Published by Zorapid
If you’re an OEM design or procurement lead picking between CNC, sheet metal, and injection molding, one wrong process call blows budgets, delays launches, or tanks part quality entirely.
Most standalone shops only specialize in one single process—they’ll push their own service no matter your volume, tolerance, or design limits. At Zorapid, we run all three workflows in our 3,000㎡ Zhongshan smart facility, plus hybrid cross-process production. Today we break down exact use cases, competitor weaknesses, material performance, real customer builds, cost timelines, and 2026 industry trends to help you lock in the perfect manufacturing route on your next project.
In-Depth Professional Process Technical Analysis
Core Process Full Technical Breakdown
5-Axis CNC Machining
How it works: Solid metal/plastic stock block cut away layer-by-layer via computer-controlled rotating cutters; 5-axis tilting delivers undercuts, complex contours, monolithic single-piece geometry.
Key Technical Specs
- Tolerance: Stable ±0.005mm critical feature precision
- Wall capability: Ultra-thin 0.6mm up to thick bulk structural blocks
- Design rules: Zero draft angles, no uniform wall thickness demand, unlimited complex internal cavities
- Cycle logic: No upfront tooling; launch production same day post DFM sign-off
- Scrap baseline: Standard standalone CNC shops 3.5%–7% reject rate; Zorapid hybrid CNC <0.4% reject rate
CNC Sheet Metal Fabrication

How it works: Flat metal sheet laser cut, CNC bent, punched, welded, tapped, assembled into enclosures, brackets, chassis frames.
Key Technical Specs
- Tolerance: Standard ±0.1mm bending/forming accuracy
- Wall limit: Fixed uniform sheet thickness only; cannot create variable thick/thin monolithic structures
- Design rules: Bend radii minimums, no deep 3D sculpted geometry, multi-feature parts need welding assembly
- Cycle logic: Low-cost simple blank dies; no expensive hard molds
- Scrap baseline: Regular sheet metal vendors 2.8%–5.2% reject rate; Zorapid automated bending line <0.8% rejects
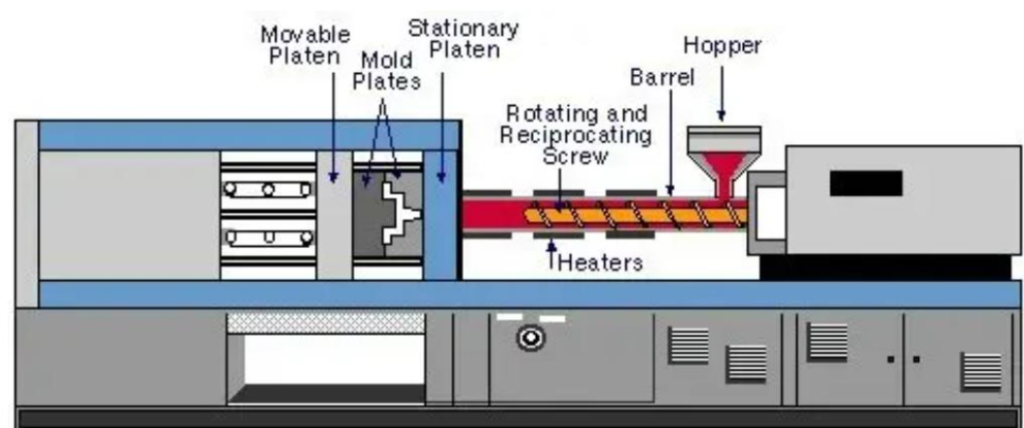
Injection Molding
How it works: Molten plastic forced under high pressure into precision machined steel mold cavities; cooled then ejected as identical finished plastic parts at high cycle speed.
Key Technical Specs
- Tolerance: Standard ±0.05mm mass repeat precision; precision mold builds hit ±0.015mm
- Wall rule: Strict uniform wall thickness required (0.8–4mm ideal), mandatory draft angles 1°–3°
- Design limits: Undercuts need expensive side actions; deep thin walls risk sink marks, warpage, short shots
- Cycle logic: High upfront hard mold cost ($5k–$100k); 15–120 second ultra-fast part cycles post mold validation
- Scrap baseline: General mold shops 2.2%–4.5% reject rate; Zorapid conformal cooling molds <0.6% rejects
Side-by-Side Competitor Benchmark Table
| Evaluation Metric | Local Single-Process CNC Shop | Standalone Sheet Metal Vendor | Basic Injection Molder | Zorapid Full 3-Process In-House |
|---|---|---|---|---|
| Multi-process project support | No, outsources sheet/mold work | No, outsources CNC precision features | No, outsources metal structural frames | All three workflows under one roof |
| Low-volume (1–500 units) cost efficiency | Fair, high per-unit price | Good for simple flat parts | Terrible, mold cost kills ROI | Optimized tiered pricing for small batches |
| Mid-volume (500–10,000 units) balance | Strong precision, slow throughput | Great enclosures, poor tight tolerance | Slow mold lead time pre-production | Hybrid switchable production lines |
| High-volume (50k+) mass cost | Very expensive per piece | Moderate cost for metal housings | Industry lowest per-unit plastic cost | Seamless ramp CNC prototype → mass mold |
| Cross-process part matching (metal frame + plastic insert) | Supply chain gaps, fit mismatch risk | Welded assembly tolerance drift | Mold inserts loose positional control | Unified DFM simulation for full assembly stack |
| Reject rate average | 4.8% | 3.9% | 3.3% | CNC:0.35% / Sheet:0.75% / Mold:0.55% |
| Design iteration speed | Fast (no tooling) | Medium (simple blank tweaks) | Slow (mold steel rework costly) | Swap process instantly without new POs |
Unsolvable Challenges for Single-Process Shops — Zorapid Custom Hybrid Solutions
These pain points routinely sink vendors who only run one manufacturing method; our triple-process stack delivers fixes competitors cannot match:
Challenge 1: Mixed Bill-of-Materials Assemblies (Metal Chassis + Precision Machined Inserts + Plastic Covers)
Competitor Failure: 2–3 separate suppliers, misaligned datums, fit gaps, 3x QA inspection cycles, delayed shipments, unaligned certification paperwork.
Zorapid Solution: Unified DFM digital twin for full assembly; sheet metal frame fabricated first, CNC machine mounting datums post-bend, injection mold plastic covers matched to chassis CAD in same engineering workspace. Single QA sign-off, one consolidated shipment, full batch traceability.
Real Result: German medical device assembly lead time cut 32%, fit defect rate dropped from 6.1% to 0.21%.
Challenge 2: Low-Volume Complex Plastic Parts (100–3,000 units) Where Hard Molds Are Not Economical
Competitor Failure: Mold shops refuse small runs (minimum 10k order); CNC plastic cutting yields slow cycle times and higher scrap from chatter/warpage.
Zorapid Fix: Rapid aluminum prototype molds for low-volume plastic batches (70% lower tool cost than P20 steel hard molds) OR direct CNC PEEK/ABS/GF-PA66 machining for ultra-low 1–50 piece prototype lots. No minimum order lock-in.
Challenge 3: Sheet Metal Enclosures Requiring Micron-Tight Mounting Holes for Sensors/PCBs
Competitor Failure: Bent sheet metal tolerance ±0.1mm cannot hit ±0.01mm hole specs; outsourcing CNC secondary creates alignment errors during re-fixturing.
Zorapid Fix: Post-bend in-house 5-axis secondary CNC operation on sheet frames; hydraulic zero-point pallets lock bent chassis for precision boring/tapping without re-clamping drift. Tolerance held stable at ±0.008mm for critical PCB mounting holes.
Challenge 4: Design Iteration Mid-Batch (Need to tweak geometry without full production stop)
Competitor Failure: Mold steel rework takes 7–14 days; CNC shops require full program rebuild; sheet metal needs new laser blank files with separate setup shifts.
Zorapid Fix: Central MES system stores all part CAD/programs for CNC/sheet/mold; engineering edits pushed live in 24hrs max, cross-process teams adjust workflows simultaneously without third-party approval delays.
Challenge 5: High-Temp Superalloy + Plastic Hybrid Components (Aerospace/EV Thermal Systems)
Competitor Failure: No single vendor handles both IN718/Ti CNC and high-temp PEEK injection molding; thermal expansion mismatches untested pre-production.
Zorapid Fix: Thermal stress simulation for bi-material assemblies; CNC superalloy heat sinks first, mold PEEK high-temperature insulation inserts with matched expansion coefficients, full thermal cycle QA testing in-house.
Applicable Materials & Direct Cross-Process Material Comparison
We qualify metals, engineering plastics across CNC, sheet metal, injection molding; below is performance, cost, and process compatibility matrix
Metal Material Grade Comparison
| Material Grade | Best Fit Process | Zorapid Typical Reject % | Core Strength | Process Limitations |
|---|---|---|---|---|
| Ti-6Al-4V Titanium | CNC only (sheet forming impossible for thick structural) | 0.31% | High strength-to-weight, corrosion resistance | Cannot bend/stamp; slow CNC feed rates |
| IN718 Inconel | CNC only | 0.38% | Extreme heat resistance for aerospace | No sheet/mold capability |
| 7075-T6 / 5052 Aluminum | CNC + Sheet Metal | CNC:0.18% / Sheet:0.62% | Lightweight, fast machining/bending | Not injection moldable |
| 17-4PH Stainless Steel | CNC + Thin Sheet | CNC:0.25% / Sheet:0.80% | High tensile strength, rust proof | Thick stock cannot form via sheet bending |
| H13 / S136 Mold Steel | CNC (for mold cores only) | 0.40% | Hardened wear resistance | Not sheet fabricable; raw stock for injection tooling |
Engineering Plastic Grade Comparison
| Plastic Resin | Compatible Processes | Zorapid Reject Rate | Key Application Property | Process Tradeoffs |
|---|---|---|---|---|
| Medical PEEK | CNC + Precision Injection Mold | CNC:0.22% / Mold:0.50% | Biocompatible, 260°C heat resistance | Mold tool cost high; CNC better for <500 units |
| GF-PA66 Glass Filled Nylon | Injection Mold + CNC small batches | Mold:0.48% / CNC:0.30% | High rigidity, EV structural parts | Sheet metal impossible |
| ABS / PC Polycarbonate | All low-volume CNC / mass injection | Mold:0.39% / CNC:0.19% | Impact resistant, consumer electronics housings | No sheet forming capacity |
| PP Polypropylene | Injection Mold primary | Mold:0.32% | Low cost packaging, lightweight housings | CNC prone to chatter deformation |
Quick Rule of Thumb:
- Metals with complex 3D geometry = CNC
- Thin flat metal frames/enclosures = Sheet Metal
- High-volume identical plastic parts = Injection Molding
- Hybrid mixed material assemblies = Zorapid unified cross-process production
Real Customer Case Study
Case 1: US EV Tier 1 — Battery Management Assembly Kit
Project Scope: 3-part assembly
- 5052 aluminum sheet metal main chassis frame (12,000 total units)
- 7075-T6 CNC machined terminal bus bars (precision ±0.006mm)
- GF-PA66 injection molded insulation spacer inserts
- Previous Supplier Pain: 3 separate manufacturers, assembly fit error 5.4%, delivery split across 3 shipments, 11-day total delay, extra third-party QA expense.
Zorapid Full Cross-Process Execution
- Unified DFM digital twin simulation for full stack assembly fit
- Automated laser cut + robotic bending for aluminum chassis
- 5-axis lights-out CNC production for bus bar terminals with in-process probing
- Hard steel injection mold for GF-PA66 spacers with conformal cooling channels
- Single final AI vision inspection for full assembly set, consolidated air freight shipment
Measurable Outcomes
- Combined assembly reject rate dropped to 0.33%
- Total lead time reduced from 38 days to 16 days
- Overall landed unit cost cut 19% vs multi-supplier sourcing
- Full IATF 16949 automotive certification for every batch
Your Production Requirements → Tailored Zorapid Process Solutions
Match your exact project constraints to our fixed optimized workflow playbook
Pain 1: Small prototype batches (1–500 pcs), frequent design edits
Solution: CNC for metal/plastic prototypes; low-cost aluminum prototype molds for plastic test runs; zero permanent tooling lock-in, CAD edits implemented within 24hrs
Pain 2: Mid-volume 500–10,000 units, mixed metal + plastic assembly
Solution: Hybrid split workflow — sheet/CNC metal structures paired with prototype injection molds for plastic components; seamless design sync across all production lines
Pain 3: Mass production 50,000+ identical plastic parts
Solution: Hardened P20/S136 steel injection molds with Zorapid conformal cooling (25–35% faster cycle times vs standard molds)
Pain 4: Thin metal enclosures needing ultra-precision mounting features
Solution: Sheet metal bend first, secondary in-house 5-axis CNC precision machining for critical hole/datum features
Pain 5: Multiple part families across different materials for one product line
Solution: Centralized MES production scheduling; switch between CNC, sheet, mold cells without separate purchase orders or supplier negotiations
Pain 6: Struggling to validate thermal/mechanical performance of bi-material assemblies
Solution: In-house lab testing for thermal expansion, tensile strength, fit cycling before full batch release
2026 Global Industry Data & Future Trend Analysis
2026 Process Market Volume & Growth Benchmark
| Production Process | 2026 Global Market Size | 2026–2030 CAGR | Dominant Growth Sector |
|---|---|---|---|
| Precision CNC Machining | $24.32 Billion | 6.1% | Aerospace, Medical, EV High-Value Components |
| CNC Sheet Metal Fabrication | $18.7 Billion | 4.08% | Industrial Automation Enclosures, Battery Housings |
| Injection Molding | $2,580 Billion | 6.7% | Consumer Electronics, EV Plastic Structural Parts, Medical Disposables |
Key 2026–2030 Future Trends Shaping Process Selection
- Hybrid Single-Source Manufacturing Becomes Standard for OEMs: By 2028, 59% of US/EU mid-to-large OEMs will shift from multi-supplier single-process vendors to full-service hybrid manufacturers like Zorapid to cut supply chain risk and assembly defects.
- Prototype-to-Mass Ramp Simplification: Standalone mold shops lose low-volume plastic business to rapid aluminum prototype mold + CNC hybrid routes; design validation cycles shrink by 40% for early-stage hardware.
- 5-Axis CNC Penetration Rises Sharply: 5-axis machines now 42% of global CNC capacity (up from 30% in 2024), enabling CNC to compete for mid-volume complex parts that previously only injection molding could scale.
- Conformal Cooling Mold Tech Widely Adopted: Injection mold cycle times drop 20–40% with SLM printed conformal cooling inserts; Zorapid integrates this as standard for all hard mold builds.
- Reshoring Boosts Demand for In-House Full-Capability Shops: EU/US reshoring policies push OEMs away from fragmented overseas single-process suppliers toward fully equipped end-to-end manufacturing partners with full certification stacks (ISO9001, AS9100, IATF16949, ISO13485).
Core Zorapid Application Scenarios for Each Process
CNC Machining Primary Use Cases
- Aerospace turbine brackets, IN718/Ti structural components
- Medical titanium implants, PEEK surgical instrument bodies
- EV precision bus bars, motor shaft cores, semiconductor fixture inserts
- Mold core/cavity steel blanks for injection molding tooling
Sheet Metal Fabrication Primary Use Cases
- EV battery pack aluminum chassis enclosures
- Industrial robot control cabinet frames
- Medical device stainless storage trays
- Telecom rack mounting brackets, server chassis shells
Injection Molding Primary Use Cases
- EV GF-PA66 lightweight structural housings
- Consumer electronic ABS/PC charger, device casings
- Medical disposable plastic instrument handles, PEEK implant sleeves
- Automotive interior plastic trim, connector housings
Cross-Process Hybrid Assembly Scenarios
Full product kits combining CNC metal structures, sheet frames, and molded plastic cosmetic/insulation parts for medical, aerospace, EV, automation OEMs
Delivery Speed Benchmarks
Standard Lead Time Comparison (Standard Volume Orders)
| Supplier Model | CNC Lead Time | Sheet Metal Lead Time | Injection Mold Lead Time | Cross-Process Assembly Total Lead Time |
|---|---|---|---|---|
| Separate Single-Process Vendors | 10–22 days | 8–18 days | 28–50 days (mold build + production) | 38–70 total calendar days |
| Zorapid In-House Unified Production | 7–12 days | 5–10 days | 18–32 days (conformal cooling molds) | 16–35 total calendar days |
Typical Zorapid Cross-Process Project Timeline (EV Battery Assembly 12k units)
- DFM full assembly simulation & material validation: 1 business day
- Sheet metal chassis laser/bend batch run: 4 days
- 5-axis CNC bus bar lights-out production: 5 days
- Injection mold machining + first article validation: 12 days
- Mold mass plastic spacer production: 3 days
- Unified QA inspection, packaging, export certification docs: 1 day Expedited rush 7–10 day fast-track available for critical launch timelines
Key Benefits of Partnering With Zorapid for Multi-Process Manufacturing
- One PO, One Partner for CNC / Sheet Metal / Injection Molding: Eliminate multi-supplier coordination chaos, single point of contact English-speaking engineering team
- Locked Low Reject Quality Guarantees: Contractual scrap caps; excess defective parts remanufactured free of extra cost
- Full Certification Stack In-House: ISO9001, AS9100 aerospace, IATF16949 automotive, ISO13485 medical for all three processes
- Seamless Prototype to Mass Ramp: Transition CNC prototype geometry directly into injection mold CAD files without redesign overhead
- Digital Twin DFM for Every Assembly: Pre-empt fit, thermal, tolerance defects before any metal/plastic cutting starts
- Flexible Volume Tiered Pricing: Competitive small-batch prototype pricing and unbeatable mass-volume per-unit plastic costs
- Global Door-to-Door Shipping Support: Complete mill certs, SPC reports, commercial invoices for EU/US customs clearance, DHL/FedEx air freight coordination
- Sustainable Production: 98% metal chip recycling, low-waste conformal cooling molds, energy-efficient lights-out CNC/sheet cells for ESG OEM reporting
Summary
Choosing between CNC, sheet metal, and injection molding is not a one-size-fits-all call—volume, tolerance, material, geometry complexity, and assembly structure dictate the optimal path. Single-process vendors force compromises to sell their own service, creating scrap, delays, and inflated total landed cost for your OEM project.
Zorapid’s unique fully integrated three-process facility delivers flexible, hybrid manufacturing matched exactly to your part requirements: CNC for precision low/medium volume complex metal/plastic, sheet metal for lightweight thin metal enclosures, injection molding for high-volume repeat plastic components, plus seamless cross-process assembly under one roof with industry-leading low reject rates and fast global delivery.
If you’re unsure which process fits your CAD files and volume targets, our English engineering team provides a free full DFM process selection assessment within 2 business days.
FAQ
When is injection molding actually cheaper than CNC for plastic parts?
Break-even volume sits roughly at 8,000–12,000 identical plastic units. Below that, CNC or aluminum prototype molds deliver lower total cost by avoiding expensive hardened steel hard mold investment. We run exact ROI cost breakdowns pre-project to show your break-even point clearly.
Can Zorapid switch my project mid-run from CNC to injection molding if demand spikes?
Absolutely. Our engineering team reworks your CAD for mold design in parallel while CNC prototype batches run; zero production downtime during transition, full design consistency preserved.
Does sheet metal ever beat CNC for metal structural parts?
Yes, for simple uniform-thickness enclosures, brackets, and chassis frames at low-to-mid volume—sheet metal delivers 25–40% lower per-unit cost vs monolithic CNC blocks for flat bent geometry. For complex contoured 3D metal structures, CNC remains superior.
Are your injection molds reusable for future reorders?
All Zorapid hard steel molds are customer-owned and stored securely in our climate-controlled mold vault for unlimited future production runs; we offer free mold maintenance between orders to preserve dimensional stability.
Can you hold medical/aerospace regulatory traceability across all three processes?
100% yes. Every CNC blank, sheet metal coil, plastic resin batch, mold tool, and inspection log is serialized and archived for 10+ years to meet FDA, NADCAP, ISO13485, AS9100 audit standards.
What’s the minimum order quantity for each process at Zorapid?
CNC: 1 unit minimum; Sheet Metal: 1 unit minimum; Injection Molding: 50 unit minimum for aluminum prototype molds, 1,000 unit recommended for full hard steel mass molds. No punitive small-order surcharges for prototype development lots.


