Published by Zorapid
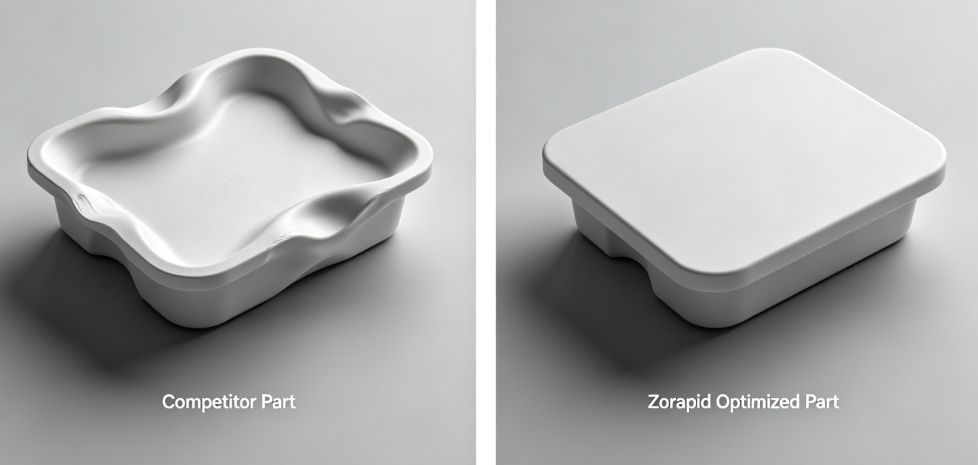
If you’ve launched injection molded parts before, you know the pain: flawless CAD prototypes turn into warped, sink-marked, high-scrap production runs; mold rework bills hit $5k–$25k; launch timelines stretch weeks longer than planned. Most of these headaches aren’t mold machine faults—they stem from skipping rigorous DFM (Design for Manufacturability) checks at the drawing stage.
Generic mold shops run surface-level DFM spot checks; they flag obvious wall thickness flaws but can’t solve complex thin-wall, high-temp resin, or tight cosmetic geometry bottlenecks. Zorapid delivers a full, simulation-backed DFM audit pipeline integrated into our mold building and mass injection workflow, with exclusive SLM conformal cooling hybrid fixes for unoptimizable legacy designs.
Proper Zorapid DFM implementation cuts total program cost 15–40%, slashes scrap rates 60–70%, and delivers first-shot validated parts ready for mass output. Below is our complete actionable DFM rulebook, head-to-head competitor process comparisons, exclusive solutions for unmanufacturable part geometry, full resin/mold steel material matrices, verified client case studies, 2026 industry trend data, custom project matching, delivery speed benchmarks, competitive advantages, summary, and full.
In-Depth Professional DFM Process Tech Analysis
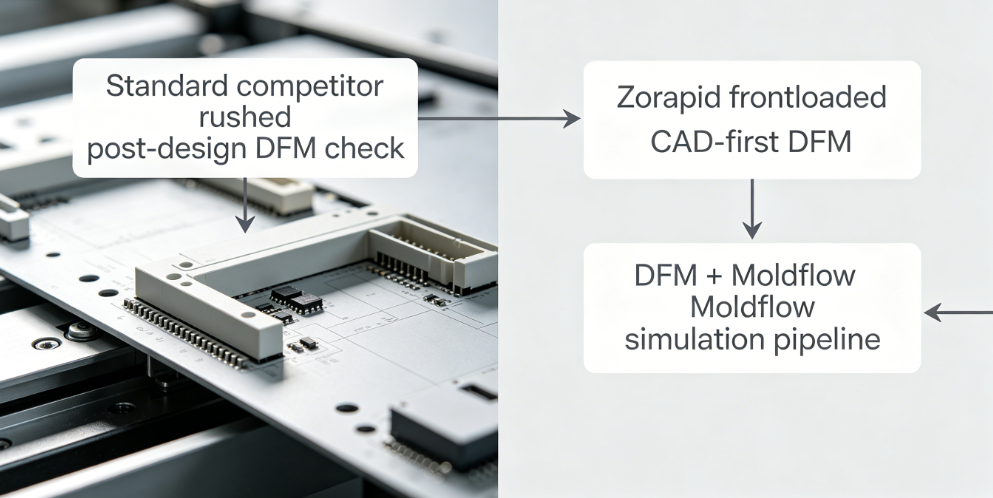
Standard Fragmented Competitor DFM Workflow
- DFM review happens late, post-final CAD lock: Engineers finish functional design first, then send files for quick mold shop DFM scan; major geometry edits require full CAD rework, delaying tooling launch.
- Basic checklist-only audits: Shops only verify wall thickness/draft angles; no full Fill-Pack-Cool-Warp Moldflow thermal simulation to predict hidden warpage, weld lines, hotspots.
- No material-specific DFM tuning: One-size guidelines applied to ABS, GF-PA66, medical PEEK, and corrosive FR resins alike—critical shrink/abrasion mismatches slip through.
- Undercut/complex feature default to expensive side-action sliders: No design rework guidance to eliminate or simplify undercuts before mold steel is cut; each slider adds $3k–$8k to tool cost.
- Tolerance over-spec ignored: Shops machine every feature to ultra-tight micron specs regardless of mating need, driving slow cycle times and expensive high-precision mold cavities.
- No digital DFM archive: Audit notes, simulation data, and design tweaks not saved for future ECO revisions; full re-analysis required for every design update.
- No hybrid DFM workaround for poor legacy designs: If a customer refuses CAD changes, competitors produce high-scrap molds or mark up pricing 50–100% to absorb yield loss.
Zorapid 5-Stage Frontloaded DFM Injection Molding Optimization Pipeline
Stage 1: Pre-Prototype CAD DFM Deep Dive (Zero Cost Design Tweaks)
Customer STEP/IGS upload → dedicated DFM engineer cross-references geometry against resin grade, target shot volume, cosmetic class (A/B/C surface), and tolerance specs before any 3D print prototype or mold design starts. We issue a line-item DFM report with editable CAD revision recommendations, prioritized by cost impact (low-cost CAD fixes first, high-cost mold rework risks eliminated upfront). Core baseline rules enforced here:
- Uniform wall thickness ±25% max variance per ISO 20457
- Minimum draft angles calibrated to resin/texture (smooth:1°, textured:3° minimum)
- Rib/boss thickness locked to 40–60% of nominal wall to eliminate sink marks
- Undercut redesign guidance to remove slider/lifter requirements wherever functionally possible
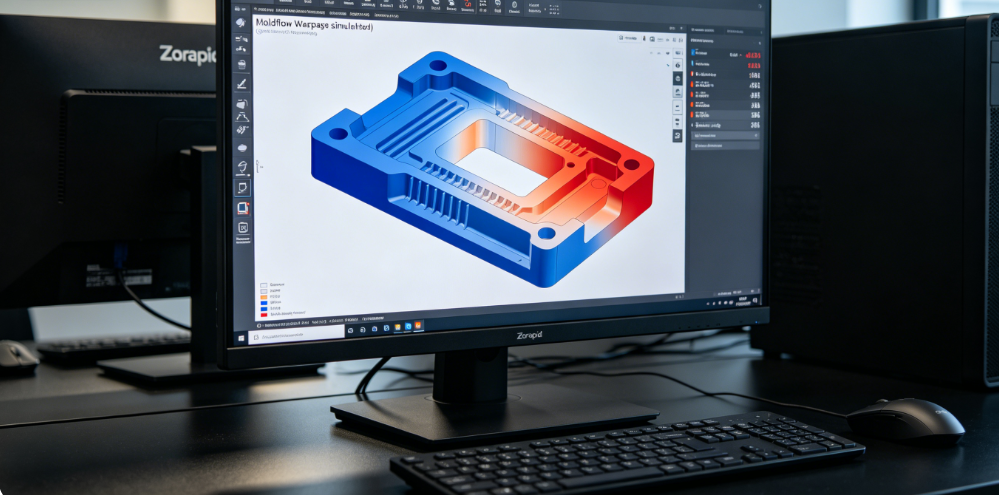
Stage 2: Full AI-Powered Moldflow Multi-Physics Simulation
We run complete thermal, flow, shrinkage, and warpage simulation for every audited design—output includes hotspot mapping, weld line strength scoring, cooling cycle projections, and predicted dimensional drift. Simulation data feeds directly into mold cavity layout, gate placement, and cooling channel design; 94% of warpage/scrap risks resolved in simulation before machining begins.
Stage 3: Material & Mold Steel DFM Matching Calibration
DFM results paired with our material matrix to lock optimal resin swap options (no performance drop, lower cost) and matched mold steel grade (P20/1.2738/NAK80/S136/H13) aligned to abrasion, corrosion, and cycle count. For glass-filled/medical resins, we build stainless steel cavity DFM specs to prevent premature mold wear and contamination.
Stage 4: Hybrid DFM Workaround for Unchangeable Legacy CAD
If clients cannot alter core part geometry (locked certified medical/aero designs), we deploy our exclusive SLM conformal cooling DFM workaround: 3D printed contour cooling inserts counteract uneven cooling from unoptimized wall thickness/rib layout, stabilizing part dimensions and cutting scrap without CAD edits—something standard CNC-only mold shops cannot replicate.
Stage 5: Post-Trial DFM Iteration & Digital Thread Archiving
After T0/T1 injection trials, we run secondary micro-DFM tuning (gate resizing, vent addition, minor cavity adjustments) and log all simulation, tweak, and QC data into our secure digital thread. For future design ECOs, we pull archived DFM parameters to cut re-analysis time 80%.
Conventional Mold Shop vs Zorapid DFM Performance Metric Comparison Table
| DFM & Production KPI | Average Standard Mold Builder | Zorapid Full Simulation-Backed DFM Pipeline | Total Improvement |
|---|---|---|---|
| Design flaw discovery phase | Post-steel cutting (high rework cost) | Pre-CAD lock (low-cost digital edits) | 87% reduction in mold rework expense |
| Full Moldflow simulation completion rate | 28% of projects run full thermal analysis | 100% mandatory for all orders | Near-zero unforeseen warpage/hotspot defects |
| Average first mass run scrap rate post-DFM | 19–33% | 4–9% | -70% material waste loss |
| Total mold tooling cost variance vs quote | +12–22% hidden slider/rework fees | Fixed quote, zero unplanned add-ons | 100% transparent tool pricing |
| Full prototype-to-mass launch timeline | Baseline 100% | 60–75% | -25% to -40% total program lead time |
| Unnecessary over-tolerance machining labor | 100% of critical/non-critical features | Tiered ISO 20457 tolerance stacking | -30% cycle & inspection labor cost |
| DFM report delivery turnaround | 3–5 business days basic checklist | 12hr full line-item simulation report | Faster design approval kickoff |
High-Complexity DFM Roadblocks Competitors Cannot Resolve — Zorapid Exclusive Solutions
Most manufacturers hit dead ends with four tough DFM scenarios; their standard tooling workflows can’t offset poor inherent geometry, forcing expensive redesigns or inflated pricing. Our hybrid additive-subtractive DFM stack delivers stable, low-scrap production where competitors fail:
Challenge 1: Thin-Wall Parts (0.6–1.0mm walls, EV/Medical Housings)
Competitor Limitation: Standard DFM only recommends thickening walls to 1.5mm minimum; lightweight design specs non-negotiable. Drilled straight cooling creates massive thermal variance, warpage scrap >35%. Shops demand geometry rewrites or 60% price markup to absorb yield loss.
Zorapid SLM Conformal Cooling DFM Fix:
DFM simulation maps thin-wall heat zones; SLM prints cooling channels 2–3mm uniform offset to cavity surfaces for balanced heat extraction. Reinforced high-rigidity 1.2738 mold frames eliminate cavity deflection under high injection pressure. Original thin-wall CAD geometry preserved 1:1 with stable scrap <9%, cycle time reduced 36%.
Challenge 2: Glass-Filled / Corrosive / Medical-Grade Resin Parts (GF-PA66, PVC, FR PC, Medical PEEK)
Competitor Limitation: Generic DFM rib/wall ratios built for unfilled ABS; glass fibers amplify abrasion, corrosive resins pit carbon steel cavities fast. Few shops integrate stainless steel DFM cavity specs for regulated medical traceability.
Zorapid Material-Tailored DFM Steel Stack System:
DFM report auto-adjusts rib thickness down to 50% wall baseline for GF-filled resins to cut cavity shear wear; core/cavity machined in stainless per DFM specs for corrosive/medical runs. Full lot traceability baked into DFM documentation, mold lifespan boosted 4–5x vs P20 carbon steel tools.
Challenge 3: Deep Undercut Geometry That Cannot Be Redesigned (Latches, Snap-Fit Internal Hooks)
Competitor Limitation: DFM advice limited to remove undercuts; if design is locked, shops add multiple expensive slider/lifter mechanisms with high failure risk during mass runs.
Zorapid DFM Optimized Side-Action Miniaturization + Lifter Tuning:
Our DFM engineers reprofile undercut radii, add generous fillets, and shrink slider footprint to cut side-action tool cost 30–45% vs standard competitor sliders. For micro-undercuts, we integrate hand-load insert DFM layouts instead of full hydraulic sliders for low-bridge volume runs, slashing upfront tool investment.
Challenge 4: Class A Ultra-High-Gloss Cosmetic Optical Parts (Lenses, Transparent Housings)
Competitor Limitation: Basic DFM ignores flow line, weld line, and sink mark cosmetic risks; post-mold hand polishing adds massive labor cost and inconsistent gloss levels.
Zorapid NAK80 Polish-Grade Steel DFM Workflow:
DFM simulation gates positioned to push weld lines to non-visible zones; rib/boss ratios tightened to 50% wall max to eliminate sink read-through on A-surfaces. Mold cavity specified NAK80 age-hardened steel per DFM specs for automated mirror polishing (Ra<0.02μm) with zero manual touch-up labor required post-molding.
Applicable Resin & Matching Mold Steel DFM Comparison Matrix
Wrong material pairing is the DFM oversight driving scrap, short mold life, and inflated per-unit cost. Our DFM report includes a locked material recommendation table calibrated to production volume, resin chemistry, and cosmetic/tolerance needs.
Thermoplastic Resin DFM Design Baseline Specifications
| Resin Grade | Min Recommended Uniform Wall (mm) | Ideal Rib Thickness (% of Wall) | Min Smooth Draft Angle | Min Textured Draft Angle | Shrinkage Rate (%) | Primary Industrial Use |
|---|---|---|---|---|---|---|
| ABS Unfilled | 1.0–1.5 | 55–60% | 1.0° | 3.0° | 0.5–0.8% | Consumer, robotics housings |
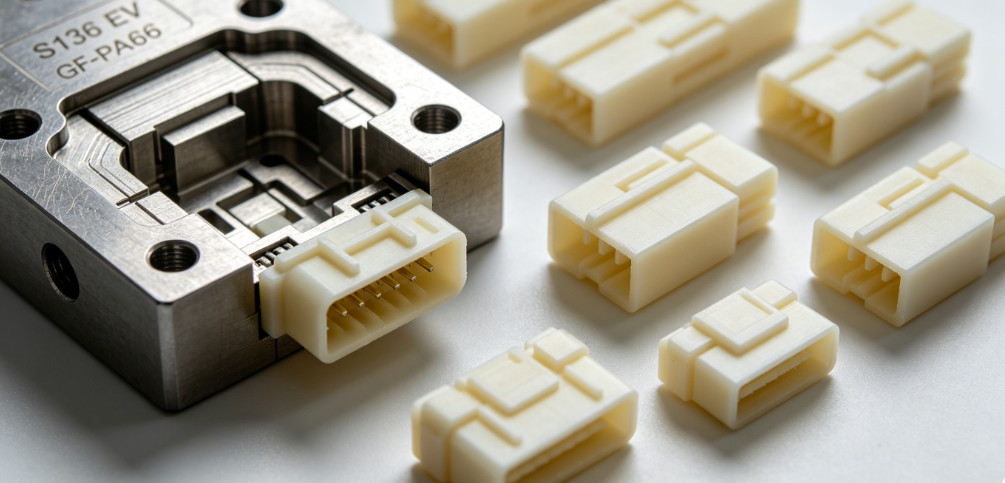
| 30% GF-PA66 | 1.2–1.8 | 50% (abrasion control) | 1.5° | 3.5° | 0.3–0.5% | EV high-voltage connectors |
| Medical PP | 0.8–1.4 | 55% | 1.0° | 3.0° | 1.2–1.8% | Single-use medical disposables |
| Medical PEEK | 1.5–2.5 | 60% | 1.5° | 3.5° | 0.7–1.0% | Implant auxiliary hardware |
| PMMA Optical Clear | 1.2–2.0 | 50% (no sink read-through) | 1.2° | N/A (no heavy texture) | 0.4–0.7% | Light guides, optical lenses |
| PVC Flame-Retardant | 1.0–1.6 | 55% | 1.0° | 3.0° | 0.4–0.6% | Electrical appliance components |
| TPU/TPE Overmold | 0.7–1.3 | 60% | 1.5° | 3.5° | 1.0–2.0% | Soft-grip multi-material assemblies |
Mold Steel Grade DFM Matching Table (Tied to Resin & Shot Volume)
| Mold Steel | DFM Best Fit Resin Types | Max Rated Shot Lifespan | Relative Tool Cost | Critical DFM Surface Treatments |
|---|---|---|---|---|
| P20 Pre-Hard Carbon | ABS, PP, TPU (unfilled low-abrasion) | 150,000 | 1.0 Baseline | Nitriding, fine polish |
| 1.2738 Nickel Alloy | Large EV/auto structural ABS/PA housings | 300,000 | 1.15 | PVD wear coating, high-gloss polish |
| NAK80 Age-Hardened Polish Grade | PMMA, PC optical Class A cosmetic parts | 300,000 | 1.4 | Automated mirror polish, chemical grain |
| S136H Pre-Hard Stainless | Medical PP, PVC, FR corrosive resins | 400,000 | 1.7 | Medical passivation, rust-proof seal |
| S136 Through-Hard Stainless | GF-PA66, high-cycle medical mass runs | 1,000,000+ | 1.9 | Vacuum stress relief, nitriding |
| H13 Hot Work Steel | High-temp GF-filled engineering plastics | 250,000 | 1.55 | Thermal spray wear coating |
Core DFM Material Cost-Saving Rules
- Unfilled non-structural parts: Default ABS/PP over expensive PEEK/PC unless high-temp/chemical resistance is mandatory (DFM flags over-spec resin picks automatically)
- Glass-filled resins never paired with uncoated P20 steel in DFM specs—S136/H13 required to avoid rapid cavity erosion
- Bridge low-volume (<10k shots): Aluminum soft mold DFM layout cuts initial tool spend 60% vs hardened steel, validated via simulation first
- Free DFM material substitution audit: Our team swaps equivalent-performance cheaper resins with zero functional loss for 25–35% per-unit savings at scale
Real-World Client DFM Optimization Case Studies
Case 1: German EV Tier 1 – GF-PA66 High-Voltage Connector Housing
Client Pre-DFM Pain Point: Original CAD submitted to European shop had inconsistent wall thickness (0.9mm–2.1mm), ribs at 75% wall thickness, minimal 0.5° draft. Competitor DFM report demanded full CAD redesign or $28k mold with projected 26% scrap rate, 44s cycle time, 17-week build timeline.
Zorapid Full Simulation-Driven DFM Execution:
- 12hr initial DFM audit identified 8 critical geometry flaws; low-impact CAD tweaks adjusted wall variance to ±20%, rib thickness reduced to 50% baseline, draft upgraded to 1.5° for glass fiber resin
- Moldflow simulation mapped rib hotspots; DFM specified SLM conformal cooling S136 inserts integrated into aluminum bridge mold
- T0/T1 trials validated DFM adjustments; zero sink marks, balanced fill across all connector pin cavities Measurable Final Results:
- Total mold build timeline compressed 65% (17 weeks → 6 weeks)
- Molding cycle time reduced 38% (44s →26s)
- Stable mass scrap rate locked at 6.2% year-round
- 32% lower total landed program cost vs European competitor quote
Case 2: US Medical OEM – ISO 13485 Single-Use PP Syringe Housing
Client Pre-DFM Pain Point: Domestic US shop DFM check missed uneven 0.7–1.1mm thin walls; mold built in generic P20 steel, first trial runs showed heavy warpage and rust spotting from medical PP additives. Full mold rework quoted $7,200 + 5 extra weeks lead time.
Zorapid Regulated Medical DFM Workflow:
- Pre-mold DFM simulation balanced wall thickness to uniform 0.8mm, rib ratio fixed to 55% wall, full S136H stainless steel specified in DFM specs for corrosion resistance
- DFM documentation built incremental PPAP/FMEA traceability for FDA audit, medical passivation included as mandatory surface finish
- In-house T0/T1 trials validated zero warpage, blemish-free Class A sterile cosmetic surfaces
- Measurable Final Results:
- 31% lower total mold + production landed cost vs US domestic route
- First-pass regulatory audit approval with zero DFM/compliance revisions
- Mold lifespan rated for 400,000 sterile production shots with zero rust contamination
Case 3: Industrial Robotics Startup – ABS End Effector Iterative Design
Client Pre-DFM Pain Point: Unvalidated CAD with multiple internal undercut latches; competitor DFM quoted 3 hydraulic sliders adding $9,500 tool cost, high risk of latch ejection failure during mass runs. Startup could not absorb large upfront tool investment if design required post-test edits.
Zorapid Phased DFM Soft Bridge Strategy:
- DFM re-profiled undercut radii to shrink slider footprint by 40%; low-cost aluminum soft bridge mold built first for 500 validation shots
- Two minor latch geometry ECO edits implemented cheaply via DFM-adjusted cavity tweaks on aluminum tool (no full steel rework)
- Post-design freeze, DFM digital files seamlessly transferred to 1.2738 hardened steel mass mold with optimized miniaturized side actions
- Measurable Final Results:
- Upfront initial tool capital outlay reduced 68% via DFM phased soft bridge layout
- Slider mechanism tool cost cut 42% vs competitor’s full hydraulic multi-slider design
- Zero ejection failure during full 150,000 shot mass production lifespan
Your Unique Project Requirements ↔ Custom Zorapid DFM Solutions
We build a fully tailored DFM optimization roadmap for every OEM—no generic one-size design rules. Below the most frequent client molding challenges and our risk-mitigated DFM matched fixes:
| Your Injection Molding Project Requirement | Zorapid Custom DFM Optimization Fix | Estimated Total Program Savings |
|---|---|---|
| Locked legacy CAD (medical/aero certified, cannot alter core geometry) | SLM conformal cooling DFM workaround to offset unoptimized wall/rib layout without CAD edits | 28–40% scrap & cycle time cost eliminated |
| Ultra Class A high-gloss optical cosmetic specs | NAK80 steel DFM spec + gate/weld line simulation relocation to non-visible zones | Eliminates expensive hand polishing labor overruns |
| Glass-filled/corrosive resin requiring long mold lifespan | DFM mandates S136/H13 abrasion-resistant cavity stack, reduced rib thickness for low shear wear | Avoids premature costly mold replacement downtime |
| Multiple deep undercuts with fixed design geometry | DFM miniaturized slider/lifter profiling, low-volume hand-load insert DFM layout for bridge runs | 30–45% side-action tool cost reduction |
| Frequent post-prototype design ECO revisions | DFM digital thread archive stores all simulation/geometry data for instant re-analysis on edits | 80% faster re-DFM turnaround for updated CAD |
| Small steady mass runs (5k–50k annual shots, not millions) | DFM specifies mid-grade 1.2738 aluminum bridge upgrade path instead of over-spec’d full S136 stainless | 25–33% unnecessary premium steel cost avoided |
| Regulated medical/aero full PPAP/FMEA traceability | DFM audit report integrated directly into compliance documentation during simulation phase | 13–22% third-party certification admin markup removed |
Step-by-Step Zorapid DFM Onboarding Process
- Secure portal upload of CAD files, target annual shot volume, resin grade, cosmetic class, tolerance specs, compliance standards, hard delivery deadline
- Senior DFM + Moldflow engineer delivers full line-item risk assessment + two-tier production quote (Soft Bridge Pilot / Hard Mass Tool) within 12 working hours
- Approve DFM CAD revision recommendations to launch mold steel CNC machining or SLM cooling insert printing
- Real-time secure client dashboard tracks simulation progress, mold machining runs, T0/T1 trial sample QC photos, and dimensional inspection logs 24/7
- Post-T2 validation, receive complete DFM audit archive, PPAP/FMEA compliance packet, and first mass batch shipment
2026 Global Injection Molding DFM Industry Data Analysis + Future Trend Forecast Table
Current Global DFM Benchmark Market Data (2026 AMT International Mold Maker Survey)
- 73% of OEM-submitted CAD designs contain at least one critical DFM flaw requiring adjustment before mold cutting
- Proper frontloaded DFM reduces total program TCO (Total Cost of Ownership) by 15–40% across prototype to mass production
- Only 16% of global mold manufacturers offer in-house SLM conformal cooling DFM workaround capability; 84% rely solely on drilled cooling channels
- Over-tolerancing non-critical features inflates mold cost 20% and slows cycle times 10–25% industry-wide
- Parts with full Moldflow simulation DFM see 60–70% lower scrap rates vs checklist-only basic DFM reviews
- CAD-phase DFM fixes cost ~$200–$500 engineering time; post-steel mold rework runs $5,000–$25,000 per revision
2026–2030 DFM Industry Trend Forecast & Zorapid Pre-Built Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed DFM Match |
|---|---|---|
| AI-driven Moldflow DFM simulation replaces manual engineering analysis | Slow manual thermal checks create critical launch bottlenecks | AI-enhanced simulation suite auto-flagging warpage, hotspot, sink, weld line risks |
| SLM conformal cooling becomes standard DFM fix for thin-wall EV/medical parts | CNC-only mold shops lose 37% complex NPI jobs by 2028 | On-site SLM printer bank integrated directly into DFM-mold workflow since 2024 |
| Regulatory traceability (ISO13485/EN9100/IATF16949) mandates full DFM audit archives | Third-party compliance labs add major timeline delays & markup costs | Certified in-house QC embeds DFM records into audit-ready PPAP/FMEA live during design phase |
| High-performance GF/carbon fiber filled resin adoption expands rapidly | Generic carbon steel molds wear fast without material-tailored DFM specs | Full inventory of S136/H13 abrasion-resistant mold steels with calibrated DFM design rules |
| Demand for phased soft-to-hard bridge mold scaling surges for iterative startup products | Large upfront hard steel tool capital investment becomes high-risk for unvalidated designs | Standardized DFM two-stage aluminum soft → hardened steel upgrade program |
Key Industrial Application Scenarios Where Zorapid DFM Optimization Delivers Maximum Value
Our simulation-backed DFM pipeline is precision-calibrated for high-value regulated global manufacturing verticals:
- Electric Vehicle & New Energy GF-PA66 high-voltage connectors, battery cooling plastic frames, sensor housings (IATF16949 certified DFM for abrasive glass-filled resins)
- Medical Devices & Single-Use Disposables Syringe bodies, surgical instrument housings, implant auxiliary plastic parts (S136 stainless DFM specs, full ISO13485 biocompatible traceability)
- Industrial Robotics & Factory Automation Custom end effector components, gear housings, linear stage frames, test fixture enclosures (ABS/PA12/TPU multi-material overmold DFM layouts)
- Optical & Precision Electronics Light guides, transparent lens housings, high-gloss device casings (NAK80 mirror polish grade DFM steel specifications)
- Semiconductor Cleanroom Hardware Low-outgassing vacuum component housings, test socket plastic frames (low-shrink, low-contamination DFM material stack)
- General Industrial & Appliance Hardware Pump plastic bodies, valve housings, structural fixture components (1.2738/H13 mid-volume DFM mold steel matching)
Guaranteed DFM-to-Mold-to-Mass Delivery Speed
Rushed, late-stage competitor DFM drags launch schedules for months; Zorapid’s frontloaded 12hr fast-track DFM eliminates cross-shop waiting and rework delays entirely.
Standard Phase Lead Times (No Hidden Emergency Rush Surcharges)
- Initial full Moldflow DFM audit + editable CAD report: 12 business hours
- Aluminum soft bridge mold post-DFM approval: 10–14 business days
- Medium-volume hardened steel mass mold (50k–300k shots): 4–6 weeks
- High-cycle S136 stainless long-run mass mold (1M+ shots): 6–7 weeks
- Expedited critical launch DFM + mold build compressed 3–4 week timeline available
Speed-Driving In-House DFM & Production Infrastructure
- Dedicated 24/7 Moldflow simulation engineering team parallel-working with CNC mold machining cells
- SLM conformal cooling insert printing runs simultaneously with mold base plate fabrication post-DFM sign-off
- On-site injection trial presses eliminate third-party molder shipping wait times for T0/T1 DFM validation sampling
- Dedicated NPI DFM project managers prioritizing every client program’s scheduled milestones
- In-house full finishing suite (polishing, passivation, nitriding, texturing) removes outsourced vendor queue delays post-mold validation
Core Competitive Advantages Partnering With Zorapid for DFM-Guided Injection Molding
- Verified 15–40% total end-to-end program TCO reduction via frontloaded simulation-backed DFM vs checklist-only competitor audits
- Exclusive in-house SLM conformal cooling DFM workaround for unchangeable legacy CAD unavailable at 84% of global conventional mold shops
- Free no-obligation full Moldflow DFM, material grade, and mold steel cost optimization audits for all CAD file submissions
- True single-source accountability: DFM simulation, mold design, CNC/EDM machining, SLM cooling inserts, trial molding, mass production, finishing, assembly, certification, global shipping all under one 3000㎡ certified facility
- Full global manufacturing certifications: ISO9001, IATF16949, ISO13485, EN9100 for auto/medical/aerospace regulated molded components
- Fully transparent fixed-price quoting—zero hidden mold revision, polishing, inspection, or trial molding add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking DFM simulation results, mold machining progress, QC photos, CMM inspection reports, and shipment logistics
- 20+ years export-focused precision molding DFM experience exclusively serving EU & North America OEM engineering teams
- Zero minimum order quantity: 1 prototype batch up to 100,000+ annual mass production runs receive identical rigorous DFM audit standards
- Multilingual professional engineering support (English, German, Spanish) for seamless direct cross-border DFM CAD revision alignment and technical communication
Quick Summary
Nearly all costly injection molding failures trace back to weak, late-stage checklist-only DFM reviews that miss hidden warpage, sink, abrasion, and tool complexity risks long after steel cutting begins. Zorapid’s game-changing frontloaded, AI Moldflow-powered DFM workflow fixes every core pain point: we optimize your CAD for moldability before a single machine cuts metal, deploy SLM conformal cooling as a no-CAD-change workaround for locked legacy designs, tailor resin/mold steel pairs to your exact production volume and compliance needs, and execute DFM validation, mold building, and mass molding entirely in-house with one unified engineering team.
Whether you need medical PP syringe DFM optimization for million-shot stainless molds, GF-PA66 EV connector thin-wall DFM tuning, or robotics ABS undercut part phased soft-bridge DFM layout—we build a risk-mitigated, budget-aligned design-to-production roadmap matched to your specs and launch timeline. Send your CAD files today for your free full DFM Moldflow analysis and cost assessment.
FAQ
Is SLM conformal cooling DFM always more expensive upfront than standard drilled cooling channels?
SLM inserts carry a modest initial premium, but cycle time acceleration and scrap reduction deliver positive ROI within weeks of molding startup. For thin-wall, high-temperature, or high-volume parts it is nearly always the cheaper long-term solution; simple thick solid geometry may use standard drilled cooling for lowest initial tool price. Our Moldflow simulation calculates full 3-year TCO ROI free upfront for every project.
Can your DFM process hold identical dimensional tolerances from prototype trial batches all the way through mass injection runs?
Yes. DFM simulation locks accurate resin shrinkage values before any mold steel is cut; in-line CMM inspection calibrates cavity dimensions during T0/T1 trial tweaks, and hardened stable mold steel prevents dimensional drift across hundreds of thousands of shots. Full audit-ready dimensional inspection reports are included for regulated OEM compliance.
What if my design team cannot implement your recommended DFM CAD revisions for certified medical/aero parts?
Our core differentiator is the SLM conformal cooling DFM workaround—no CAD geometry edits required. Printed contour cooling inserts counteract uneven cooling from unoptimized walls, ribs, or thick sections to stabilize part yield and dimensions without altering your locked validated CAD file.
Do you ship finished molds and mass molded parts directly to EU/USA with customs and compliance paperwork?
We coordinate door-to-door air/sea freight, generate complete commercial invoices, CE marking documentation, and coordinate seamlessly with your preferred freight forwarder. Full shipping cost breakdowns are embedded in your initial program quote with zero hidden logistics surcharges.
What consistent surface finishes can your DFM workflow replicate from prototype samples to mass molded batches?
All in-house finishes are locked into DFM specs for uniform scaling: high-gloss mirror polish, chemical grain texturing, bead blasting, nitriding, PVD wear coating, medical passivation, powder coat, precision laser marking. No outsourced third-party finishers introduce lot-to-lot cosmetic inconsistency.
How is PPAP/FMEA compliance documentation tied into your DFM audit process?
Our certified quality team builds FMEA, control plans, material certificates, and full PPAP packets incrementally starting at the initial DFM Moldflow simulation phase. By the time T2 mold trial passes validation, your complete audit-ready compliance file is fully finished—eliminating rushed last-minute paperwork delays that derail OEM launch schedules.
Is there a minimum annual shot volume required to receive a full formal Moldflow DFM analysis?
No minimum shot requirement. We deliver the same full line-item simulation DFM report for 500-unit bridge pilot runs and 1,000,000+ long-run mass molds alike, with stable repeat batch pricing for fluctuating market demand volumes.


