Published by Zorapid
If your sheet metal assembly line suffers from misaligned fits, weak weld joints, stripped fasteners, or hours of manual grinding before assembly—poor laser cut edge quality is almost always the hidden culprit. Most generic laser shops prioritize fast cutting speed over edge consistency, leaving burrs, uneven perpendicularity, large heat-affected zones (HAZ), and rough surfaces that wreck downstream bending, welding, riveting, and bolted fit-ups.
Many fabricators only offer basic as-cut parts with minimal QC; they don’t tune laser parameters around your exact assembly workflow, leaving you stuck with costly secondary deburring, rework, and delayed production runs. Zorapid runs a fully integrated fiber laser → precision edge finishing → CNC bend → robotic welding sheet metal pipeline inside our 3000㎡ Zhongshan facility.
We engineer laser cut edges specifically optimized for your assembly method (weld, rivet, bolt, snap-fit), follow strict ISO 9013 global thermal cutting standards, and cut total sheet metal assembly labor costs 20–38% by eliminating post-cut rework entirely. Below is our full edge optimization technical breakdown, competitor head-to-head comparisons, exclusive solutions for hard-to-cut reflective/thick alloys, full material performance matrices, verified client assembly case studies, 2026 industry trend data, custom project matching, delivery speed benchmarks, competitive advantages, summary, and complete FAQ.
In-Depth Professional Laser Edge Optimization Tech Analysis
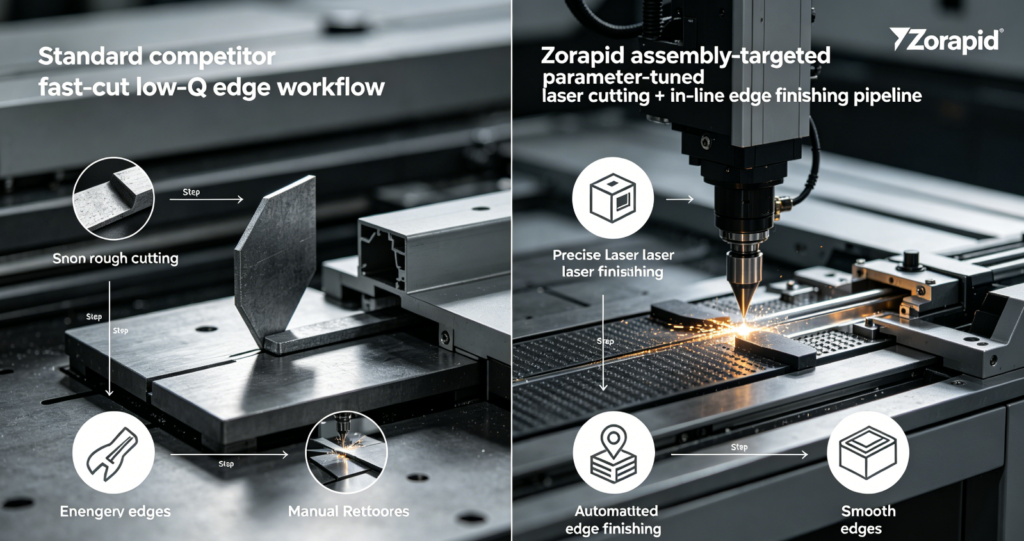
Standard Generic Laser Shop Broken Workflow (High Assembly Rework Risk)
- One-size speed-first laser parameters: Operators run maximum feed rates to boost throughput, no tuning for assembly needs (weld vs bolt vs rivet edge specs ignored)
- Minimal real-time QC: Spot checks only for dimensional size; no measurement of perpendicularity, Ra roughness, dross/burr height, or HAZ width per ISO 9013 grades
- Separate outsourced deburring if requested: Manual grinding adds 3–7 day lead time, introduces inconsistent edge radii and dimensional shrinkage from material removal
- No assembly-focused kerf compensation: Kerf width unadjusted for mating clearances; tight bolt hole or tab-slot fits bind during assembly
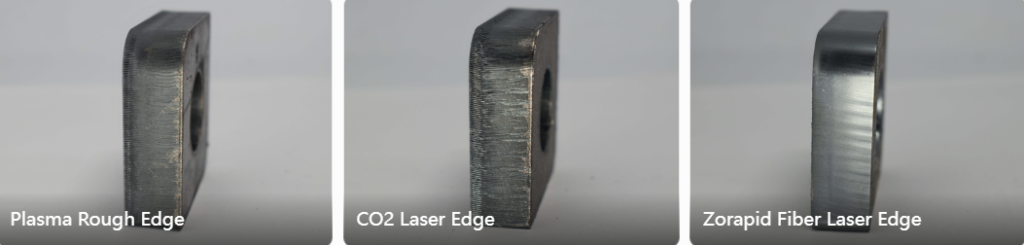
- CO₂ laser dominant for mixed metals: CO₂ generates wider HAZ, higher Ra roughness, heavy bottom dross on stainless/aluminum—terrible for precision assembly
- No heat distortion mitigation: Unoptimized cutting nesting & path sequencing creates thermal warp; bent angles shift out of tolerance post-laser cut
- No digital edge spec archive: If you reorder parts later, parameters reset to generic fast-cut settings—edge quality varies batch-to-batch, breaking repeat assembly fits
- No hybrid edge correction for tricky reflective alloys: Aluminum, copper, brass produce unstable cuts; shops pass along rough unrefined edges with no fix
Zorapid 6-Stage Assembly-Oriented Laser Edge Optimization Pipeline
Stage 1: Assembly Method Pre-Spec Lock (Critical Starting Step)
Before any laser program is written, our engineering team documents your exact downstream assembly process to set mandatory ISO 9013 edge grade:
- Weld assembly: ISO 9013 Grade 1/2, Ra ≤3.2μm, zero dross, perpendicularity ±0.05–0.10mm for full fusion weld penetration
- Bolt/rivet fastening: ISO Grade 2, micro-burr broken 0.2mm min radius, consistent hole perpendicularity to prevent fastener misalignment
- Snap-fit / tab-slot mechanical locking: Ultra-straight edges, controlled kerf offset for precise interference/clearance fits
- Powder coat/anodize post-assembly: Minimized HAZ to stop discoloration and coating adhesion failure
Stage 2: High-Power Fiber Laser Parameter Tuning (Our Core Differentiator Over CO₂ Shops)
We deploy 12kW high-stability fiber laser systems (far superior to CO₂ for metal edge quality) with software-locked assembly-specific recipes for every material gauge:
- Fine-tuned power, feed speed, focal height, nitrogen/oxygen assist gas pressure calibrated to eliminate dross and shrink HAZ to <0.1mm (CO₂ averages 0.3–0.5mm HAZ on thin steel)
- Dynamic kerf compensation programmed into CAM: offsets adjusted for tab-slot clearance, bolt hole nominal size, and mating part stack tolerances
- Optimized cut path sequencing & staggered nesting to spread heat evenly, eliminating sheet warp before bending
Stage 3: In-Line Automated Edge Finishing (No Outsourced Manual Grinding)
Post-laser cut, parts feed straight into our robotic rotary deburr & edge rounding cell:
- Grade 1 weld parts: Micro-brush finishing for mirror-smooth Ra 1.6–3.2μm vertical edges
- Fastener assembly parts: Uniform 0.2–0.5mm break radii on all sharp cut edges to prevent bolt shank binding and installer injury
- Stainless/medical grades: Automated passivation post-edge finish to restore corrosion resistance lost from minimal HAZ heat exposure
Stage 4: ISO 9013 Certified Multi-Point Edge QC Inspection
Every batch undergoes documented metrology checks before release:
- Perpendicularity gauge measurement across full edge length
- Surface roughness (Ra) tester sampling on critical mating edges
- Dross/burr height micrometer scan (zero acceptable for Grade 1 weld parts)
- HAZ width visual & micro-section spot check for structural alloy stability Full QC reports attached with every shipment for EU/US OEM audit compliance
Stage 5: Digital Thread Parameter Archiving
All laser recipes, gas settings, edge finish specs, and QC results saved to secure cloud digital thread. Repeat orders load identical programs instantly—batch-to-batch edge quality 100% consistent for long-term mass assembly runs.
Stage 6: Pre-Assembly Compatibility Validation
For first articles, we assemble sample laser-cut components in-house using your exact fastener/weld hardware to test fit; minor kerf/edge radius tweaks applied free of charge before full batch production launches.
Conventional Laser Shop vs Zorapid Edge & Assembly Performance Comparison Table
| KPI Metric | Average Generic CO₂/Fast-Cut Laser Shop | Zorapid Fiber Laser Assembly-Optimized Pipeline | Total Improvement |
|---|---|---|---|
| ISO 9013 default edge quality grade | Grade 3–4 rough as-cut | Custom locked Grade 1/2 per assembly type | 2–3x smoother, straighter edges |
| Average edge roughness Ra | 8–25 μm | 1.6–3.2 μm (weld) / 3.2–6.3 μm (fastener) | -75% surface irregularity |
| Heat Affected Zone (HAZ) width (1.5mm steel) | 0.3–0.5 mm | <0.1 mm | -70% thermal material damage |
| Dross/burr presence | Heavy bottom-edge slag, sharp top burrs | Zero dross, uniform controlled edge breaks | 100% eliminated manual grinding rework |
| Post-laser assembly labor time per kit | Baseline 100% | 62–80% | -20% to -38% assembly man-hour cost |
| Batch-to-batch edge dimensional variance | ±0.15–0.30 mm | ±0.05–0.10 mm | 67% tighter repeatability |
| Full edge QC documentation | No formal ISO logging | Complete signed metrology report per batch | Full audit-ready compliance |
| Total laser + edge finish turnaround | 7–12 business days | 3–6 business days | -50% lead time |
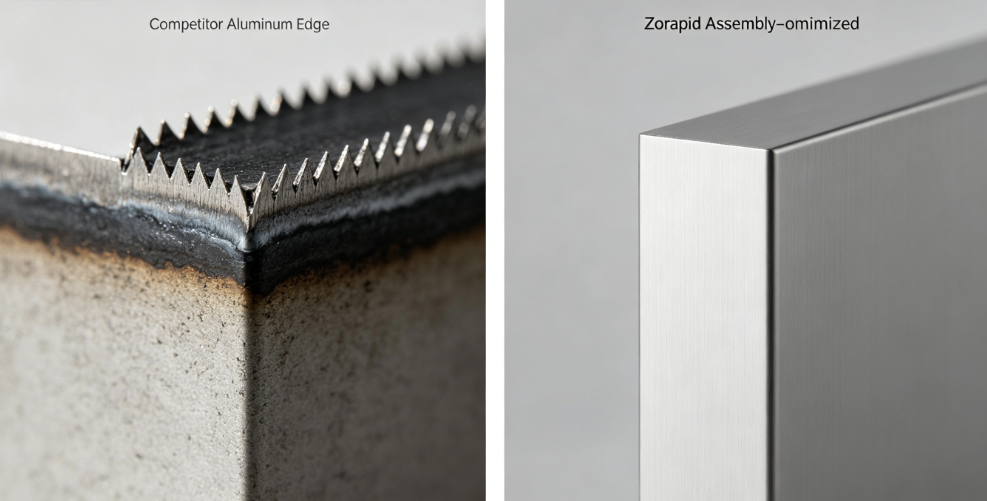
High-Challenge Laser Edge Projects Competitors Cannot Optimize — Zorapid Exclusive Solutions
Most standard laser shops fail to deliver assembly-ready edges for four tough material/geometry scenarios; their generic parameters produce unfit parts requiring heavy rework. Our calibrated fiber laser + automated finishing stack delivers production-ready edges where competitors struggle:
Challenge 1: Reflective Aluminum / Copper Sheet (1–8mm gauges, EV heat sinks, busbars)
Competitor Limitation: CO₂ lasers reflect most beam energy, unstable cuts create jagged edges, deep HAZ, heavy dross; cheap fiber shops run generic steel recipes leading to uneven perpendicularity. Aluminum edges warp severely during welding due to unmanaged heat input.
Zorapid Tuned High-Reflectivity Laser Solution:
Anti-reflection beam modulation software, high-pressure nitrogen assist gas, step-reduced power ramping for aluminum/copper. HAZ locked <0.08mm, Ra ≤3.2μm, zero bottom dross. Edge finish pre-rounded for busbar bolt stacking—parts fit perfectly without filing, no weld warpage during assembly.
Challenge 2: Thick Structural Carbon / Stainless Steel (10–25mm, machine frames, pressure enclosures)
Competitor Limitation: Slow CO₂ thick cutting leaves slanted non-perpendicular edges, massive dross buildup; manual grinding removes 0.2–0.5mm material, shifting critical assembly dimensions out of tolerance. Weld penetration fails on uneven slanted faces.
Zorapid 12kW High-Power Fiber Thick Plate Recipe:
Slow stabilized feed speeds, multi-stage pierce cycles, ultra-high-pressure nitrogen stripping to eject molten metal fully. Perpendicularity held ±0.08mm max across full 25mm thickness, no dross, vertical weld-ready faces with full fusion capability. Automated heavy-duty deburr cell handles thick plate edge breaking without dimensional loss.
Challenge 3: Micro Thin-Gauge Sheet (0.5–1.0mm, electronics enclosures, medical equipment housings)
Competitor Limitation: Fast cutting speeds burn thin stock, warp sheets, create curled edge burrs; edges fold over during bending/riveting, causing misaligned assembly stacks.
Zorapid Low-Heat Micro Laser Tuning:
Low-power pulsed fiber mode, ultra-narrow kerf (0.2–0.3mm), staggered nesting heat dispersion. Flat warp-free sheets, micro 0.2mm uniform edge breaks, perfectly parallel tab-slot features for precision snap-fit electronic assembly.
Challenge 4: Pre-Coated / Galvanized Steel (Corrosion-resistant cabinet assemblies)
Competitor Limitation: Laser heat vaporizes zinc coating along cut edges, leaving bare rust-prone metal; shops offer no post-edge passivation, requiring customer field touch-up before paint/assembly.
Zorapid Integrated Coating Restoration Workflow:
Controlled low-HAZ laser parameters minimize zinc burn-back; post-edge automated passivation & clear seal coating applied in-house. Cut edges retain corrosion resistance identical to raw galvanized stock—ready for direct assembly with no field prep needed.
Applicable Sheet Metal Materials + Laser Edge Performance Comparison Matrix
Material reflectivity, thermal conductivity, and alloy hardness directly dictate laser edge quality and assembly compatibility. Our DFM team matches laser recipes, gas type, and edge finish to your material and assembly method upfront.
Core Sheet Metal Laser Edge & Assembly Compatibility Table
| Material Grade | Optimal Laser Source | Standard HAZ Width | Achievable Ra (Grade1 Weld Edge) | Best Assembly Match | Recommended Assist Gas | In-House Post Edge Treatments |
|---|---|---|---|---|---|---|
| Mild Carbon Steel (1–12mm) | 12kW Fiber | <0.10 mm | 1.6–3.2 μm | Weld, bolt, rivet | Oxygen (fast) / Nitrogen (premium smooth) | Deburr, edge break, phosphate pre-paint |
| 304/316 Stainless Steel (0.5–20mm) | 12kW Fiber | <0.09 mm | 1.6–3.2 μm | Medical, food, structural welds | High-Purity Nitrogen | Passivation, bead blast, electropolish |
| 5052/6061 Aluminum (0.8–16mm) | Modulated Fiber | <0.08 mm | 3.2–6.3 μm | EV busbars, heat sinks, bolted frames | Ultra-High-Pressure Nitrogen | Edge rounding, anodize prep |
| Galvanized Zinc Steel (0.6–6mm) | Low-Heat Fiber | <0.12 mm | 3.2–6.3 μm | Outdoor cabinet bolted assemblies | Nitrogen | Zinc seal passivation |
| Copper / Brass (1–5mm) | Anti-Reflect Fiber | <0.07 mm | 3.2 μm | Electrical busbar stacking | Pure Nitrogen | Micro deburr, tin plating prep |
| Spring Steel (SK5, 1–3mm) | Pulsed Fiber | <0.10 mm | 3.2 μm | Snap-fit mechanical assemblies | Nitrogen | Stress-relief light temper cycle post-cut |
Key Material Edge Optimization Cost-Saving Rules
- Weld-critical stainless/aluminum: Always select nitrogen assist gas (small premium) vs oxygen—eliminates brittle oxidized edge layers that cause weld crack failures in assembly
- Thin aluminum EV parts: Our modulated fiber recipe cuts assembly fit scrap 65% vs generic steel laser settings used by budget shops
- Galvanized cabinet parts: In-house zinc seal passivation eliminates customer field touch-up labor (saves $0.15–$0.40 per part in secondary prep)
- Free DFM laser edge review: We flag if your material gauge/assembly spec can drop from Grade1 to Grade2 edge quality with zero fit loss, cutting laser runtime cost 15–25%
Real-World Client Laser Edge Optimization Case Studies
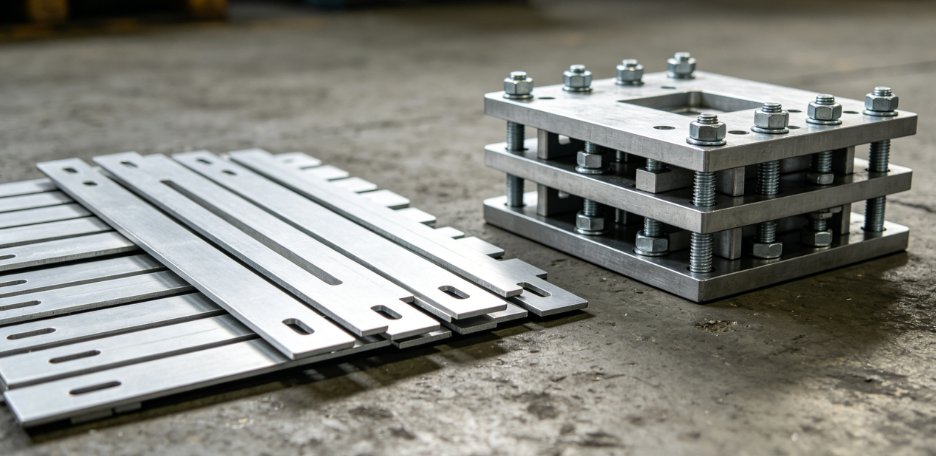
Case 1: German EV Tier 1 – 6061 Aluminum Busbar Stack Assemblies (12,000 Annual Units)
Client Pre-Zorapid Pain Point: European laser vendor used CO₂ systems for 3mm aluminum busbars; heavy jagged burrs, wide HAZ discoloration, uneven edge squareness. Assembly teams spent 12 mins hand-filing per busbar to stack bolt cleanly; 18% scrap from misaligned contact surfaces, 14-week total lead time.
Zorapid Full Assembly-Tuned Laser Edge Execution:
- DFM locked Grade2 bolt-stack edge spec, modulated 12kW fiber aluminum laser recipe programmed first
- High-pressure nitrogen cutting delivered zero dross, Ra 3.2μm, HAZ <0.08mm, perfect perpendicular edges
- Robotic cell applied uniform 0.3mm edge break on all four sides of each busbar
- In-house pre-assembly stack test validated zero binding, full flat contact for electrical conductivity Measurable Final Results:
- Per-unit assembly hand-filing labor eliminated entirely (12 mins saved per piece)
- Assembly scrap rate dropped from 18% down to 2.1%
- Total program lead time compressed 57% (14 weeks → 6 weeks)
- 29% lower total landed part + assembly labor cost vs European supplier quote.
Case 2: US Medical OEM – 304 Stainless Instrument Housing Frames
Client Pre-Zorapid Pain Point: Domestic US laser shop delivered as-cut Grade3 stainless edges with sharp burrs and minor dross; outsourced manual deburr added 5 weeks lead time, inconsistent Ra roughness caused uneven medical-grade electropolish finish post-assembly. Weld joints showed micro-cracking from oxidized HAZ edge layers.
Zorapid ISO 9013 Grade1 Weld-Quality Laser Workflow:
- Pure nitrogen fiber laser cut with minimal HAZ, zero bottom dross, perpendicularity ±0.05mm
- Automated precision deburr to Ra 1.6μm weld-ready surface, documented ISO QC batch reports
- In-house medical passivation post-edge finishing for biocompatibility compliance
- TIG weld trial assemblies completed on-site to validate crack-free fusion joints before mass batch release Measurable Final Results:
- Outsourced deburr 5-week delay eliminated; full part lead time cut 42%
- Zero weld micro-cracking in mass assembly runs; electropolish finish uniform 100% of batches
Case 3: Industrial Robotics OEM – Galvanized Steel Cabinet Bolted Enclosures (25,000 Annual Units)
Client Pre-Zorapid Pain Point: Budget laser shop cut galvanized steel with oxygen gas, heavy zinc burn-back on edges; assembly teams had to hand-touch up bare metal with zinc primer before powder coating, adding 8 mins labor per cabinet panel. Tab-slot cut edges had inconsistent kerf causing loose/rattling frame fits.
Zorapid Galvanized Low-HAZ Laser + Seal Edge Strategy:
- Nitrogen low-heat fiber laser recipe minimized zinc coating vaporization along cut profiles
- Post-cut automated zinc seal passivation restored edge corrosion resistance
- CAM kerf compensation calibrated for tab-slot interference fit (0.08mm controlled overlap for tight rattle-free assembly)
- Uniform 0.4mm edge breaks for safe fastener insertion without sharp edge snags.
- Measurable Final Results:
- Hand zinc primer touch-up labor fully eliminated (8 mins saved per cabinet panel)
- Zero loose rattling frame assemblies post-bolt tightening
- Long-term powder coat adhesion failure rate dropped from 11% to <1% annually
Your Unique Assembly Requirements ↔ Custom Zorapid Laser Edge Solutions
We tailor every laser cut edge spec 100% to your downstream assembly process—no generic one-size as-cut parts. Below common client assembly pain points and our matched optimized fixes:
| Your Sheet Metal Assembly Requirement | Zorapid Custom Laser Edge Optimization Fix | Estimated Total Program Savings |
|---|---|---|
| Full penetration structural TIG/MIG welding critical for strength | ISO 9013 Grade1 fiber nitrogen cut, Ra ≤3.2μm, zero dross, minimal HAZ | 25–38% weld rework & scrap cost cut |
| High-volume bolt/rivet stacking (busbars, frame kits) | Uniform robot-applied 0.2–0.5mm edge breaks, perfect perpendicular hole profiles | Eliminates 8–15 mins manual filing labor per assembly kit |
| Thin-gauge snap-fit tab-slot mechanical locking | Precision kerf CAM compensation, warp-free low-heat pulsed laser cutting | 30–42% fit scrap from loose/binding tabs removed |
| Medical/aerospace regulated full audit traceability | Signed ISO 9013 edge QC metrology reports included with every batch, digital thread archives | 12–20% third-party inspection admin markup eliminated |
| Reflective aluminum/copper electrical components | Modulated anti-reflect fiber laser recipe, ultra-low HAZ, flat warp-free blanks | 55–70% assembly misalignment scrap reduction |
| Galvanized/pre-coated corrosion-resistant panels | Low-heat nitrogen cutting + in-house edge zinc/seal passivation | Removes field touch-up primer labor entirely |
| Thick 10–25mm structural steel heavy weld frames | 12kW high-power stabilized fiber cutting for near-perpendicular thick edges | 30–45% manual grinding dimensional loss avoided |
| Small prototype low-volume test assemblies (1–50 kits) | Same Grade1/2 edge QC standards as mass runs, no cheapened fast-cut prototype parameters | Zero prototype-to-mass edge quality variance |
Step-by-Step Zorapid Laser Cut Onboarding Process
- Upload DXF/STEP CAD, specify sheet material gauge, exact assembly method (weld/bolt/snap-fit), compliance standards (ISO/medical/aero), and delivery deadline via secure client portal
- Senior laser DFM engineer delivers free edge quality grade recommendation + two-tier quote (Standard Grade2 / Premium Grade1 Weld-Quality) within 12 working hours
- Approve laser edge specs to launch blank sheet nesting, fiber laser cutting, and robotic in-line finishing
- Real-time secure client dashboard tracks laser runtime, QC metrology snapshots, first article assembly test results, and milestone timelines 24/7
- Full batch ships with signed ISO 9013 edge quality report, assembly test documentation, and pre-finished parts ready for immediate production line integration
2026 Global Sheet Metal Laser Cutting Industry Data Analysis
Current Global Laser Edge & Assembly Benchmark Market Data (2026 AMT Sheet Metal Fabrication Survey)
- 68% of OEM sheet metal assembly downtime stems directly from poor laser cut edge quality requiring manual deburr/fit correction
- ISO 9013 Grade1 premium fiber laser edge parts reduce total assembly labor 20–40% vs standard Grade3/4 as-cut stock
- Only 19% of global fabricators own high-power 10kW+ fiber laser systems; 81% rely on older slower CO₂ lasers with inherently inferior edge geometry
- Manual post-laser deburring adds an average of 7–14 business days to overall sheet metal lead times industry-wide
- Reflective aluminum EV component demand up 37% YoY; 72% of budget laser shops cannot produce assembly-ready aluminum edges without high scrap rates
- The hidden cost multiplier: $1 of cheap fast laser cutting = $5–$12 of downstream assembly rework labor/scrap expense
2026–2030 Laser Edge Fabrication Future Trend Forecast & Zorapid Pre-Built Capability Alignment
| Industry Trend Shift | OEM Business Impact | Zorapid Pre-Installed Production Match |
|---|---|---|
| Fiber lasers fully replace CO₂ for precision metal sheet jobs by 2028 | CO₂-only fabricators lose 41% EV/medical precision sheet metal orders | 12kW full fiber laser bank operational since 2024, no CO₂ metal cutting lines |
| OEMs mandate full digital thread & ISO 9013 edge traceability for tier supply chains | Third-party metrology labs add costly timeline delays | Cloud digital thread archives all laser parameters + signed QC edge reports per batch |
| EV aluminum busbar/lightweight sheet demand accelerates sharply | Generic steel laser recipes create massive aluminum assembly scrap | Proprietary modulated anti-reflect aluminum laser cutting recipes validated for mass EV runs |
| Robotic automated assembly lines expand across EU/US factories | Inconsistent hand-finished edges break robotic fit-up repeatability | Fully robotic in-line deburr/edge breaking for 100% batch uniform edge geometry |
| Medical device ISO 13485 expands strict thermal cutting edge biocompatibility rules | Uncontrolled HAZ edges fail regulatory audits | Grade1 low-HAZ nitrogen laser + medical passivation workflow locked for medical stainless |
Key Industrial Application Scenarios Where Zorapid Laser Edge Optimization Delivers Maximum Assembly Value
Our assembly-tuned fiber laser edge pipeline is calibrated for high-value regulated global manufacturing verticals:
- Electric Vehicle & New Energy 6061 aluminum busbar stacks, battery cooling sheet frames, galvanized power cabinet panels (low-HAZ bolt-stack optimized edges, IATF16949 compliant)
- Medical Devices & Lab Equipment 304/316 stainless instrument frames, sterilizable equipment housings (ISO 9013 Grade1 weld edges, ISO13485 traceable passivation)
- Industrial Robotics & Automation Galvanized/steel machine enclosures, robotic arm structural brackets, snap-fit end effector sheet components (tab-slot kerf compensated edges for rattle-free assembly)
- Aerospace Precision Sheet Structures High-tensile aluminum alloy frames, stainless support brackets (ultra-tight perpendicularity for structural fusion welds, EN9100 certified QC)
- Electronics & Semiconductor Hardware Thin-gauge shield enclosures, copper grounding busbars (micro smooth edges for interference-free PCB assembly)
- General Industrial Machinery & HVAC Thick carbon steel heavy equipment frames, stainless pump housings, ventilation duct bolted assemblies (weld-ready Grade1 fiber cut edges)
Guaranteed Laser Cut Edge-to-Assembly Delivery Speed
Split multi-vendor laser + outsourced deburr workflows drag assembly launch schedules for weeks; Zorapid’s fully unified single-bay sheet metal facility eliminates cross-shop transit and waiting delays entirely.
Standard Phase Lead Times (No Hidden Emergency Rush Surcharges)
- DFM edge spec review + laser program setup: 12 business hours
- Small prototype batch (1–50 parts, full Grade1 edge finish): 3–4 business days
- Medium mass run (50–5,000 assembly kits, Grade1/2 optimized edges): 4–6 business days
- Large high-volume annual mass production runs (5,000+ units): Recurring 3–7 day batch turnaround windows
- Expedited critical launch laser + edge finish available for compressed 2–3 day timeline
Speed-Driving In-House Infrastructure
- 24/7 lights-off 12kW fiber laser cutting bank with automated sheet loading/unloading
- Parallel robotic deburr/edge breaking cells running simultaneously with laser output (no sequential bottlenecks)
- On-site CNC press brake bending, robotic MIG/TIG welding, and finishing suites—all assembly steps under one roof
- Dedicated sheet metal NPI project managers prioritizing every client program’s assembly launch milestones
- In-house metrology QC lab runs edge roughness/perpendicularity testing same-day post-cut
Core Competitive Advantages Partnering With Zorapid for Assembly-Optimized Laser Cutting
- Verified 20–38% total assembly labor & scrap cost reduction vs generic fast-cut CO₂ laser fabricators
- Exclusive 12kW full fiber laser infrastructure (no outdated CO₂ metal cutting) delivering far superior low-HAZ, low-dross edge geometry
- Free no-obligation DFM laser edge grade, material gas, and kerf compensation optimization reviews for all DXF/STEP CAD submissions
- True single-source accountability: laser cutting, robotic edge finishing, bending, welding, assembly, finishing, certification, global shipping all inside our 3000㎡ certified facility
- Full global manufacturing certifications: ISO9001, IATF16949, ISO13485, EN9100 for auto/medical/aerospace regulated sheet metal assemblies
- Fully transparent fixed-price quoting—zero hidden deburr, inspection, or edge finish add-on fees post-PO approval
- Secure real-time 24/7 client dashboard tracking laser production, edge QC metrology photos, first article assembly test data, and shipment logistics
- 20+ years export-focused sheet metal fabrication experience exclusively serving EU & North America OEM assembly lines
- Zero minimum order quantity: 1 prototype assembly kit up to 25,000+ annual mass runs receive identical ISO 9013 edge quality QC standards
- Multilingual professional engineering support (English, German, Spanish) for seamless cross-border assembly spec alignment and laser CAD tweak communication
Quick Summary
The biggest hidden sheet metal assembly cost drain is unoptimized laser cut edges from speed-first generic fabricators: heavy burrs, slanted non-perpendicular faces, wide heat-affected zones, and inconsistent roughness force hours of manual grinding, create weld crack failures, bind bolt/tab fits, and inflate scrap rates month after month. Zorapid’s game-changing assembly-first fiber laser workflow fixes every core pain point: we lock your weld/bolt/snap-fit edge specs before cutting metal, use high-power modulated fiber lasers to deliver ISO 9013 Grade1/2 low-HAZ, zero-dross profiles, automate uniform edge finishing in-line (no outsourced grinding), validate fit with sample assemblies on-site, and archive identical laser recipes for perfect batch-to-batch repeatability.
Whether you need medical stainless weld-ready Grade1 frames, EV aluminum busbar bolt stacks, robotics galvanized tab-slot cabinets, or aerospace structural aluminum weld brackets—we build a laser edge production roadmap matched exactly to your assembly process, budget, and launch timeline. Send your DXF/STEP CAD files today for your free ISO 9013 edge quality assessment and cost quote.
FAQ
Is fiber laser cutting always more expensive upfront than standard CO₂ laser services?
Fiber carries a small per-hour machine premium, but eliminated deburr labor, lower assembly scrap, and faster lead times deliver net positive total program ROI immediately for nearly all precision assembly parts. Simple non-cosmetic thick structural steel with loose fit requirements can use optimized cost-balanced fiber settings to minimize price gaps; our DFM team calculates full total cost of ownership free upfront.
Can you hold identical laser edge quality from prototype small batches all the way through mass annual assembly runs?
Yes. Our cloud digital thread archives every laser power, feed, gas, and finishing parameter for your part number. Repeat orders load the exact identical program instantly, with matching ISO 9013 QC inspection checkpoints—no quality drift between prototype and mass production assembly kits.
What if my design requires ultra-thin 0.5mm aluminum prone to warping during laser cutting?
We deploy pulsed low-heat fiber laser mode, staggered heat-spread nesting patterns, and sheet fixture vacuum hold-down tables to eliminate thermal warp entirely. Post-cut parts arrive flat, with micro uniform edge breaks ready for bending and assembly without straightening rework.
Do you ship finished laser-cut sheet metal kits directly to EU/USA with customs and compliance paperwork?
We coordinate door-to-door air/sea freight, generate complete commercial invoices, CE marking documentation, and work seamlessly with your preferred freight forwarder. Full shipping cost breakdowns are embedded in your initial program quote with zero hidden logistics surcharges.
Can you adjust edge specs mid-order if we switch assembly methods (e.g., bolt assembly changed to robotic MIG welding)?
Minor spec adjustments (upgrading Grade2 bolt edges to Grade1 weld edges) can be applied mid-batch with fully quoted, client-approved cost adjustments before modified laser production launches. Major design CAD changes follow our standard DFM review process for updated edge recipes.
How is ISO 9013 edge quality documentation integrated into regulated OEM PPAP/FMEA files?
Our certified QC team builds FMEA, control plans, and full PPAP packets incrementally starting at the laser DFM spec phase. Every batch ships with signed metrology edge test reports that drop directly into your audit-ready compliance folder—no rushed last-minute paperwork delays holding up assembly line launches.
Is there a minimum part thickness or material type you cannot optimize for assembly-ready laser edges?
We handle sheet stock from 0.5mm ultra-thin gauge up to 25mm thick structural plate across carbon, stainless, aluminum, copper, galvanized, and spring steel. The only hard limit is non-metallic sheet (plastic/wood), which we route to our CNC cutting division instead of fiber laser lines.


