Published:Zorapid.Ltd
Semiconductor process chambers (etch, deposition, PVD/CVD, ALD, ion implant) operate under UHV ultra-high vacuum, high plasma energy, corrosive process gases, high temperatures, and strict particle contamination limits. Even submicron (0.1μm+) particulate debris, residual hydrocarbons, metallic contamination, or surface roughness defects cause wafer yield loss, plasma arcing, drift in etch rates, and expensive fab downtime.
Key Cleanroom Class Definitions
- ISO 14644-1 Cleanroom Standards:
- ISO 7 (Class 10,000): General semiconductor component machining
- ISO 6 / ISO 5 (Class 1,000 / Class 100): Critical plasma-facing inner surfaces, ultra-high-purity UHV sealing surfaces
- Core Rule: No residual particulates, heavy metal contamination, hydrocarbons, or ionic residues
- Core Functional Specs:
- Ultra-tight GD&T: flatness, parallelism, cylindricity, leak-tight sealing surfaces, bolt hole pattern positional tolerance
- UHV vacuum compatibility (10⁻⁹ Torr or better), low outgassing (ASTM E595, ASTM E1559), plasma erosion resistance
- ESD compliance (ANSI/ESD S20.20), non-ferrous, low-ion contamination, non-volatile residue (NVR) validation
- Surface roughness: Ra ≤0.2–0.4μm for critical sealing/plasma surfaces, controlled texture for plasma-facing coatings
- Traceability: material batch, heat lot, process logs, SPC validation, full change control (ECO)
5-Axis Value
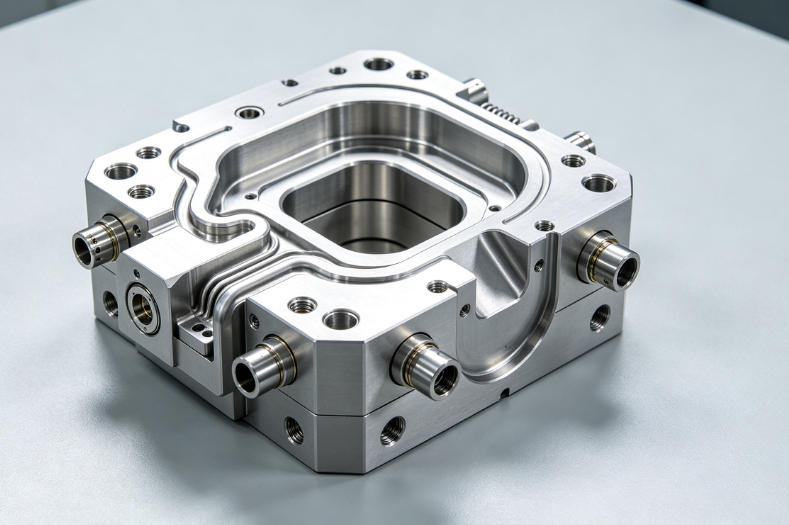
Single-setup 5-axis machining reduces re-fixturing contamination risk, achieves 3D compound-angle ports, conformal cooling channels, complex vacuum grooves, and ultra-precise seal geometry—while minimizing residual swarf and secondary handling.
Key Materials for Semiconductor Chamber Components
Primary Materials
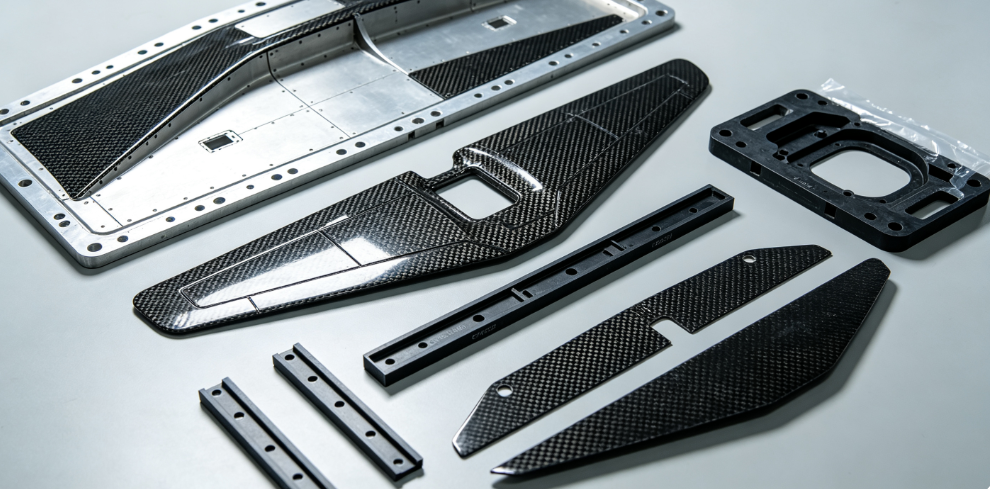
- 6061-T6 / 6061-T651 Ultra-High-Purity (UHP) Aluminum (Aluminum Alloy 6061 UHP)
- Main chamber bodies, lids, liners, manifolds, cooling jackets
- Specs: low copper/silicon impurity grades, pre-stress-relieved, low-outgassing, anodizable (hard anodize / Alodine / plasma spray Y₂O₃ / Al₂O₃ coating)
- Risks: residual silicon/copper impurities, fine aluminum swarf, residual coolant hydrocarbons, distortion from residual stress
- 6063, 5052 Aluminum: Secondary non-plasma structural frames, support brackets
- Stainless Steel (316L / 316LVM, 304 UHP): UHV flanges, bellows fittings, gas distribution manifolds, high-corrosion gas lines
- Specs: vacuum-grade, low-carbon, electropolished base finish, passivated, non-ferritic validation
- Risks: ferrous contamination, micro-burrs, ionic residue, work hardening
- Silicon Carbide (SiC), Alumina (Al₂O₃), Quartz, Ceramic Composites: Plasma-facing dielectric rings, focus rings, edge rings, electrostatic chuck (ESC) substrates
- Specs: high plasma resistance, low impurity, ultra-clean sintered blanks
- Risks: ceramic dust micro-particles, chipping, brittle edge damage
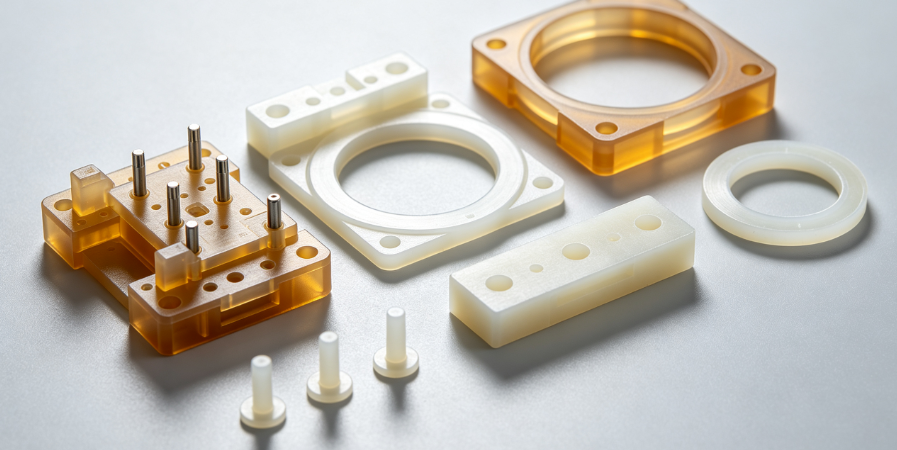
- PEEK / Ultra-Pure PTFE / Torlon (Semiconductor Grade): Insulator gaskets, feedthroughs, non-plasma structural isolators
- Specs: low outgassing, high-purity medical/semiconductor grades, no plasticizers
- Risks: polymer dust, thermal melt residue, volatile organic compounds (VOCs)
- Copper / OFHC Oxygen-Free High-Conductivity Copper: RF electrodes, high-power plasma bias components
- Specs: high purity, oxygen-free, electropolished, low surface roughness
- Risks: copper ion contamination (killer for silicon wafers), micro-residue, oxidation
Material Validation Rules
- MTR material certification, XRF alloy verification, impurity analysis, residual element testing
- Pre-stress-relieved blanks only (critical for UHP aluminum to prevent post-machining distortion)
- Dedicated non-ferrous raw material storage racks, segregated from ferrous metals
- Batch traceability: unique lot IDs, full heat-lot logs, incoming NVR/particle validation
Core Challenges & Contamination Risks
- Micro-Particulate Contamination: Fine aluminum/ceramic swarf, abrasive debris, dust, tool coating particles → wafer defects, plasma drift
- Organic / Hydrocarbon Contamination: Standard coolant, grease, oils, hand lotion residues, mold release agents → outgassing, vacuum leaks, plasma contamination
- Metallic Ion Contamination: Iron, copper, chromium, nickel (ferrous/heavy metals) → semiconductor device electrical failure, yield loss
- Residual Stress & Dimensional Drift: UHP aluminum thin walls, large chamber panels → flatness/taper drift, vacuum leak paths
- ESD Damage & Plasma Arcing: static charge buildup, non-conforming surface texture, sharp micro-edges → RF plasma damage, wafer ESD failure
- UHV Leak Risk: poor sealing surface finish, micro-burrs, surface damage → ultra-high vacuum leak failure
- Plasma Erosion & Coating Adhesion Failure: inconsistent substrate surface texture, subsurface microcracks → premature chamber liner wear
Cleanroom 5-Axis Machine & Facility Specifications
Cleanroom Environment
- ISO 7 / ISO 6 cleanroom enclosure, laminar flow HEPA/ULPA filtered air, constant temperature (±0.1~0.5°C), humidity controlled (40–50% RH) for ESD control
- Positive pressure, continuous particle monitoring (0.1μm/0.5μm counters), periodic cleanroom validation (ISO14644 certification)
- No general shop air, external dust entry, or cross-contamination with standard CNC machining
- Flooring: conductive ESD flooring, epoxy seamless finish, regular cleanroom mopping / wet wipe cycles
- Garment protocol: full cleanroom bunny suits, hoods, face masks, ESD gloves, ESD booties, no street clothing
5-Axis Machine Specs
- Rigid Trunnion / Vertical 5-Axis Cleanroom CNC:
- Full enclosed, sealed machine enclosure, positive internal clean air purge, filtered spindle air
- High-precision linear glass scales, thermal compensation, laser calibrated rotary axes, RTCP validated kinematics
- High-speed balanced HSK spindles, spindle runout <0.002mm, scheduled spindle geometry calibration
- No standard way oil / grease contamination: food-grade / ultra-clean low-outgassing lubricants, grease-free linear guides
- Internal coolant mist extraction, integrated vacuum chip removal, continuous chip evacuation
- ESD grounding: full machine frame grounding, anti-static machine covers, conductive hoses
- Full digital twin simulation (Vericut/NX/HyperMILL), validated cleanroom-specific post-processors
- MES/batch traceability software, SPC real-time monitoring, locked validated CAM templates
Machine Maintenance Rules
- Weekly: clean machine enclosure, replace clean filters, wipe down internal surfaces with ultra-pure IPA/DI wipes
- Monthly: axis calibration, rotary kinematics validation, coolant filtration validation, particle count testing
- Quarterly: full ISO cleanroom validation, ESD audit, NVR/residue validation
- Annual: laser axis calibration, spindle overhaul, full machine contamination audit
Fixturing, Workholding & ESD Control
Fixturing Rules
- Dedicated Ultra-Clean Non-Ferrous Fixturing:
- UHP aluminum, 316L electropolished stainless, PEEK zero-point pallets / dovetail jigs
- Avoid standard steel vises, ferrous clamps, standard fasteners
- Zero-point quick-change pallet systems (ESD validated), unified primary solid datum (no plasma/lattice zones as datums)
- Vacuum spoilboards (UHP aluminum/phenolic cleanroom grade), sacrificial backing boards (single-use or fully cleanable)
- No direct clamping on critical UHV sealing/plasma surfaces; clamp only validated non-critical datum zones
- Fixtures cleaned via ultrasonic DI water + IPA between batches, stored in cleanroom dry storage cabinets
- Dedicated cleanroom tool presetters, ESD tool holders (shrink-fit/hydraulic ultra-clean holders)
- ESD Control (ANSI/ESD S20.20):
- All fixturing, tool holders, pallets: verified conductive/ESD-safe resistance (10⁶~10⁹ ohms)
- Continuous ESD grounding, ESD wrist straps, ESD mats, periodic ESD resistance testing
- Avoid static buildup on PEEK/PTFE composite components (controlled humidity, ESD coatings)
- Probing & Offsets:
- Ultra-clean 3D touch probes (ceramic/non-ferrous), dry/DI water probe cycles, no standard coolant residue
- Automated datum probing cycles, locked work offsets, avoid manual manual probing by operators
- No reusable ferrous probe tips, periodic probe tip cleaning with ultra-pure wipes
Tooling, Cutting Fluids & Machining Parameters
Ultra-Clean Tooling
- Tool Materials & Coatings:
- Fine-grain solid carbide, DLC (Diamond-Like Carbon), TiAlN cleanroom coatings (low-contamination, non-ionic, validated coating purity)
- No standard uncoated carbide, cobalt-heavy substrates, contaminated tooling
- Variable pitch anti-chatter geometry for thin UHP aluminum walls; short rigid tool overhang, minimal tool length
- Ceramic / PCD tools for SiC/ceramic dielectric components (clean diamond finish, no residual abrasive particles)
- Tool pre-cleaning: ultrasonic DI/IPA clean before entering cleanroom; dedicated cleanroom tool storage cabinets
- Formal tool life cycles, SPC tool wear monitoring, avoid degraded/coating-failed tools
- No re-used general shop tooling; dedicated cleanroom tool library
- Cutting Fluid & Chip Control (Critical for UHV Parts):
- Avoid conventional sulfur-based, chlorinated, hydrocarbon flood coolants
- Approved: ultra-pure DI water + cleanroom-grade synthetic non-ionic coolant, MQL (minimum quantity lubrication) cleanroom oil, cold filtered dry air
- Continuous high-efficiency chip vacuum extraction, in-machine filtered dust collection (0.1μm ULPA filters)
- Full coolant filtration (0.2μm+ filters), regular coolant change + NVR/residue testing
- Final mirror finish passes: dry filtered air / ultra-pure mist only, no residual coolant on critical sealing surfaces
- Post-cut: immediate ultra-clean chip removal, prevent fine swarf adhesion to UHV surfaces
- Baseline Machining Parameters (UHP 6061 Aluminum Cleanroom 5-Axis):
- Roughing: 3+2 indexed 5-axis trochoidal adaptive milling, constant chip load, moderate depth of cut, reduce residual stress
- Semi-Finish: light passes, controlled chip load, avoid aggressive radial cuts
- Mirror Finish (seal/UHV surfaces): ap=0.02–0.05mm, f=0.03–0.06 mm/rev, constant surface speed, SSV chatter suppression
- Single light skim finish pass to minimize residual stress and surface micro-defects
- Ceramic/SiC: PCD fine finishing, shallow passes, vibration damping, full dry clean air cutting to avoid ceramic dust contamination
5-Axis CAM Workflow & DFM Rules
CAM Workflow
- Import validated cleanroom CAD (STEP), remove hidden micro-pockets, define critical UHV/plasma zones vs structural zones
- Full digital twin simulation (Vericut/NX), collision validation, gouge check, swarf path simulation
- Validate cleanroom 5-axis post-processor + RTCP kinematics, first article test cut
- Rest-machining residual stock validation to prevent hidden residual swarf
- Reduce unnecessary full simultaneous 5-axis cycles on non-critical structural geometry (use 3+2 indexed 5-axis)
- Smooth 5-axis blending, reduce B/C axis jerk, minimize tool dwell time
- DFM Rules
- Unified primary datum on thick non-plasma structural base (fixed 5-axis WCS)
- Avoid deep blind micro-pockets, hidden crevices (swarf trap risk); add cleanable open geometry
- Add blended radii (R≥0.3mm), eliminate sharp micro-edges (chipping, ESD, plasma arcing risk)
- Specify uniform ultra-clean finish stock (0.1–0.15mm), staged roughing + stress relief for large UHP aluminum panels
- Plasma-facing surfaces: controlled directional texture (per coating spec), avoid random 5-axis tool marks
- Masking features defined upfront for post-process anodizing/Y₂O₃ coating (protect UHV sealing datums)
- Minimize thin-wall high-aspect-ratio geometry, add sacrificial cleanroom support ribs (removed in final skim pass)
- Non-ferrous DFM: avoid embedded ferrous fasteners, eliminate dissimilar metal galvanic risk
- UHV DFM: continuous smooth seal geometry, validated flatness, minimize leak paths
Post-Processing, Ultra-Cleaning & Surface Finishing
Step 1: Initial Deburring & Edge Breaking
- In-program controlled micro-edge breaking (R0.2mm), cleanroom micro-brush deburring (ultra-pure non-abrasive brushes only)
- No abrasive tumbling, sand blasting, grinding, or general media blasting on critical UHV/plasma surfaces
- Remove sacrificial support ribs in cleanroom 5-axis final pass
Step 2: Ultra-Clean Validation Cleaning (Cleanroom Only)
- Multi-stage ultrasonic cleaning: ultra-pure DI water, validated cleanroom alkaline/acid baths, controlled temperature cycles
- IPA solvent rinsing, dry nitrogen (N₂) purge drying, bake-out (120°C+ validated cycles) to remove residual volatiles (ASTM E595 outgassing validation)
- Residue validation: NVR (non-volatile residue) testing, FTIR, wipe test particle count, total organic carbon (TOC) analysis
- Passivation / Electropolishing (316L UHV): ASTM A967 / SEMI spec electropolish, validated ultra-clean passivation
- Mask critical UHV datums with cleanroom silicone jigs before coating/anodizing
- Plasma Coating (Y₂O₃, Al₂O₃, CVD):
- Apply after cleanroom ultra-finish & ultra-cleaning
- Validate coating adhesion, roughness, erosion resistance, low outgassing
- No coating on UHV metal-to-metal sealing surfaces
- UHV Bake-Out & Vacuum Testing
- High-temperature bake-out (per SEMI/UHV specs), helium leak testing (10⁻⁹ atm·cc/s or better)
- 24–48hr ambient soak dimensional validation, SPC flatness/roughness validation
- Packaging
- Class 100/ISO5 cleanroom packaging (ESD ultra-clean PTFE/PE bags, nitrogen purged packaging)
- Double-bagged, ESD shielding, cleanroom labeling, avoid standard packaging materials
- Transport in cleanroom totes, prevent re-contamination in transit
Metrology, Traceability & Semiconductor Quality Standards
Metrology & Inspection
- Dimensional Inspection (Cleanroom Metrology Room ISO5/ISO6):
- CMM (ultra-clean air-bearing CMM), form measuring machines, white-light interferometry, profilometer (Ra validation)
- UHV seal flatness, flatness, parallelism, 3D GD&T positional tolerance validation
- Surface roughness mapping, micro-surface inspection (no microcracks, residual swarf)
- Helium leak testing, UHV vacuum chamber cycle validation, plasma compatibility testing
- SPC Cpk ≥1.33 for CTQ UHV sealing features, continuous 0.5μm particle count monitoring
- Contamination Validation
- SEM/EDX elemental analysis, XRF impurity testing, wipe particle count (LPC/SEMISPEC)
- Outgassing testing: ASTM E595 (TML/CVCM), ASTM E1559 desorption testing
- Ionic contamination analysis (IC ion chromatography), NVR residual testing
- ESD resistance testing (ANSI/ESD S20.20), periodic surface resistivity validation
- Standards & Traceability
- SEMI Standards (SEMI S2, SEMI F57, SEMI E10), ISO 14644, ANSI/ESD S20.20, IQC/OQC semiconductor quality systems
- Full batch travelers, MTR material logs, tool change logs, cleanroom validation logs, ECO revision history
- Serial traceability marking (non-plasma/non-seal zones only, laser marking clean process)
- First Article Inspection (FAI), formal PPAP/FAIR for OEM semiconductor fabs
- Regulatory: RoHS/REACH, conflict minerals, DFARS if applicable
- Periodic 3rd party cleanroom audit, ISO14644 certification, semi OEM process validation
Common Defects & Troubleshooting
- Micro-Particle Contamination / Residual Swarf
- Root: inadequate chip extraction, hidden DFM crevices, dirty coolant/filters, non-cleanroom fixturing, external shop contamination
- Fix: ULPA chip vacuum, open DFM geometry, full ultrasonic clean, validated cleanroom coolant/filters, periodic wipe particle testing
- UHV Vacuum Leak Failure / Poor Seal Flatness
- Root: residual stress distortion, surface micro-defects, overcut, tool chatter, non-uniform finish texture, fixturing clamping distortion
- Fix: pre-stress-relieved blanks, light mirror skim passes, thermal compensation, 24hr soak validation, CMM flatness validation, helium leak testing
- Plasma Arcing / ESD Risk
- Root: sharp micro-edges, inconsistent surface texture, static buildup, residual conductive swarf, non-ESD fixturing
- Fix: controlled edge breaking, validated directional surface finish, full ESD grounding, continuous particle removal, humidity control
- Residual Hydrocarbon / Outgassing Failure
- Root: standard coolant, grease/lubricants, non-cleanroom coatings, incomplete bake-out/ultra-cleaning
- Fix: MQL/ultra-pure coolant, cleanroom lubricants, validated multi-stage ultra-clean + bake-out, NVR/FTIR validation
- UHP Aluminum Dimensional Drift / Flatness Error
- Root: raw residual stress, aggressive roughing, thermal drift, thin wall chatter
- Fix: UHP T651 pre-stress-relieved blanks, staged trochoidal roughing, intermediate stress relief, thermal compensation, SPC long-term monitoring
- Ceramic/Dielectric Ring Chipping / Contamination
- Root: dull tooling, improper entry cuts, dry dust residue, brittle edge geometry
- Fix: PCD helical ramping finishing, sacrificial backing, full ULPA dust extraction, 10× magnified edge inspection
Compliance Validation & Batch Control
- Pre-Batch Qualification:
- Full FAI + cleanroom particle/NVR/outgassing validation, 4-week pilot SPC validation, helium leak/UHV cycle validation
- ESD audit, ISO14644 cleanroom validation, material purity validation
- Formal PFMEA/DFMEA for contamination risk, define control plans and alert limits
- Serial Production Batch Rules:
- Single dedicated cleanroom 5-axis machine for critical UHV plasma components (no mixed general shop jobs)
- Fixed validated CAM templates, locked post-processors, formal ECO approval process
- Daily particle count, SPC monitoring, weekly NVR/wipe sampling, monthly leak validation
- Cleanroom operator training, gowning validation, contamination awareness training
- Separate batch lot control, dedicated cleanroom inventory, lot segregation, FIFO traceability
- Change Control Process:
- CAD/CAM/tool/fixture/material changes require formal re-FAI + contamination validation before serial runs
- Document all changes in PLM/ECO systems, re-qualify UHV/plasma performance
- Periodic semi-annual full process revalidation (cleanroom audit, contamination testing, leak validation)
Quick Checklist
Cleanroom 5-Axis Semiconductor Machining Checklist
ISO14644 validated cleanroom (ISO7/ISO6), ULPA laminar flow, ESD compliant environment
Dedicated non-ferrous cleanroom 5-axis machine, ultra-clean lubricants, filtered air/chip extraction
UHP pre-stress-relieved raw material validated (MTR/XRF), segregated non-ferrous storage
Cleanroom ESD zero-point non-ferrous fixturing, unified solid primary datum defined
Validated 5-axis RTCP/post-processor, full digital twin simulation, slow dry run validation
Ultra-clean DLC/PCD tooling, MQL/DI ultra-pure coolant, continuous ULPA chip vacuum
Single-setup mirror finish 5-axis skim passes, residual stress control, 24hr soak validation
Multi-stage ultra-clean ultrasonic + N₂ bake-out, NVR/particle/outgassing validation
Helium UHV leak testing, CMM GD&T validation, SPC Cpk monitoring
Cleanroom ESD packaging, full SEMI traceability logs, batch travelers, FAI records
Daily particle monitoring, weekly cleanroom wipe validation, formal contamination audit schedule
FAQ
What is the biggest risk for semiconductor cleanroom 5-axis machining?
Submicron particulate contamination and residual hydrocarbon/organic residue, which directly cause wafer fab yield loss and plasma process drift—far more critical than basic dimensional tolerance errors.
Can standard flood coolant be used for UHV semiconductor chamber critical surfaces?
No. Conventional flood coolant leaves hydrocarbon residues and ionic contaminants. Use validated cleanroom MQL/ultra-pure DI water or filtered dry air mirror finishing only.
What surface roughness is required for UHV metal-to-metal sealing surfaces?
Ra ≤0.2μm mirror finish with controlled uniform texture, validated for helium leak performance, no random 5-axis tool marks or micro-defects.
Are general off-the-shelf 5-axis machines acceptable for semiconductor UHV chamber parts?
No—they lack sealed cleanroom enclosures, ultra-clean lubrication, ESD control, UHV contamination validation, and controlled chip extraction; dedicated cleanroom 5-axis models are required for critical plasma/UHV parts.
How often to perform outgassing/NVR validation on cleanroom 5-axis batches?
Per OEM SEMI specs, typically periodic batch sampling + formal quarterly validation, plus full revalidation after material/process changes.
Can plasma-facing Y₂O₃ coatings be applied directly before 5-axis machining?
No—finish 5-axis base substrate first, validate geometry/roughness, then apply coating (mask UHV seal datums), not the reverse.
How to prevent aluminum UHP chamber distortion after machining?
Use UHP 6061-T651 pre-stress-relieved blanks, staged trochoidal roughing, validated stress relief cycles, light finish skim passes, thermal compensation, 24–48hr ambient soak validation, and SPC flatness monitoring.
Closing Notes
Cleanroom 5-axis semiconductor chamber machining is defined first by contamination control (particles, organics, heavy metals, outgassing), then UHV vacuum integrity, ESD compliance, and precision GD&T. The primary workflow is validated single-setup 3+2/5-axis ultra-clean machining, followed by semi-conductor-grade ultra-cleaning/bake-out, UHV leak validation, and full SEMI traceability. Dedicated cleanroom infrastructure, ESD protocols, and fixed validated CAM/tooling templates are mandatory for consistent fab-grade results.