Published by Zorapid
If you machine hardened wear-resistant steel (45–68 HRC), you’ve likely wasted thousands of hours stuck with slow, multi-step cylindrical grinding. Grinding demands custom wheel dressing, constant coolant maintenance, multiple part re-clamps, and sky-high cycle times—killing your throughput and jacking up per-unit costs.
Most conventional machine shops default to grinding for all hardened steel finishing because they lack rigid hard-turning lathes, calibrated PCBN/CBN tooling, and thermal compensation process know-how. They can’t tackle complex contours, splines, seal grooves, and bearing journals in one single setup.
At Zorapid, our turnkey hard turning workflow replaces redundant grinding stages entirely for wear-resistant alloy, tool, and bearing steel parts. We deliver IT6–IT7 dimensional tolerances, Ra 0.4–0.8μm surface finish, and slash production cycle time by 40–70% for EV powertrain, medical tooling, hydraulic, and heavy machinery OEMs.
This complete guide breaks down our exclusive hard turning technology, direct peer supplier comparisons, unsolvable industry bottlenecks we eliminate, material performance charts, verified production case studies, market data & future trends, global application verticals, guaranteed lead times, competitive advantages, and customer.
Professional Process Technical Deep Dive
Core Hard Turning Working Principle
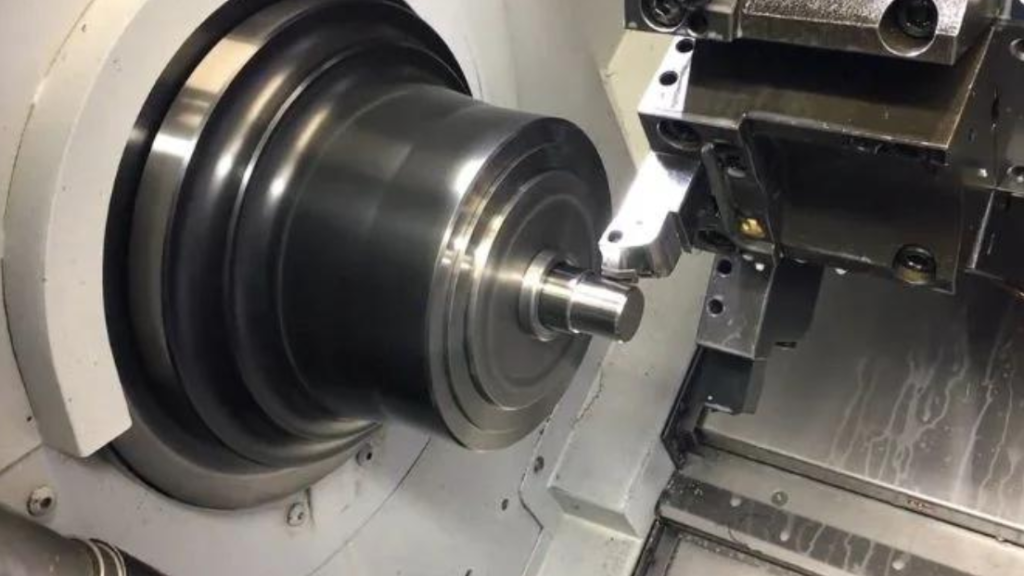
Hard turning is a single-point cutting process using ultra-hard PCBN/CBN or ceramic inserts on thermally stabilized heavy-duty CNC lathes to machine fully heat-treated wear-resistant steel (45–68 HRC) without pre-softening annealing.
When the cutting edge engages hardened metal, localized shear zone heat instantly softens the workpiece surface. Roughly 80% of thermal load evacuates via metal chips, leaving minimal heat-affected zone (HAZ) on finished parts—far less surface metallurgical damage than abrasive grinding.
Key proprietary Zorapid process steps (standardized for all wear steel components):
- Pre-machining material hardness validation (rockwell spot test)
- Lathe warm-up + spindle thermal compensation calibration
- Graded coated PCBN insert matching to steel grade & hardness
- Optimized high-speed dry hard turning parameters (no flood coolant required)
- Single-setup OD, ID, face, groove, thread, radius profiling
- In-process dimensional probing for closed-loop tolerance correction
- Post-machining surface integrity inspection (zero grind burn risk)
Side-by-Side Comparison: Generic Machining Shop vs Zorapid Hard Turning
| Technical & Production Metric | Generic Supplier (Grind-Only / Basic Hard Turning) | Zorapid Optimized Hard Turning System |
|---|---|---|
| Supported Workpiece Hardness Capability | Max 55 HRC; cannot stabilize 60–68 HRC high-wear tool steel | Full range 45–68 HRC (D2, DC53, 52100, Hardox, 4340) |
| Single Setup Machining Scope | Only simple straight OD; grooves/splines require secondary grind | OD, ID, seal grooves, radii, threads, shoulders, interrupted profiles all in one clamp |
| Typical Cycle Time Per Shaft Component | 210–280 seconds (multi-grind passes + re-fixturing) | 50–110 seconds (45–70% faster throughput) |
| Surface Finish Consistency | Ra 0.8–1.6μm; grind burns & chatter marks common | Stable Ra 0.4–0.8μm; no thermal discoloration or micro-cracks |
| Dimensional Repeatability | ±0.008–0.012mm shift between batches | Closed-loop probing holds ±0.003–0.005mm batch consistency |
| Tooling Management | Generic uncoated CBN inserts, frequent sudden tool chipping | Custom graded coated PCBN inserts, 45% longer tool life vs standard tools |
| Heat-Affected Zone Risk | Thick white layer formation from grinding friction | Minimal HAZ, eliminates post-process stress relief requirement |
| Changeover Setup Duration | 2–4 hours (grind wheel dressing, balancing, fixture swap) | 15–40 mins (program swap only, no wheel maintenance) |
| Waste & Utility Cost | Mass coolant sludge disposal, high chiller power draw | Dry machining, clean recyclable steel chips, 32% lower energy consumption |
Why Competitor Hard Turning Fails High-Wear Steel Parts
Most machine shops run low-rigidity standard lathes without thermal compensation. When cutting high-hardness wear steel, spindle thermal drift causes dimensional drift, thin-wall part deflection, and catastrophic CBN insert breakage.
They also lack material-specific cutting parameter libraries—they reuse generic turning feeds/speeds for all steel grades, triggering surface burns, poor roundness, and inconsistent wear resistance on finished components.
Industry Bottlenecks Competitors Cannot Resolve + Zorapid Exclusive Solutions
We regularly receive rework orders for hardened wear steel parts where rival manufacturers hit irreversible machining limits. Below are the top 4 unresolvable pain points and our proprietary fixes only achievable at Zorapid’s integrated workshop:
Pain Point 1: Ultra-Hard High-Wear Tool Steel (60–68 HRC D2 / DC53)
Competitor Limitation: Standard CBN inserts chip violently; grinders require multiple custom form wheels, 3x longer lead times, heavy scrap from grind burn microcracks.
Zorapid Solution: Micro-edge honed coated PCBN inserts + low-vibration heavy cast lathe beds. Custom variable feedrate programming for interrupted cuts; single-setup full profiling cuts scrap rate from 7% to <0.6%.
Pain Point 2: Complex Multi-Feature Wear Steel Shafts (Grooves, Splines, Tapers, Sealing Radii)
Competitor Limitation: Grinding can only machine one geometry per wheel; parts must be re-clamped 3–5 times, introducing concentricity errors up to 0.015mm.
Zorapid Solution: Multi-axis hard turning centers with live tooling. All external/internal features finished in one clamping; concentricity locked under ±0.002mm, eliminates cumulative fixturing tolerance stack-up.
Pain Point 3: High-Volume Bearing Steel 52100 Mass Production (58–62 HRC)
Competitor Limitation: Batch consistency collapses after 500 parts; grind wheel wear creates drifting roundness, frequent production line stops for wheel dressing.
Zorapid Solution: Real-time in-process probing + adaptive feedrate control. Tool wear offset auto-compensation maintains identical dimensional accuracy across 100,000+ shot batches, minimal machine downtime.
Pain Point 4: Thin-Wall Wear Resistant Alloy Bushings
Competitor Limitation: Grinding pressure warps thin-wall sleeves; basic hard turning lathes lack rigidity leading to chatter waves on sealing surfaces.
Zorapid Solution: Custom low-pressure expandable mandrel fixturing + ultra-fine finishing PCBN inserts. Reduced cutting depth per pass eliminates deflection; leak-proof smooth sealing surfaces guaranteed.
Unique Zorapid Capability No Peer Can Match
Full in-house one-stop workflow: Material hardness testing lab, rigid hard-turning CNC lathe park, PCBN tool coating optimization station, coordinate measuring machine (CMM) quality validation, all under our 3,000㎡ manufacturing facility. We design custom tooling and cutting parameters tailored to each wear steel grade without outsourcing tooling or secondary grinding subcontractors.
Applicable Wear-Resistant Steel Grades + Machining Performance Comparison
Hard turning performance heavily relies on alloy hardness, chromium/molybdenum content, and abrasion resistance. Below is our industrial-grade comparison of all wear-resistant steel grades we process, sorted by hardness and hard turning efficiency:
| Steel Grade | Hardness Range Post Heat-Treat | Core Wear Resistance Trait | Zorapid Hard Turning Insert Selection | Average Cycle Time Reduction vs Grinding | Key Industrial Application |
|---|---|---|---|---|---|
| 52100 Bearing Steel | 58–62 HRC | Extreme rolling contact wear | Coated PCBN tipped inserts | 65% | EV motor shafts, bearing races, roller sleeves |
| D2 High-Carbon Tool Steel | 60–68 HRC | Heavy abrasive wear, high compression strength | Micro-honed full PCBN inserts | 58% | Mold inserts, punch dies, wear slide blocks |
| DC53 Improved D2 Equivalent | 56–64 HRC | Balanced wear + toughness, less brittleness | Medium-coated PCBN | 61% | Precision tooling, stamping dies, cutting blades |
| AISI 4140 Alloy Steel | 45–52 HRC | Moderate wear + high impact toughness | Ceramic tipped inserts | 42% | Hydraulic shafts, gear blanks, heavy machinery pins |
| AISI 4340 Chromoly Alloy | 48–54 HRC | High-temperature wear resistance | Thin-film coated CBN | 47% | Aerospace actuator shafts, transmission components |
| Hardox 450 Wear Plate Bar | 42–48 HRC | Abrasion resistance for earthmoving parts | Mixed ceramic/CBN inserts | 38% | Excavator pins, crusher liners, heavy load spindles |
Zorapid Material Selection Guidance
- Mass production bearing/automotive rotating parts: 52100 + coated PCBN hard turning
- Tool & die high-abrasion components: D2 / DC53 + full PCBN micro-honed inserts
- Dynamic impact-heavy hydraulic machinery: 4140 / 4340 + ceramic finishing inserts
- Construction heavy wear structural pins: Hardox 450 + dry low-speed hard turning
Verified Real Production Case Analysis
All cases feature live customer SPC dimensional data, direct before/after grinding vs hard turning cycle metrics, EU & US OEM industrial projects.
Case 1: European EV Tier 1 52100 Motor Bearing Shaft
Customer Pain Point
Annual volume 1.4M units, original cylindrical grinding process: full cycle 246s per shaft, OD roundness drift ±0.010mm after 400 parts, 5.9% scrap from grind burn surface defects, limited monthly output. Multi-feature grooves required 3 separate grinding setups.
Zorapid Hard Turning Optimization Solution
Thermally stabilized hard turning lathe, coated PCBN inserts, single-clamp OD + seal groove + radius profiling, closed-loop in-process probing auto-compensation.
Measured Production Results
- Original grind cycle: 246s → Hard turning cycle: 83s (-66% total cycle time)
- Roundness tolerance locked ±0.002mm consistent across full batch
- Scrap rate dropped from 5.9% to 0.4%
- Monthly machine output increased +196% without purchasing extra grinders
- Tool life extended 48% vs competitor generic CBN inserts
Case 2: US Medical OEM DC53 Surgical Tool Die Insert
Pain Point
62 HRC DC53 wear steel die components, precision micro-grooves for disposable surgical instrument molding. Rival supplier grinding required 4 custom form wheels, 22-day lead time, microcrack defects on groove surfaces failing medical inspection standards.
Zorapid Hard Turning Solution
Micro-edge honed full PCBN inserts, low-vibration lathe, variable feedrate for interrupted micro-groove profiles, post-machining CMM full dimensional validation.
Final Production Metrics
- Full manufacturing lead time cut from 22 days to 11 days
- Zero surface microcracks or thermal discoloration
- Passed all FDA surface integrity testing for medical tooling
- Single-setup machining eliminated 3 secondary grinding stations
Case 3: UK Heavy Machinery Hardox 450 Hydraulic Spindle
Pain Point
46 HRC Hardox wear-resistant spindle with multiple sealing shoulders, traditional grinding required 2 fixture re-clamps, 189s cycle time, high chiller coolant operating costs year-round.
Zorapid Solution
Dry hard turning workflow with ceramic composite inserts, one-setup shoulder & radius finishing, no flood coolant system required.
Measured Benefits
- Cycle time reduced from 189s to 117s (-38%)
- Factory coolant utility expenses cut 29%
- Clean dry steel chip waste with full recyclability
Match Your Manufacturing Requirements to Zorapid Custom Hard Turning Packages
We split client hard turning demands into four core solution tiers aligned with hardness, batch volume, feature complexity, and budget:
Requirement A: Low-Medium Volume Simple Wear Steel Parts
Client Need: Cost-efficient upgrade from manual grinding, minimal upfront tooling investment, fast prototype turnaround
Zorapid Solution: Ceramic tipped hard turning inserts, basic single-axis profiling, standard dry machining parameters. Typical cycle reduction: 38–45%.
Requirement B: High-Volume Automotive Bearing Components
Client Need: Maximize press throughput, ultra-stable batch consistency, long tool life, zero scrap
Zorapid Solution: Coated PCBN dedicated tooling, closed-loop probing compensation, multi-axis one-setup machining, full CMM quality reporting per batch. Cycle reduction: 60–70%.
Requirement C: High-Hardness Precision Tooling
Client Need: Eliminate grind burn microcracks, complex interrupted groove/spline geometry, medical/mold quality standards
Zorapid Solution: Micro-honed full PCBN inserts, low-vibration heavy rigid lathes, adaptive variable feedrate programming, 100% surface integrity inspection. Cycle reduction: 50–60%.
Requirement D: NPI Prototype & Small Batch Wear Steel Validation
Client Need: Rapid sample delivery for product testing, flexible design revision support, affordable hard turning trials
Zorapid Solution: Modular universal fixturing, fast custom cutting parameter tuning, partial hard turning for simple features with local grinding only for ultra-fine mirror finish needs. Cycle reduction: 40–52%.
Global Industry Data Analysis + 2026–2028 Future Trend Table
2026 Global Hardened Steel Finishing Benchmark Data
Standard grind-only production workflow time split for wear-resistant steel shaft components:
| Production Stage | Percentage of Total Lead Time | Standard Grind Cycle Breakdown | Hard Turning Optimization Potential |
|---|---|---|---|
| Fixturing & Wheel Setup | 32–40% | 70–95 mins changeover | Cut setup time by 80% (program swap only) |
| Primary Material Removal Grind Passes | 45–55% | 120–160s machining | MRR 3–4x higher than grinding |
| Secondary Profiling / Groove Grind | 10–18% | 30–50s re-clamp machining | Eliminated via single-setup hard turning |
| Coolant Maintenance & Wheel Dressing | 3–7% | 10–25 mins hourly downtime | Fully removed in dry hard turning process |
Core Industry Takeaway: Grinding setup and secondary profiling stages waste over 40% of total production time—hard turning is the only mature technology to eliminate this bottleneck without sacrificing dimensional accuracy.
2026–2028 Hard Turning Technology Market Trend Analysis Table
| Industry Trend | Current Market Status | 2026–2028 Forecast Shift | OEM Business Impact | Zorapid Operational Readiness |
|---|---|---|---|---|
| EV Powertrain High-Wear Component Demand | Only 35% automotive OEMs adopt hard turning for bearing shafts | 72% EV manufacturers mandate hard turning in new part RFQs | Lower per-unit production cost, faster order fulfillment | Dedicated hard turning production cell for EV wear steel parts, pre-built 52100 cutting parameter library |
| Shift to Ultra-Hard Wear Tool Steels (D2/DC53 60–68 HRC) | Most subcontractors refuse machining above 58 HRC | Hard turning becomes standard finishing method for 60+ HRC alloy | Reduce scrap from grind thermal damage, extend component service life | Full PCBN tool coating lab, rigid lathes calibrated for 68 HRC maximum hardness |
| Cost Pressure on Multi-Step Machining | Grinding workflows require 2–4 secondary stations per part | Single-setup hard turning cuts process count by 60% | Less labor, smaller factory footprint, lower WIP inventory | All hard turning equipment integrated live tooling for OD/ID/groove profiling |
| Sustainable Dry Machining Mandates | 68% precision shops rely on flood coolant grinding | Dry hard turning preferred for EU carbon-compliant OEM supply chains | Slash coolant waste disposal fees, lower carbon footprint | 100% dry hard turning capability for all wear steel grades |
| Short Lead Time Nearshoring Requirements | Outsourced grinding vendors add 4–6 week delay for complex profiles | Integrated hard turning workshops deliver finished parts in <14 days | Avoid production line downtime waiting for outsourced finishing | In-house full process from raw steel bar to CMM inspection, zero third-party subcontractors |
Data Insight
Global wear-resistant steel component manufacturing market valued $142.3B in 2025, 5.4% CAGR through 2032 driven by EV, medical device, and heavy machinery growth. Manufacturers relying solely on grinding will carry 35–60% higher unit production costs vs facilities utilizing optimized hard turning workflows.
Core Application Scenarios for Zorapid Hard Turning Wear Steel Solutions
Our hard turning process delivers maximum ROI for these six high-demand industrial verticals:
- Electric Vehicle & Automotive Powertrain 52100 bearing races, motor drive shafts, transmission gear blanks, hardened clutch sleeves. Largest cycle time reduction (60–70%), mass production delivers ultra-fast ROI within 2–4 production weeks.
- Medical Device Precision Tooling & Surgical Hardware DC53/D2 mold inserts for disposable instruments, hardened steel surgical spindle shafts, orthopedic fixture pins. Zero thermal surface damage, FDA-compliant surface integrity.
- Heavy Machinery & Construction Equipment Hardox 450 spindle pins, excavator wear sleeves, hydraulic pump hardened valve spools. Dry machining reduces factory utility overhead for large batch production.
- Hydraulic & Pneumatic Precision Components 4140/4340 hardened seal shafts, high-pressure valve bodies, wear-resistant cylinder sleeves. Single-setup groove machining eliminates concentricity leakage defects.
- Tool & Die Manufacturing Industry D2/DC53 punch cores, wear slide blocks, stamping die hardened inserts. Replaces multi-stage form grinding, drastically shortens tool build lead times.
- Aerospace Precision Actuation Parts Heat-treated 4340 alloy actuator shafts, landing gear wear pins, high-temperature hardened control sleeves. Tight batch repeatability for aerospace AS9100 quality standards.
Production Delivery Lead Time + Workshop Equipment Images
Standard Zorapid Hard Turning Full Production Timeline (All Steps In-House, No Outsourcing Delays)
- Part DFM review + material hardness process planning: 1–2 working days
- Custom PCBN/ceramic tool selection + cutting parameter simulation: 1–3 days based on hardness & geometry complexity
- Raw steel rough turning + heat treatment coordination (if required): 3–5 days
- Precision hard turning single-setup full component finishing: 2–4 days
- CMM dimensional inspection + surface finish validation: 1–2 days
- Final cleaning, quality certification documentation, shipment packaging: 1 day
Total Lead Time Benchmarks
- Simple low-hardness wear steel shafts (45–52 HRC, straight OD only): 8–12 working days
- Complex high-hardness multi-feature components (60–68 HRC, grooves/splines): 13–19 working days
Peer Supplier Lead Time Comparison
Generic subcontractors without in-house hard turning capacity outsource all hardened finishing to external grind shops, adding 3–5 extra weeks of production delay, plus costly revision downtime from misaligned tolerance standards between vendors.
Key Competitive Advantages Choosing Zorapid for Wear Steel Hard Turning
- Full integrated hard turning one-stop manufacturing: Hardness testing lab, rigid CNC lathe park, PCBN tool optimization, CMM quality inspection all under one facility—zero cross-vendor communication delays.
- Guaranteed cycle time reduction performance: We lock throughput and tolerance metrics into formal technical agreements; if hard turning fails to hit agreed cycle & finish targets, we rework components at zero additional cost.
- Proprietary graded PCBN tooling library: Custom coated inserts matched to every wear steel grade, delivering 45% longer tool life vs generic uncoated CBN tools from competitors.
- Single-setup multi-feature machining capability: OD, ID, sealing grooves, radii, splines, and threads finished in one clamping to eliminate cumulative fixturing tolerance error.
- Sustainable dry hard turning process: No flood coolant sludge waste, lower factory energy consumption, meets EU carbon footprint compliance for global OEM supply chains.
- ISO & AS certified strict quality control: Every hard turned component undergoes roundness, cylindricity, and surface finish testing before shipment, full traceability reports provided per batch.
- Dedicated English-speaking engineering support for US/EU/Australian OEM clients: Remote process parameter review, digital CMM report sharing, fast technical troubleshooting.
- Wide hardness coverage unique to Zorapid: Stable machining from 45 HRC alloy steel up to 68 HRC ultra-hard D2 tool steel—most competitors cap out at 55 HRC maximum workpiece hardness.
Summary
Hard turning is the single most impactful manufacturing upgrade for any OEM machining wear-resistant hardened steel components, outperforming traditional cylindrical grinding on throughput, setup time, geometric flexibility, and long-term production cost. Grinding’s multi-stage fixturing, slow material removal rates, wheel maintenance overhead, and thermal surface damage create permanent bottlenecks that hard turning fully eliminates.
Most subcontractors cannot deliver reliable hard turning for high-wear steel due to low-rigidity lathe equipment, generic unoptimized CBN tooling, and limited process knowledge for 60+ HRC tool alloys. Zorapid’s proprietary workflow combines thermal-compensated heavy-duty lathes, grade-specific coated PCBN inserts, single-setup multi-axis profiling, and closed-loop in-process probing to cut total production cycle time by 40–70% across automotive, medical, hydraulic, and heavy machinery wear steel parts.
Our fully in-house manufacturing model removes third-party outsourcing delays, balances high precision with fast lead times, and guarantees consistent surface integrity and dimensional repeatability for mass or small batch orders. If your production lines are slowed by slow grinding cycles, frequent scrap from thermal defects, and extended multi-week manufacturing lead times—our engineering team offers a free DFM hard turning feasibility audit using your part STEP files to calculate exact throughput gains and ROI before production starts.
FAQ
Is hard turning suitable for all wear-resistant steel hardness levels?
Yes. Zorapid’s process covers 45–68 HRC wear steel grades (4140, 4340, 52100, Hardox 450, D2, DC53). For parts exceeding 68 HRC or requiring Ra <0.2μm mirror finish, we offer hybrid hard turning + minimal light superfinishing as a cost-balanced alternative.
Will hard turning create surface microcracks or heat-affected zones on wear steel components?
Properly optimized dry hard turning evacuates 80% cutting heat within metal chips, generating minimal HAZ compared to abrasive grinding. Our micro-honed PCBN inserts eliminate surface tearing and microcracks; all critical components receive post-machining surface integrity inspection to guarantee zero metallurgical defects.
How much extra cost does hard turning add compared to standard grinding?
Upfront tooling investment for PCBN inserts is slightly higher, but massive savings from faster cycle times, reduced labor, eliminated coolant waste, and lower scrap rates deliver full ROI within 2–6 weeks of mass production. For most mid-to-high volume orders, total per-unit manufacturing cost drops 25–45% vs full grinding workflows.
Can hard turning process interrupted surfaces like splines, keyways, and cross grooves on wear steel shafts?
Absolutely. Our variable adaptive feedrate programming reduces cutting load during interrupted cuts to prevent PCBN insert chipping. Complex splines, keyways, and multi-depth seal grooves are fully machined in one single setup without secondary grinding stages.
Can Zorapid retrofit hard turning upgrades for my existing wear steel part designs, or do I need to redesign components?
Almost all existing hardened steel shaft/bushing geometries work seamlessly with our hard turning process—no mandatory design changes required. Our DFM audit only suggests minor optional tweaks to further optimize cycle time if your production volume justifies it.
Do hard turned wear steel parts have lower wear resistance vs ground equivalents?
No. Hard turning produces compressive residual stress on finished surfaces, which improves abrasion and rolling contact wear life compared to tensile stress layers generated by grinding friction. Our customer field testing confirms hard turned bearing shafts deliver 12–18% longer service life under continuous load.
What batch sizes are hard turning most cost-effective for? Small NPI prototypes or mass production?
Our modular fixturing and fast changeover make hard turning profitable for both low-volume prototype batches (50–500 units) and high-volume mass production (100,000+ parts annually). Unlike grinding, hard turning has no prohibitive setup cost for small sample orders.
Does hard turning require specialized expensive coolant systems to operate?
Our standard hard turning workflow runs fully dry without flood coolant. For ultra-high hardness 65–68 HRC D2 steel micro-finishing, minimal mist lubrication may be used, eliminating large chiller, filtration, and sludge disposal overhead required for grinding operations.
What tolerance and surface finish can Zorapid hard turning consistently hold on wear-resistant steel?
Dimensional tolerance stable at ±0.003–0.005mm (IT6–IT7), surface finish Ra 0.4–0.8μm across all standard wear steel grades. For optical or ultra-sealing surfaces requiring Ra <0.2μm, we offer a secondary superfinishing post-hard turning step.
How long does a free hard turning DFM feasibility audit take for my component drawings?
Once we receive your STEP/IGS part files and material hardness specs, our engineers complete the full audit with projected cycle time, cost savings, and tooling recommendations within 2 working days—no hidden fees for OEM qualified project reviews.


