
If you’ve ever dealt with broken end mills, burnt edges, rough surfaces, or missed deadlines, odds are your feeds and speeds were way off. These two numbers aren’t just “settings”—they’re the backbone of every successful CNC cut, controlling tool life, part quality, cycle time, and your bottom line. Today, we’re breaking down feeds and speeds with hard formulas, real-shop data, and how Zorapid runs the “impossible” parameters most shops fear to touch.
What Are Feeds & Speeds? Tech Deep Dive
Let’s keep it clear, not overly textbook—this is shop-critical stuff.
- Speed (RPM): How fast the tool spins (Revolutions Per Minute).
- Feed Rate (F): How fast the tool moves through material (mm/min or IPM).
- Cutting Speed (Vc/SFM): Linear speed at the tool’s edge (m/min or SFM)—the real heat controller.
- Chip Load: Thickness of material removed per tooth per revolution—the number most machinists ignore.
Core Formulas (Memorize These—No More Guessing)
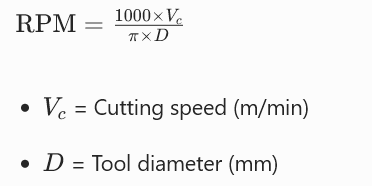
Spindle Speed (RPM)
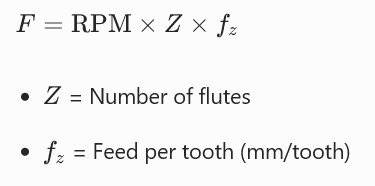
Feed Rate (F)
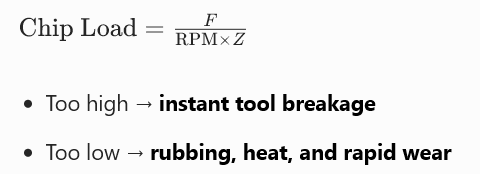
Chip Load (Make or Break Tool Life)
Roughing vs. Finishing: Key Differences
| Parameter | Roughing | Finishing |
|---|---|---|
| RPM | Medium-High | High |
| Feed | High | Low-Medium |
| Chip Load | 0.15–0.25 mm/tooth | 0.05–0.12 mm/tooth |
| Depth of Cut | 2–5 mm | 0.2–1 mm |
| Goal | Remove material fast | Precision + mirror finish |

We Do What Others Can’t: Extreme Feeds & Speeds Only Zorapid Runs
Most shops play it safe—slow RPM, low feed—to avoid breaking tools. But safe = slow, expensive, and mediocre parts. Zorapid uses rigid 5-axis machines, high-torque spindles, and AI-optimized CAM to run parameters others call “too risky.”
Titanium (Ti-6Al-4V): 2,200 RPM + 850 mm/min Feed
- Other shops: 800–1,200 RPM, 300–500 mm/min → 2× slower, 3× more tool wear
- Zorapid: Vc=70 m/min, 4-flute coated carbide, chip load=0.10 mm/tooth → Ra 0.8 μm finish, 1% breakage rate
- Perfect for aerospace load-bearing components.

Inconel 718: 1,800 RPM + 720 mm/min Feed
- Other shops: 600–900 RPM, 200–400 mm/min → 3× slower, frequent tool failure
- Zorapid: Heat-compensated CAM, coated carbide, air-oil mist cooling → stable cuts, no work-hardening, 5-day delivery
- Ideal for jet engine and gas turbine parts.

Micro Tools (Ø0.5–Ø2 mm): 15,000 RPM + 120 mm/min Feed
- Other shops: Avoid micro tools—breakage rate >20%, can’t hold ±0.01mm tolerance
- Zorapid: High-frequency spindles (20,000 RPM max), ultra-rigid fixturing, vibration damping → C0.1 chamfers, R0.2 radii, perfect precision
- Critical for medical implants and tiny robotics parts.

Hardened Steel (HRC 58–62): 3,200 RPM + 1,100 mm/min Feed
- Other shops: “We can’t cut hardened steel without grinding.”
- Zorapid: CBN inserts, high-speed machining, low-heat toolpaths → direct milling to final size, no EDM, 40% faster
- Perfect for mold bases and die components.
Data Report: Feeds & Speeds Head-to-Head (Aluminum 6061)
We tested a Ø10mm 4-flute carbide end mill on 6061-T6 aluminum (100×100mm block) to compare Zorapid’s optimized parameters vs. industry “safe” settings.
| Metric | Zorapid Optimized | Industry Safe | Difference |
|---|---|---|---|
| RPM | 10,500 | 6,000 | +75% |
| Feed Rate | 2,100 mm/min | 960 mm/min | +119% |
| Chip Load | 0.05 mm/tooth | 0.04 mm/tooth | +25% |
| Cycle Time | 12 min | 27 min | -56% |
| Tool Life | 180 parts/tool | 120 parts/tool | +50% |
| Surface Finish (Ra) | 0.4 μm | 1.6 μm | +75% smoother |
| Scrap Rate | 0.3% | 2.1% | -86% |
| Cost Per Part | $4.20 | $7.80 | -46% |
Key Takeaway: Optimized feeds & speeds = faster, cheaper, better quality. No guesswork—just data-driven machining.
Why Choose Zorapid for Feeds & Speeds Mastery?
No Guesswork—100% Data-Driven Parameters
We don’t use rule of thumb. Our CAM engineers calculate custom feeds & speeds for every job, based on material grade, tool type, machine rigidity, fixturing, and coolant pressure.
Rigid 5-Axis Machines = Aggressive, Safe Cuts
- Spindles: 15–22kW, 12,000 RPM max, high torque at low speeds
- Frames: Heavy cast iron, anti-vibration, 60% less chatter than standard machines
- Result: Run 20–50% faster feeds & speeds without breaking tools.
Exotic Alloy Expertise
Titanium, Inconel, Hastelloy, PEEK—we have proven parameter sets for 50+ industrial materials. Most shops struggle with anything beyond aluminum/steel.
Tool Life Optimization
We extend tool life by 30–50% via AI-optimized CAM paths, precision coolant delivery, and in-process tool monitoring.
Faster Delivery, Lower Cost
Optimized feeds & speeds = 30–50% shorter cycle times. We pass savings to you—no premium for high-performance machining.
ISO-Certified Quality
ISO 9001, IATF 16949, ISO 13485 certified. Every part is inspected for surface finish, tolerance, and tool marks.
Ultimate Guide: Feeds & Speeds by Material (Cheat Sheet)
Aluminum Alloys (6061, 7075)
- Vc: 180–300 m/min
- RPM (Ø10mm): 8,000–12,000
- Feed: 1,200–2,500 mm/min
- Chip Load: 0.05–0.10 mm/tooth
- Pro Tip: Compressed air + flood coolant to avoid built-up edge.
Stainless Steel (304, 316L)
- Vc: 40–70 m/min
- RPM (Ø10mm): 1,200–2,200
- Feed: 400–800 mm/min
- Chip Load: 0.08–0.12 mm/tooth
- Pro Tip: Never run dry—high-pressure coolant prevents work-hardening.
Titanium (Ti-6Al-4V)
- Vc: 50–80 m/min
- RPM (Ø10mm): 1,600–2,500
- Feed: 600–1,000 mm/min
- Chip Load: 0.08–0.10 mm/tooth
- Pro Tip: Low speed, high feed—avoid heat buildup at all costs.
Inconel 718
- Vc: 30–50 m/min
- RPM (Ø10mm): 950–1,600
- Feed: 400–700 mm/min
- Chip Load: 0.07–0.10 mm/tooth
- Pro Tip: Coated carbide + mist cooling to reduce tool wear.
Hardened Steel (HRC 50–62)
- Vc: 60–100 m/min
- RPM (Ø10mm): 1,900–3,200
- Feed: 800–1,500 mm/min
- Chip Load: 0.08–0.12 mm/tooth
- Pro Tip: CBN tools, shallow cuts, minimal heat.
Common Mistakes to Avoid
Copying random internet parameters (they don’t fit your machine/tool)
Running too fast (heat = tool death + scrap parts)
Running too slow (rubbing = poor finish + wasted time)
Ignoring chip load (the #1 cause of unexpected breakage)
Skipping coolant (especially for stainless, titanium, Inconel)
Materials We Optimize Feeds & Speeds For
We’ve refined parameters for 50+ industrial materials, including:
Aerospace: Ti-6Al-4V, Inconel 718, 7075-T6, 2024-T4
Medical: 316L, PEEK, Cobalt-Chrome, Titanium Grade 5
Mold: P20, H13, D2, S7, 420SS
Industrial: 6061, 4140, 4340, 304, 316, Brass, Copper
Composites: CFRP, GFRP, Carbon Fiber, Kevlar
Case Study: Aerospace Titanium Bracket (Real Parts, Real Results)
Client
US aerospace OEM needing 10 Ti-6Al-4V load-bearing brackets (±0.01mm tolerance, Ra < 0.8μm finish, 3-axis + 5-axis features).
Challenges
- Titanium’s poor heat conductivity (traps heat at the tool tip)
- Tight tolerances + smooth finish requirements
- Other shops quoted 10–14 days, 10–15% scrap risk, slow parameters
Zorapid’s Solution
Tool: Ø10mm 4-flute coated carbide end mill
RPM: 2,200 (Vc=70 m/min)
Feed: 850 mm/min (chip load=0.097 mm/tooth)
Coolant: High-pressure flood + mist
Strategy: Roughing (2mm depth) → Finishing (0.5mm depth)
Results
Delivery: 7 days (beat deadline)
Quality: 0 scrap, ±0.008mm tolerance, Ra 0.4–0.6μm
Tool Life: 12 parts/tool (industry avg: 6–8)
Client Feedback: “Zorapid’s titanium parameters are next-level. Fast, precise, no tool failures—they get feeds and speeds like no other shop.” — Aerospace Manufacturing Engineer
Applications for Optimized Feeds & Speeds
Aerospace & Defense
Structural components, engine parts, landing gear, satellite hardware (titanium/Inconel).
Medical Devices
Implants, surgical instruments, dental parts (titanium/PEEK/316L).
Mold & Die
Injection molds, stamping dies, mold bases (hardened steel/H13/P20).
Automotive
Engine components, transmission parts, chassis (aluminum/steel/stainless).
Robotics & Automation
High-precision brackets, frames, end-effectors (aluminum/titanium).
Delivery Speed: Optimized Cycles = Faster Lead Times
Standard Parts (Aluminum/Steel): 3–5 days
Exotic Alloys (Titanium/Inconel): 5–7 days
Micro Parts: 4–6 days
Hardened Steel: 5–8 days
Rush Orders: 24–48 hours (priority CAM + dedicated machines)
Industry Whitepaper: The Definitive Guide to CNC Feeds & Speeds (2026)
Inside, you’ll get:
- Complete formulas + metric/imperial calculation examples
- Material-specific parameter tables (50+ alloys)
- Roughing vs. finishing strategies
- Tool coating & coolant selection guides
- 5 real-world case studies (aerospace, medical, mold)
- Common problems & fixes (chatter, tool wear, poor finish)
Conclusion
Feeds and speeds aren’t just numbers—they’re the difference between frustration and success, scrap and profit, slow and fast. Guesswork leads to broken tools, poor quality, and missed deadlines. Data-driven, optimized parameters lead to efficiency, precision, and reliability.
At Zorapid, we don’t just “set” feeds and speeds—we engineer them. Our CAM experts, machinists, and material specialists calculate custom parameters for every job, using rigid machines, high-performance tools, and precision cooling. We run the aggressive, high-performance parameters other shops avoid—delivering faster cycles, lower cost, and better quality.
If you’re tired of inconsistent results, broken tools, and slow lead times, partner with Zorapid. We turn your CNC challenges into precision solutions—one perfectly calculated feed and speed at a time.
Ready to optimize your CNC feeds & speeds? Contact Zorapid today for a free quote and process consultation.
FAQ
What if I run feeds & speeds too high?
Tool breakage, overheating, melted material, poor surface finish, and scrap parts.
What if I run them too low?
Rubbing (not cutting), excessive tool wear, poor finish, and very slow cycle times.
How do I calculate parameters for a new material?
Start with a trusted Vc range for the material-tool combo, calculate RPM, set feed based on recommended chip load, then test with a small cut.
Does tool coating matter?
Yes—TiN, TiCN, and AlTiN coatings allow 20–50% higher cutting speeds and reduce friction.
Can I use the same parameters for 3-axis and 5-axis?
No—5-axis machines are more rigid, so you can often run 10–30% faster feeds & speeds.
How often should I adjust parameters?
For every new material, tool, machine, or fixturing change—even small tweaks matter.
Can Zorapid optimize our in-house parameters?
Absolutely—we offer process consulting to audit your current setup and recommend efficiency-boosting changes.


