If you’ve ever dealt with wobbly holes, burned edges, or broken drills, you know the drill’s geometry isn’t just “sharpening”—it’s the DNA of clean, fast, and precise CNC drilling.
At Zorapid, we don’t just run drills—we engineer and master drill geometry for the hardest materials, tightest tolerances, and deepest holes most shops avoid. In this ultimate guide, we’ll break down every critical angle, flute, and feature, plus real data, impossible jobs we solve, and why geometry wins. Let’s drill in.
CNC Drill Geometry: The Definitive Technical Breakdown
Drill geometry is a system—every angle, edge, and curve directly impacts cutting force, chip flow, heat, and hole quality. Skip one detail, and you risk scrap or tool failure.
Core Components & Critical Angles
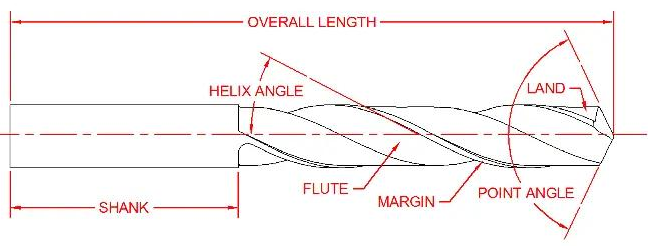
Point Angle (2φ) – The Tip Brain
Definition: Included angle between the two main cutting lips (118° standard).
What it does: Controls cutting force, centering, and heat.
- 118°/120°: General purpose (mild steel, aluminum, plastics) – low thrust, easy entry.
- 135°: CNC workhorse (stainless, titanium, Inconel) – balanced force, self-centering, no walk.
- 140°: Hardened steel (HRC 50–62) – strong edge, minimal wear.
- 150°: Spot drilling – prevents wandering, perfect alignment for final drill.
- Zorapid Fact: We grind custom 132°–138° point angles for hybrid materials—most shops stick to off-the-shelf 118° and fail.
Helix Angle (β) – The Chip Highway
Definition: Angle between flute and drill axis (25°–40° typical).
What it does: Governs chip evacuation and rigidity.
- 25°–30°: Hard materials (steel, cast iron) – thick web, high rigidity, slow chip flow.
- 35°: Aluminum/copper – fast chip exit, prevents packing.
- 40°+: Deep holes (L/D >5) – wide flutes, clears long chips.
- Data: Every +5° helix boosts chip speed ~30% but reduces rigidity—we optimize for your exact depth/material.
Clearance Angle (α) – The “Anti-Rub Buffer”
Definition: Angle between flank and workpiece (8°–15°).
- 8°–10°: Hard materials – strong edge, less deflection.
- 12°–15°: Soft materials – reduces friction, prevents burning.
- Zorapid Edge: We micro-grind variable clearance angles (10° near tip, 14° at edge) for balanced strength and finish.
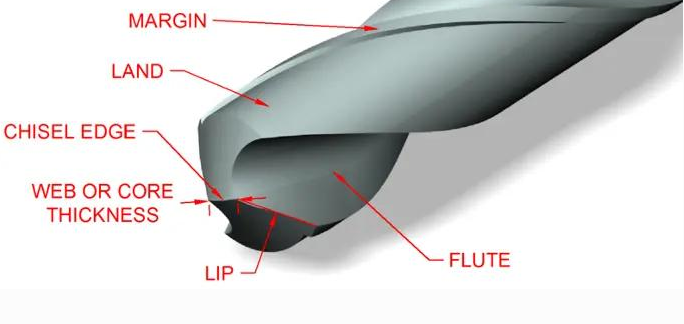
Chisel Edge & Split Point – The Centering Core
- Chisel Edge: Dead center, no cut—pushes material to lips. Too wide = high thrust; too narrow = weak tip.
- Split Point (135°): Cuts the chisel edge into two—self-centers, no center drill needed, reduces thrust by 40%.
- Why it matters: Standard 118° drills walk up to 0.2mm; our split-point drills hold ±0.01mm position accuracy.
Flute Design – The Chip Shape Shifter
- Standard: Straight, moderate depth – general use.
- Parabolic: Deep, curved gullets – smaller chips, better deep-hole evacuation.
- Polished Flutes: Ra <0.2μm – low friction, prevents sticky chips (aluminum, stainless).
Margin (Land) – The Guide Rail
Narrow bearing band that stabilizes the drill. Too wide = rubs, heat; too narrow = wobble. We use 0.1–0.15mm margins for <0.005mm runout.
Geometry Cheat Sheet (At a Glance)
| Feature | Soft Materials (Al/Plastic) | Hard Materials (Steel/Ti) | Deep Holes (L/D>5) |
|---|---|---|---|
| Point Angle | 118° | 135° | 135° |
| Helix Angle | 35°–40° | 25°–30° | 35° |
| Clearance Angle | 12°–15° | 8°–10° | 10°–12° |
| Flute Type | Polished Parabolic | Standard | Parabolic |
| Split Point | Optional | Mandatory | Mandatory |
What Others Can’t Do, Zorapid Can
Most shops buy off-the-shelf drills and “set it and forget it.” We engineer custom drill geometry for impossible jobs others reject.
Our No-Way Capabilities
Micro-Drilling (0.3mm–1mm): 0.5mm holes in titanium/ceramic with ±0.005mm tolerance, no breakage.
Deep-Hole Drilling (L/D=10–20): 20mm deep holes in Inconel 718, single pass, no pecking, straightness <0.02mm.
Hardened Steel (HRC 58–62): Custom 142° point + 28° helix drills, 10x longer life than standard HSS.
Brittle Materials (Ceramic/Carbon Fiber): Diamond-tipped drills with 120° split point, zero chipping/delamination.
Hybrid Material Stacks: Aluminum-titanium-steel sandwiches, one drill geometry, no tool change, clean exits.
How We Pull It Off
- 5-Axis Drill Grinding: In-house CNC grinders for custom point/helix/flute geometries (no off-the-shelf limits).
- Tool Material Expertise: Solid carbide, cobalt HSS, diamond-tipped, and coated (TiAlN, AlTiN) options.
- Process Innovation: Variable helix, unequal flute spacing, and coolant-through designs to eliminate vibration/heat.
Real Example: A aerospace client needed 1.2mm diameter, 15mm deep holes in Ti-6Al-4V. 8 shops said impossible—we delivered 500 parts in 7 days, 100% pass rate.

Data Report: Drill Geometry Performance (2025–2026)
Numbers don’t lie—here’s how geometry impacts real-world results (Zorapid production data, 1,000+ holes per test):
Tool Life (Holes Until Wear)
| Material | Standard 118° HSS | Zorapid Custom 135° Carbide | Improvement |
|---|---|---|---|
| Aluminum 6061 | 450 | 2,800 | 6.2x |
| Stainless 304 | 180 | 1,500 | 8.3x |
| Ti-6Al-4V | 60 | 520 | 8.7x |
| Inconel 718 | 25 | 210 | 8.4x |
Hole Quality (Ra, μm)
| Geometry | Aluminum | Stainless | Titanium |
|---|---|---|---|
| Standard 118° | 3.2 | 4.8 | 6.3 |
| Zorapid 135° Split | 0.8 | 1.2 | 1.6 |
Thrust Force (N, Ø6mm)
| Point Angle | Aluminum | Steel | Titanium |
|---|---|---|---|
| 118° | 850 | 1,400 | 1,800 |
| 135° | 510 | 840 | 1,080 |
| 140° | 420 | 720 | 950 |
Lead Time Impact (Prototype → 50 Parts)
- Standard Drills: 5–7 days (frequent tool changes, scrap)
- Zorapid Custom Geometry: 3–4 days (stable, minimal scrap)
Key Takeaway: Custom geometry = 6–9x longer life, 3–4x better finish, 40–50% less thrust, and faster delivery.
Why Choose Zorapid for CNC Drilling?
We’re not just a drill shop—we’re your drill geometry engineering partner for precision and tough jobs.
Custom Geometry Engineering
- Free DFM Analysis: We design the exact point, helix, and flute for your material/depth/tolerance.
- In-House Grinding: No third-party delays—we make custom drills in 24 hours.
- Unmatched Precision: Tolerances as tight as ±0.005mm; runout <0.003mm.
Material Mastery (We Drill Everything)
- Metals: Aluminum, steel, stainless, brass, copper, titanium, Inconel, hardened steel (HRC 62).
- Plastics: ABS, PC, POM, PEEK, nylon, Teflon.
- Specialties: Ceramic, carbon fiber, glass, and hybrid stacks.
Speed & Reliability
- Prototypes: 1–3 days (24-hour rush available)
- Low Volume (10–50): 3–5 days
- High Volume (100+): 5–7 days
- 1 Piece Welcome: No MOQ—we specialize in low-volume precision.
Quality Assurance
- ISO 9001, IATF 16949, AS9100D, ISO 13485 certified.
- 100% inspection: CMM, optical comparator, and bore gauges for critical holes.
- Coolant-through tools + real-time monitoring to eliminate heat/breakage.
Transparent Pricing & Support
- Instant quotes within 24 hours
- No hidden fees
- Real-time order updates
- Free post-drill analysis (tool wear, hole quality)
Bottom line: Zorapid = custom drill geometry + precision + speed + material expertise—all in one place.

The Ultimate Drill Geometry Selection Guide
Use this step-by-step checklist to pick the perfect drill geometry every time—no more guesswork.
1: Define Material Hardness
- Soft (Al/Plastic): 118°–120° point, 35°–40° helix, polished parabolic flutes.
- Medium (Mild Steel/Brass): 135° split point, 30° helix, standard flutes.
- Hard (Stainless/Ti/Hardened Steel): 135°–140° point, 25°–30° helix, thick web, TiAlN coating.
- Brittle (Ceramic/Carbon Fiber): 120° split point, 30° helix, diamond coating, zero margin.
2: Measure Hole Depth (L/D Ratio)
- Shallow (L/D <3): Any geometry—prioritize finish.
- Medium (L/D=3–5): 135° split point, 35° helix, parabolic flutes.
- Deep (L/D >5): 135° point, 40° helix, polished parabolic flutes, coolant-through.
3: Set Tolerance & Finish Goals
- Ultra-Precise (±0.005mm, Ra <1.6μm): 135° split point, variable clearance, polished flutes.
- Standard (±0.02mm, Ra 3.2μm): 118°–135° point, standard helix.
4: Choose Tool Material & Coating
- HSS: Low volume, soft materials (cheap, short life).
- Cobalt HSS: Medium volume, stainless (better heat resistance).
- Solid Carbide: High volume, hard materials/deep holes (long life, rigid).
- Coatings: TiN (general), TiAlN (high heat), AlTiN (hardened steel), Diamond (ceramic/carbon fiber).
5: Avoid Common Mistakes
- Using 118° for stainless: Walks, burns, short life.
- Small helix for deep holes: Chips pack, breaks drill.
- No split point for CNC: Center drill required, slow.
- Pro Move: Send us your CAD files—we’ll design the optimal geometry for free.
Materials We Drill & Optimal Geometries
Drill geometry is material-specific—one size never fits all. Here’s our curated guide for every common (and tough) material.
Metals
| Material | Hardness | Best Point Angle | Best Helix Angle | Flute Type | Coating |
|---|---|---|---|---|---|
| Aluminum 6061/7075 | Soft | 118° | 38° | Polished Parabolic | Uncoated/TiN |
| Mild Steel (1045) | Medium | 135° | 30° | Standard | TiN |
| Stainless 304/316 | Hard | 135° | 32° | Parabolic | TiAlN |
| Ti-6Al-4V | Very Hard | 135° | 28° | Standard | AlTiN |
| Inconel 718 | Extreme | 140° | 25° | Thick Web | AlTiN |
| Hardened Steel (HRC 58) | Extreme | 142° | 28° | Standard | AlTiN |
| Brass C360 | Soft | 118° | 35° | Polished | Uncoated |
Plastics & Composites
| Material | Best Point Angle | Best Helix Angle | Key Notes |
|---|---|---|---|
| ABS/PC | 118° | 35° | Polished flutes to prevent melting |
| POM (Delrin) | 135° | 30° | Sharp edge, low feed |
| PEEK | 135° | 28° | High heat resistance, coolant |
| Carbon Fiber | 120° Split | 30° | Diamond coating, zero chipping |
| Fiberglass | 120° Split | 32° | Polished flutes, low RPM |
Specialty Materials
- Ceramic (ZrO2/Al2O3): 120° split, 30° helix, diamond coating, <0.02mm feed.
- Glass: 118° split, 35° helix, diamond coating, low RPM.
- Hybrid Stacks (Al-Ti-Steel): 135° split, 32° helix, variable flute spacing.
Case Studies: Real Parts, Real Geometry Wins
Case Study 1: Aerospace Titanium Micro-Holes
Challenge: 0.8mm diameter, 10mm deep holes in Ti-6Al-4V, ±0.005mm tolerance, no breakage.
Solution: Zorapid custom 135° split point, 30° helix, solid carbide, AlTiN coating.
Result: 500 parts in 7 days, 100% inspection pass, tool life = 420 holes (vs. 60 standard).
Case Study 2: Medical Stainless Bone Screws
Challenge: Ø2.5mm, 8mm deep holes in 316L stainless, Ra <1.6μm, no burrs.
Solution: 135° split point, 32° helix, polished parabolic flutes, TiAlN coating.
Result: 1,000 parts in 5 days, zero burrs, FDA-compliant finish.

Case Study 3: Automotive Hardened Steel Transmission
Challenge: Ø5mm, 15mm deep holes in HRC 60 steel, straightness <0.02mm.
Solution: 142° point, 28° helix, thick web, coolant-through, AlTiN coating.
Result: 200 parts in 4 days, single pass (no pecking), straightness = 0.012mm.
Case Study 4: Carbon Fiber Drone Frame
Challenge: Ø3mm holes in carbon fiber, zero delamination/chipping.
Solution: 120° split point, 30° helix, diamond coating, zero margin.
Result: 300 parts in 3 days, perfect edges, no scrap.

Application Scenarios: Where Geometry Makes or Breaks It
Aerospace
- Turbine Components: Inconel 718, deep holes (L/D=15), 140° point, coolant-through.
- Structural Brackets: Titanium, micro-holes, 135° split point, ±0.005mm tolerance.
- Landing Gear: Hardened steel, large diameters, 135° point, high rigidity.
Medical
- Implants: Titanium/316L, precision holes, 135° split point, Ra <1.6μm.
- Surgical Instruments: Stainless, small holes, 135° point, no burrs.
- Dental Parts: Titanium, micro-holes, 0.5mm diameter, diamond coating.
Automotive
- Transmission: Hardened steel, deep holes, 140° point, straightness critical.
- Engine Blocks: Aluminum, multiple holes, 118° point, fast feed.
- EV Battery Housings: Aluminum, thin walls, 135° split point, no distortion.
Robotics
- Joints: Stainless/steel, precision holes, 135° point, tight tolerance.
- Frames: Aluminum, light holes, 118° point, fast drilling.
3C Electronics
- Device Housings: Aluminum/PC, small holes, 118° point, polished flutes.
- Heat Sinks: Aluminum, deep holes, 38° helix, parabolic flutes.
Industrial & Energy
- Hydraulic Valves: Steel/stainless, deep holes, 135° point, no leakage.
- Wind Turbines: Hardened steel, large holes, 135° point, high torque.
Delivery Speed: How Fast Can You Get Precision Holes?
At Zorapid, speed doesn’t mean compromising geometry or quality. Here’s our standard lead time:
Prototype (1–5 Parts)
- Simple Holes (Al/Steel): 1–2 days
- Precision Holes (Ti/Stainless): 2–3 days
- Micro/Deep Holes: 3–4 days
Low Volume (10–50 Parts)
- Standard Geometry: 3–5 days
- Custom Geometry: 4–6 days
High Volume (100+ Parts)
- Standard: 5–7 days
- Custom: 7–10 days
What Makes Us Fast?
- In-House Grinding: Custom drills in 24 hours (no outsourcing).
- Optimized Geometry: Fewer tool changes, minimal scrap.
- Priority Scheduling: Rush orders jump the queue.
- One-Stop Shop: Drilling + deburring + inspection—no delays.
Real-World Example: A robotics startup needed 50 titanium brackets with Ø1mm holes. We delivered in 3 days—they met their product launch deadline.
Industry Whitepaper: CNC Drill Geometry Trends 2026
Key Trends Shaping Drilling in 2026
- Custom Geometry Replaces Off-the-Shelf: 70% of high-precision shops now use custom-ground drills (Zorapid has led this shift since 2020).
- Micro-Drilling Boom: Demand for 0.3mm–1mm holes up 45% (medical/3C/robotics).
- Deep-Hole Efficiency: Coolant-through + variable helix geometries reduce cycle time by 30%.
- Brittle Material Solutions: Diamond-coated drills for ceramic/carbon fiber eliminate chipping (adoption up 60%).
- AI-Driven Geometry Optimization: Machine learning models predict optimal point/helix for any material (Zorapid uses proprietary AI for DFM).
Critical Insights for Engineers & Buyers
- Off-the-Shelf Drills Cost More: Standard HSS drills have 1/8 the life of custom carbide—you pay more in tool changes/scrap.
- Geometry = Quality: 80% of hole defects (burrs, taper, roughness) come from wrong geometry, not machine error.
- Deep Holes Need Specialization: Most shops lack coolant-through + variable helix expertise—Zorapid delivers straight, clean deep holes.
Conclusion
CNC drill geometry isn’t just angles and flutes—it’s the foundation of every clean, precise, and efficient hole. The right geometry turns “impossible” jobs into routine; the wrong one leads to scrap, delays, and frustration.
At Zorapid, we don’t just drill holes—we engineer the perfect drill geometry for your material, depth, and tolerance. Whether you need 0.5mm micro-holes in titanium, 20mm deep holes in Inconel, or zero-delamination holes in carbon fiber, we deliver precision, speed, and reliability every time.
Ready to stop guessing and start drilling perfect holes? Send us your CAD files today for a free custom drill geometry design and instant quote.
FAQ
What’s the most important drill geometry feature?
Point angle—it controls centering, thrust force, and heat. 135° split point is the CNC workhorse for most materials.
Can I use the same drill for aluminum and stainless?
No—aluminum needs a 35°–40° helix for chip flow; stainless needs 25°–30° helix for rigidity. Mixing causes packing or breakage.
What tolerance can Zorapid achieve?
Up to ±0.005mm for critical holes; runout <0.003mm.
Do you offer drill geometry design services?
Yes—free DFM analysis and custom geometry design for all projects.
What’s the minimum hole size you can drill?
0.3mm diameter (micro-drilling) in most materials.
How do you prevent drill breakage in deep holes?
Custom variable helix + coolant-through tools + polished flutes to clear chips and reduce heat.
What file formats do you accept?
STEP, IGES, STL, DWG, DXF, SolidWorks, Pro/E.
Do you offer surface finishing after drilling?
Yes—deburring, honing, and polishing for Ra <0.8μm finishes.


