometry, finish standards, and production budget.
- Pick 3+2 indexed 5-axis for multi-face block housings, angled hole components, and cost-focused mass batches
- Pick full continuous simultaneous 5-axis for freeform twisted curves, medical implants, blisks, and aerodynamic aerospace parts
Zorapid’s dual 5-axis machine lineup removes the tradeoff. Send your CAD drawing for a free DFM analysis and dual-process quote today, and we’ll outline exactly which workflow delivers the lowest total cost without sacrificing your part’s functional requirements.