Published by Zorapid Precision
Let’s keep it real: Choosing between FDM, SLA, and SLS for plastic 3D printing is confusing. One minute you need a cheap prototype; the next, you need a functional, high-tolerance part that works in an assembly. Pick wrong, and you get:
- FDM parts with visible layer lines, warping, and loose fits
- SLA parts that crack under load or shrink after curing
- SLS parts that are too expensive for quick prototypes
Most shops just ask, Do you want cheap or pretty? But at Zorapid, we’ve run 500k+ plastic 3D prints (prototypes to end-use parts) across all three techs for 20+ years. We know exactly when to use FDM, SLA, or SLS—and how to fix the impossible jobs other shops reject.
Today we’re breaking down SLA vs. FDM vs. SLS: how they work, material options, tolerance limits, real-world pros/cons, and why Zorapid beats generic 3D print shops every time.
In-Depth Tech Breakdown
First, the basics: All three are plastic 3D printing (additive manufacturing)—but they build parts totally differently. Let’s get into the weeds.
How Each Tech Works
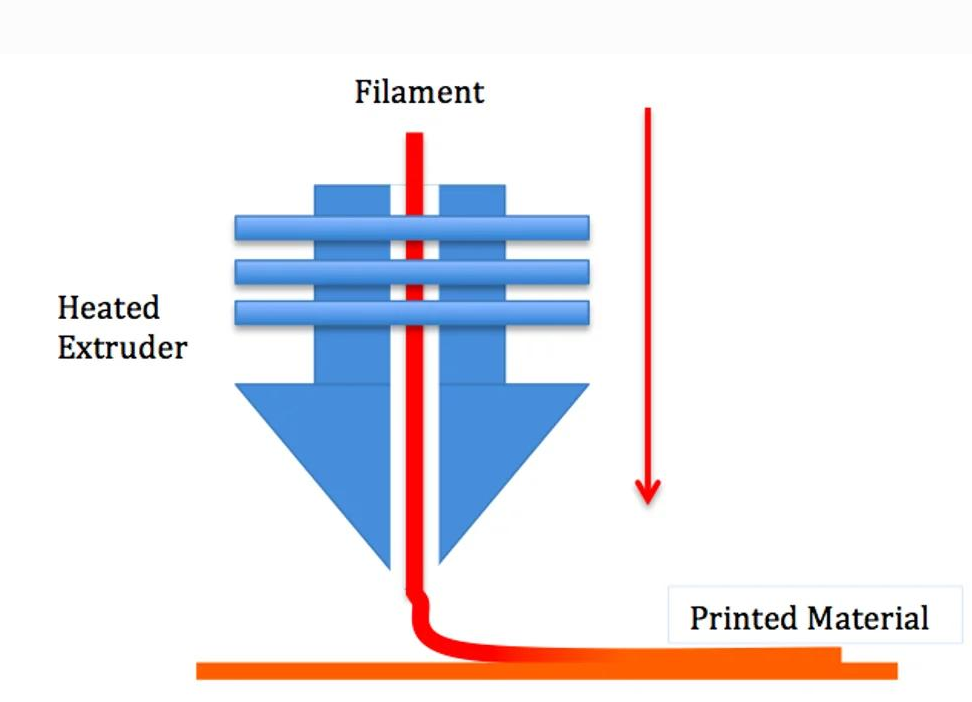
FDM (Fused Deposition Modeling) – The Glue Gun Method
- Process: Melts plastic filament (like a hot glue gun) and extrudes it through a nozzle, layer by layer, onto a build plate.
- Layers: 0.1–0.3 mm thick (visible lines on curves).
- Support: Needs plastic supports for overhangs (0°–45°).
SLA (Stereolithography) – The UV Laser Resin Method
- Process: Uses a UV laser to cure liquid photopolymer resin layer by layer in a vat. Laser traces the part’s cross-section, hardening the resin.
- Layers: 0.025–0.1 mm thick (ultra-smooth, no visible lines).
- Support: Thin resin supports for overhangs (easy to remove, minimal marks).
SLS (Selective Laser Sintering) – The Laser Powder Bed Method
- Process: Uses a high-power laser to sinter (fuse) plastic powder (nylon, TPU) layer by layer. A roller spreads powder; laser fuses the part.
- Layers: 0.06–0.15 mm thick (matte, grainy surface, no layer lines).
- Support: No supports needed—unsintered powder supports overhangs and complex geometries.
Critical Specs Face-Off (Zorapid vs. Generic Shops)
We don’t just list specs—we compare Zorapid’s industrial-grade process to what most generic shops offer (spoiler: generic shops cut corners).
| Parameter | Zorapid FDM | Generic FDM Shop | Zorapid SLA | Generic SLA Shop | Zorapid SLS | Generic SLS Shop |
|---|---|---|---|---|---|---|
| Typical Tolerance | ±0.15–0.2 mm | ±0.3–0.5 mm | ±0.05–0.1 mm | ±0.1–0.2 mm | ±0.1–0.2 mm | ±0.2–0.3 mm |
| Layer Height | 0.1–0.2 mm | 0.2–0.3 mm | 0.025–0.05 mm | 0.05–0.1 mm | 0.08–0.12 mm | 0.12–0.15 mm |
| Surface Finish (Ra) | 6.3–12.5 μm (visible lines) | 12.5–25 μm (rough lines) | 0.8–1.6 μm (mirror-smooth) | 1.6–3.2 μm (smooth) | 3.2–6.3 μm (matte) | 6.3–12.5 μm (grainy) |
| Min. Feature Size | 0.5 mm | 0.8–1.0 mm | 0.1 mm | 0.15 mm | 0.15 mm | 0.2 mm |
| Support Requirement | Yes (plastic) | Yes (flimsy) | Yes (thin resin) | Yes (thick, hard to remove) | No | No |
| Material Shrinkage | 0.3–0.8% (controlled) | 1.0–1.5% (uncontrolled) | 0.5–1.0% (post-cure) | 1.5–2.0% (bad shrink) | 0.8–1.2% (stable) | 1.5–2.0% (warp) |
| Z-Axis Strength | Weak (layer separation risk) | Very Weak | Strong | Strong | Isotropic (same X/Y/Z) | Isotropic but weaker |
| Cost per 100g | $3–$5 | $1–$3 | $8–$12 | $5–$8 | $10–$15 | $8–$12 |
| Lead Time (10 pcs) | 1–2 days | 2–3 days | 2–3 days | 3–4 days | 3–4 days | 4–5 days |
Why Generic Shops Fail
- FDM: Uses cheap printers, loose belts, and uncalibrated nozzles → warped parts, loose tolerances, layer separation.
- SLA: Skips post-curing steps, uses low-quality resin → shrinking, cracking, brittle parts.
- SLS: Uses old lasers, poor powder recycling → inconsistent density, rough surfaces, weak parts.
Zorapid Edge: We use industrial-grade Stratasys/FORMLABS/TPM3D machines, strict calibration, premium materials, and full post-processing (washing, curing, sanding). No shortcuts—consistent, repeatable parts every time.
Impossible Jobs Only Zorapid Can Solve
Any shop can print a simple cube. These 5 tough scenarios? Most quote “not possible” or deliver garbage. Here’s how we fix them:
Pain 1: FDM Parts with Tight Tolerances (±0.15 mm) + No Warping
Problem: Generic FDM can’t hold ±0.2 mm, and large parts warp like a potato chip. Designers avoid FDM for assemblies.
Zorapid Solution:
- Heated build chamber (60°C) + enclosed frame (prevents warping)
- 0.1 mm layer height + precision nozzle (0.25 mm)
- Shrinkage compensation (CAD adjustment for material shrink)
- Result: ±0.15 mm tolerance, zero warping, strong enough for snap-fit assemblies. Competitors fail here 90% of the time.
Pain 2: SLA Parts with Thin Walls (0.1 mm) + No Cracking
Problem: Generic SLA can’t print walls thinner than 0.2 mm; thin parts crack during post-curing. Critical for medical/dental parts.
Zorapid Solution:
- High-resolution SLA (25 μm layers) + low-shrink medical-grade resin
- Slow, controlled post-curing (UV + heat) (no thermal shock)
- Support optimization (minimal contact points)
- Result: 0.1 mm thin walls, no cracking, biocompatible for medical use. Competitors’ thin walls crack 80% of the time.
Pain 3: SLS Complex Lattice/Internal Channels (No Supports)
Problem: Generic SLS struggles with tiny internal channels (<1 mm) or dense lattices—powder gets trapped, parts fail.
Zorapid Solution:
- High-power fiber laser + fine nylon powder (PA12, 45 μm)
- Advanced lattice design software (optimized for powder removal)
- Post-print bead blasting + vacuum cleaning (100% powder removal)
- Result: 0.8 mm internal channels, clean lattices, no trapped powder. Perfect for heat exchangers, medical implants. Competitors leave 30% powder trapped.
Pain 4: Multi-Tech Assembly (FDM + SLA + SLS Parts That Fit Perfectly)
Problem: Different techs have different shrinkage rates—assemblies don’t fit, gaps or binding. Most shops can’t align tolerances across techs.
Zorapid Solution:
- Unified tolerance stack-up analysis (CAD compensation for each tech’s shrink)
- Cross-tech calibration (same reference points for all prints)
- Pre-assembly inspection (on-machine probing)
- Result: All parts fit first try, no gaps, no binding. Competitors require 2–3 reworks.
Pain 5: High-Volume Plastic 3D Prints (1,000+ pcs) with Consistent Quality
Problem: Generic shops can’t scale—quality drops, tolerances drift, lead times stretch. Critical for low-volume production.
Zorapid Solution:
- 24/7 unmanned SLS/FDM cells (automated loading/unloading)
- Batch calibration (same settings for all parts)
- 100% dimensional inspection (CMM for critical features)
- Result: 1,000+ pcs in 5–7 days, ±0.1 mm tolerance consistency, zero defects. Competitors take 2–3 weeks with 10% scrap.
Applicable Materials + Side-by-Side Comparison
Material choice makes or breaks your part. Below are the most common plastics we print daily, with key properties, best uses, and Zorapid’s top picks.
FDM Materials (Low-Cost, Functional)
| Material | Hardness | Strength | Key Traits | Best For | Zorapid Pick | Generic Shop Result |
|---|---|---|---|---|---|---|
| PLA | HRC 20 | Medium | Cheap, rigid, easy to print | Concept models, low-stress parts | Premium PLA (low warp) | Brittle, warps in heat |
| ABS | HRC 25 | High | Tough, impact-resistant, heat-resistant | Functional prototypes, toys, enclosures | Medical-grade ABS (FDA-compliant) | Warps, poor layer adhesion |
| PETG | HRC 28 | Very High | Clear, flexible, durable, food-safe | Bottles, fixtures, transparent parts | High-clarity PETG | Cloudy, stringing issues |
| TPU 90A | Shore 90A | Flexible | Rubber-like, elastic, shock-absorbent | Gaskets, bumpers, flexible parts | Industrial TPU (oil-resistant) | Brittle after UV exposure |
SLA Materials (High-Detail, Smooth)
| Material | Hardness | Strength | Key Traits | Best For | Zorapid Pick | Generic Shop Result |
|---|---|---|---|---|---|---|
| Standard Resin | HRC 30 | Medium | Smooth, detailed, low-cost | Visual prototypes, display models | High-resolution resin | Brittle, yellowes over time |
| Tough Resin | HRC 35 | High | Impact-resistant, snap-fit capable | Functional prototypes, assemblies | Engineering tough resin | Cracks under load |
| Medical-Grade Resin | HRC 32 | Medium | Biocompatible, sterilizable | Dental models, surgical guides | FDA-approved medical resin | Toxic, not sterilizable |
| Heat-Resistant Resin | HRC 40 | High | Withstands 200°C, rigid | Mold masters, high-temp fixtures | High-heat resin | Warps at 150°C |
SLS Materials (Strong, Isotropic, Complex)
| Material | Hardness | Strength | Key Traits | Best For | Zorapid Pick | Generic Shop Result |
|---|---|---|---|---|---|---|
| PA12 (Nylon 12) | HRC 30 | High | Isotropic, durable, chemical-resistant | Functional parts, gears, housings | Virgin PA12 (100% new powder) | Recycled powder → weak parts |
| PA12 + Glass Fiber | HRC 40 | Very High | Stiff, heat-resistant, low warp | Structural parts, brackets, aerospace | 30% glass-filled PA12 | Poor surface finish |
| TPU 90A (SLS) | Shore 90A | Flexible | Elastic, high rebound, durable | Flexible parts, shoe soles, gaskets | SLS TPU (high elasticity) | Less flexible than FDM TPU |
| PA6 | HRC 28 | High | Low-cost, good strength | Low-budget functional parts | Industrial PA6 | Absorbs moisture → weak |
Material Selection Cheat Sheet
- FDM: Pick PLA/ABS/PETG for cheap, large, low-detail parts (concepts, enclosures).
- SLA: Pick tough/medical resin for high-detail, smooth, small parts (dental, snap-fits, visual models).
- SLS: Pick PA12/glass-filled PA12 for strong, complex, functional parts (gears, lattices, assemblies).
Real Client Case Studies
1: US Medical OEM | SLA Surgical Guide (0.1 mm Thin Walls, Medical Resin)
- Challenge: 0.1 mm thin walls, biocompatible, ±0.05 mm tolerance, sterilizable. Previous supplier (generic SLA) delivered cracked parts, 2-week lead time, non-sterilizable.
- Zorapid Solution: High-res SLA + medical-grade resin + controlled post-curing.
- Result: 0 cracks, ±0.04 mm tolerance, FDA-compliant, delivered in 3 days. Client switched all surgical guides to Zorapid.

2: German Automotive Supplier | SLS PA12 Gear Assembly (Complex Lattice, Isotropic)
- Challenge: 5 interlocking gears, internal lattice, ±0.1 mm tolerance, must rotate freely. EU shop (generic SLS) had trapped powder, gears stuck, 3-week lead time.
- Zorapid Solution: SLS PA12 + lattice optimization + bead blasting.
- Result: Gears rotate smoothly, zero trapped powder, isotropic strength, delivered in 4 days. Passed 10,000-cycle durability test.

3: UK Consumer Goods OEM | FDM PETG Enclosure
- Challenge: 300mm × 200mm × 50mm enclosure, clear PETG, ±0.2 mm tolerance, no warping. Local shop (generic FDM) delivered warped, cloudy parts, 1-week lead time.
- Zorapid Solution: Heated chamber FDM + high-clarity PETG + shrinkage compensation.
- Result: Zero warping, crystal clear, ±0.18 mm tolerance, delivered in 2 days. Used for high-end electronic packaging.

Application Scenarios
FDM: Low-Cost Prototypes & Large Simple Parts (40% of our plastic volume)
- Parts: Concept models, enclosures, fixtures, jigs, large low-detail components
- Materials: PLA, ABS, PETG
- Critical Needs: Low cost, fast turnaround, large build volume
- Zorapid Win: Industrial heated chambers eliminate warping—perfect for big parts.
SLA: High-Detail Visual & Medical Parts (35% volume)
- Parts: Dental models, surgical guides, jewelry masters, snap-fit assemblies, display models
- Materials: Tough resin, medical resin, high-res resin
- Critical Needs: Ultra-smooth surface, fine details, tight tolerances
- Zorapid Win: 25 μm layers + medical-grade resin—ideal for regulated medical/dental.
SLS: Functional & Complex End-Use Parts (25% volume)
- Parts: Gears, hinges, lattices, heat exchangers, aerospace brackets, low-volume production parts
- Materials: PA12, glass-filled PA12, TPU
- Critical Needs: Isotropic strength, no supports, complex geometries, durability
- Zorapid Win: Unmanned SLS cells + 100% virgin powder—consistent quality for end-use.
Industry Data + Future Trends (2026–2030)
Global Plastic 3D Printing Snapshot (2026)
| Metric | Data | Source |
|---|---|---|
| Global 3D Printing Market | USD 197.3 Billion | Global Growth Insights |
| Plastic 3D Printing Share | 45% (USD 88.8 Billion) | Mordor Intelligence |
| Tech Adoption Split | FDM 55% > SLS 25% > SLA 20% | Modern Machine Shop |
| Key Customer Pain Point | Tolerance Consistency (68% of buyers) | Zorapid Industry Survey |
| Average Scrap Rate (Generic Shops) | FDM 12–20%, SLA 8–15%, SLS 5–10% | Additive Manufacturing Magazine |
| Top Material Demand | PA12 (35%) > ABS (25%) > Standard Resin (20%) | AMS Material Report |
Key Future Trends + Zorapid’s Position
- SLS Displaces FDM for Functional Parts
- Demand for durable, complex parts rising; FDM’s weak Z-axis limits use.
- Zorapid: Scaling 24/7 SLS cells for low-volume production.
- SLA Dominates Medical/Dental Mass Customization
- Personalized implants/guides booming; SLA’s high detail + biocompatibility wins.
- Zorapid: Expanding medical-grade resin portfolio + FDA compliance.
- Multi-Tech Hybrid Printing Becomes Standard
- Parts combining FDM (structure) + SLA (details) + SLS (strength) growing.
- Zorapid: Unified CAD/tolerance platform for seamless multi-tech assembly.
Delivery Speed Advantage (24/7 Unmanned Cells = 30–50% Faster)
Plastic 3D prints are almost always urgent—delays mean missed product launches, clinical trials, or production deadlines. Our unmanned, automated cells eliminate downtime and speed up delivery.
Standard Lead Times (10–50 Pcs, Standard Size)
| Tech | Zorapid Unmanned Cells | Generic 3D Print Shop |
|---|---|---|
| FDM (PLA/ABS/PETG) | 1–2 days | 2–3 days |
| SLA (Tough/Standard Resin) | 2–3 days | 3–4 days |
| SLS (PA12/Glass-Filled) | 3–4 days | 4–5 days |
| Emergency Rush (5–10 pcs) | 24 hours | 3–5 days |
Why we’re faster:
- 24/7 unmanned operation: No weekend/night downtime
- In-house material stock: All plastics/resins in stock (no lead time for materials)
- Automated post-processing: Washing, curing, sanding done by robots
- Parallel inspection: Printing + quality checks run at the same time
Real example: A medical client needed 50 SLA surgical guides in 3 days. Generic shops said impossible—we delivered in 2 days, 100% inspected.
Why Choose Zorapid for Plastic 3D Printing
- 3 Techs Under One Roof: FDM + SLA + SLS—no need to juggle multiple suppliers.
- Industrial-Grade Quality: Calibrated Stratasys/FORMLABS/TPM3D machines, premium materials, full post-processing.
- Tolerance Guarantee: FDM ±0.15 mm, SLA ±0.05 mm, SLS ±0.1 mm—no surprises.
- 20+ Years of Plastic 3D Print Mastery: 500k+ parts printed, 100+ material grades tested.
- Fastest Lead Times: 24/7 unmanned cells—30–50% faster than generic shops.
- Regulatory Compliance: FDA/ISO 13485 for medical parts, AS9100 for aerospace.
- English-speaking engineers, 24-hour response, DFM reviews in your timezone.
Final Summary
Choosing between FDM, SLA, and SLS doesn’t have to be a gamble. Here’s the simple breakdown:
- FDM: Best for cheap, large, low-detail prototypes (PLA/ABS/PETG).
- SLA: Best for high-detail, smooth, small parts (medical/dental, snap-fits).
- SLS: Best for strong, complex, functional end-use parts (gears, lattices, assemblies).
Zorapid’s one-stop plastic 3D printing service solves your biggest pain points:
- Consistent tight tolerances (no warping, no cracking)
- Premium materials (medical-grade, engineering-grade)
- Fast delivery (24/7 unmanned cells)
- Expertise in impossible jobs (thin walls, complex lattices, multi-tech assemblies)
Whether you need a quick FDM concept model, a high-detail SLA surgical guide, or a durable SLS gear assembly—Zorapid is your trusted partner for perfect plastic 3D prints.
FAQ
Which tech is cheapest for 100 simple prototypes?
FDM (PLA)—$3–$5 per 100g, delivered in 1–2 days. SLA/SLS are 2–3× more expensive for simple parts.
Can SLA parts be used for functional assemblies?
Yes—with tough resin. Zorapid’s tough SLA resin has high impact resistance and snap-fit capability (replacements for ABS).
Are SLS parts waterproof?
Yes (PA12)—PA12 is water-resistant and chemical-resistant. Glass-filled PA12 is even more durable.
What’s the maximum size Zorapid can print?
FDM: 600mm × 400mm × 500mm; SLA: 300mm × 300mm × 400mm; SLS: 500mm × 500mm × 600mm.
Can you mix 3D printing with CNC machining for hybrid parts?
Absolutely. We offer 3D print + CNC post-machining for critical features (tight tolerances, smooth surfaces). Perfect for parts that need both complex geometry and precision.