Types of Electrical Discharge Machining (EDM): Which One Should You Choose?
In the field of precision manufacturing, electrical discharge machining (EDM) has become an indispensable core process in mold manufacturing, aerospace, medical devices and other industries, thanks to its unique advantages of non-contact processing, no mechanical stress, and the ability to machine high-hardness materials.
Zorapid utilizes pulsed high-temperature electric arcs between electrodes and workpieces to locally melt and vaporize metals, enabling the machining of complex-shaped, high-precision parts. It is especially suitable for high-strength, high-hardness and high-toughness conductive materials that are difficult to process with traditional cutting techniques.
Electrical discharge machining is not a single process. Different machining methods vary greatly in working principles, characteristics and application scenarios. Selecting the right type is essential to balance machining precision, efficiency and cost.
EDM Machining: Common Features and Selection Guidelines
In insulating dielectric fluid, pulsed DC between electrode and workpiece creates a plasma channel with instant ultra-high temperatures over 8,000℃. The heat erodes workpiece material, while the fluid flushes away molten debris to finish precision machining.
Nearly no cutting force, limiting part deformation to under 0.02%; dimensional accuracy up to ±0.005–0.01 mm and surface roughness as fine as Ra 0.2 μm. It easily handles hard materials up to HRC 70, including high-cobalt high-speed steel, cemented carbide and titanium alloy.
Choosing the right EDM comes down to three core requirements. First, part features: deep cavities, micro holes, and complex profiles.
Second, the requirements for machining accuracy and surface quality.
Third, production volume and budget. Match these with different EDM process characteristics for precise, efficient machining.
Mainstream EDM Types: Features, Applications, Pros & Cons
Three EDM types dominate industrial use: wire cut, sinker (plunge), and small-hole EDM. Specialty variants like EDM grinding and generative EDM also solve unique machining challenges.
Wire Cut EDM: Precision Contour Cutting
Wire Cut EDM is a widely used EDM process. It uses a continuously moving thin metal wire as the electrode, following a programmed path with pulsed discharge to cut part contours—like sawing metal with electric sparks. It is classified into high, medium and low-speed wire EDM to suit different precision needs.
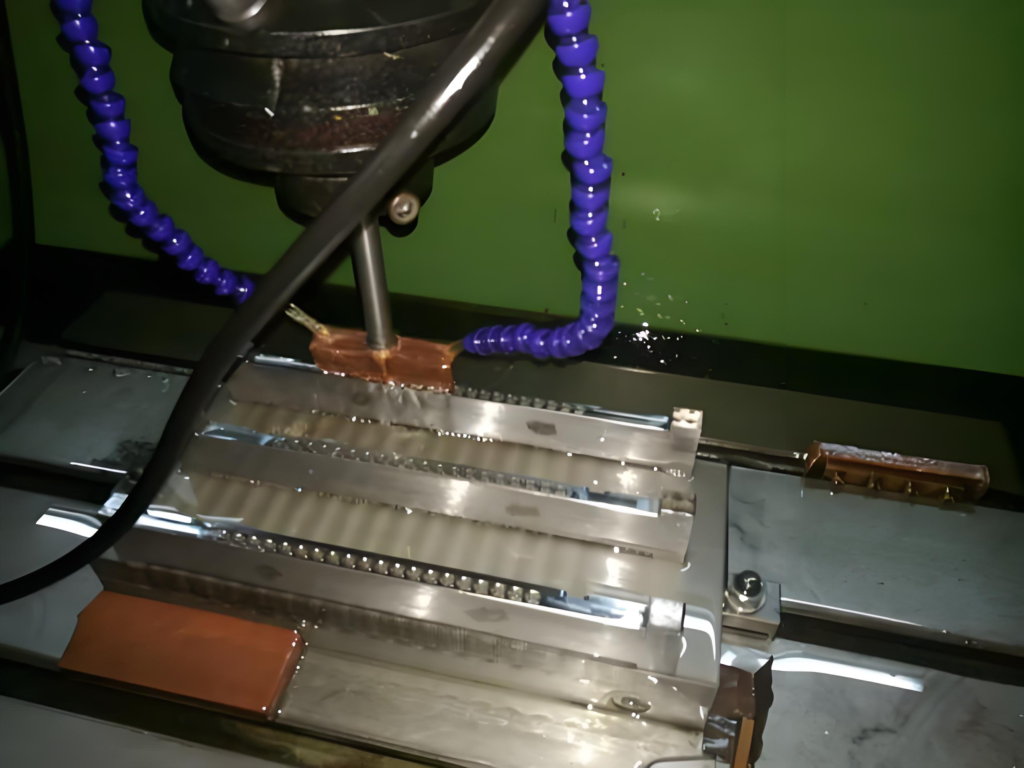
Working principle
A 0.1–0.25 mm brass, zinc alloy or molybdenum wire travels at a set speed, producing thousands of micro electric discharges per second to gradually erode workpiece material. Machining takes place in insulating fluid to stabilize discharge and flush away debris.
For a standard 6 kW wire cut EDM, machining speed runs 80–180 mm²/min, dimensional tolerance holds steady within ±0.005 mm, and surface roughness reaches Ra 0.4 μm minimum.

Applicable scene
Ideal for complex 2D contour parts, especially through profiles, narrow slots and key grooves. Widely used in mold making (blanking dies, templates), aerospace engine precision parts and electronic components.
Wire cut EDM finishes most precision aero-engine contours and smooth stamping die profiles. It is also the top choice for 0.3 mm thin-wall structures and high aspect ratio slender parts, eliminating deformation from traditional cutting.
Subdivision and selection of different wire-cutting types:
High‑speed Wire Cut EDM
Best cost-performance option. Reusable molybdenum wire travels at 8–12 m/s, delivering moderate precision of ±0.01–0.02 mm and Ra 3.2–6.3 μm surface roughness. Lowest cost, perfect for standard low-precision molds and conventional rough machining.
Medium‑speed Wire Cut EDM
Great mid-range option. Reusable wire runs at 1–10 m/s. Multiple cutting passes boost precision to ±0.005–0.01 mm and surface roughness to Ra 1.6–3.2 μm. Priced between high-speed and low-speed wire EDM, ideal for mid-precision mold work on a budget.
Low‑speed Wire Cut EDM
Premium choice for ultra-precision machining. Disposable copper wire runs slowly at 0.2–2 m/s, achieving ±0.001–0.005 mm accuracy and Ra 0.1–0.8 μm fine surface finish. Despite higher equipment and consumable costs, it is ideal for high-precision aerospace parts and premium precision molds.
| Advantages | Disadvantages |
| High accuracy with crisp contour definition. No complex formed electrodes required. Minimal wire wear, especially on low-speed wire EDM. Perfect for thin-walled, slender and easily deformed parts. Stress-free machining suits finish work on heat-treated hardened components and prevents part distortion. | Only through contours can be machined; blind holes and deep cavities are not feasible. The electrode wire’s physical size leaves internal sharp corners with unavoidable 0.13–0.3 mm small fillets, requiring design compensation upfront. Ongoing wire consumption adds operational costs, with annual wire material expenses making up around 15% of total machining costs. |
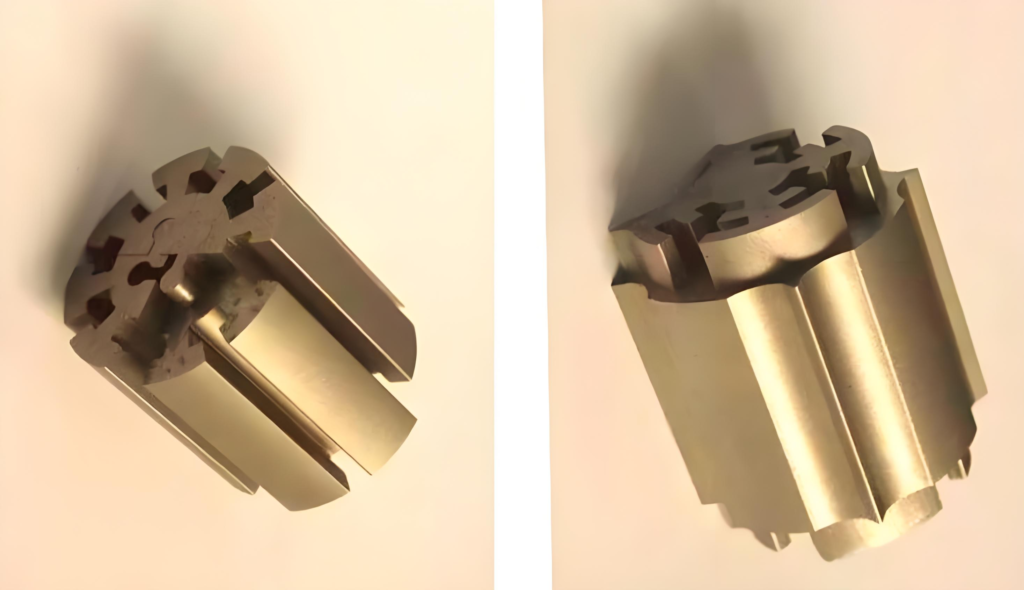
Sinker EDM: Ideal for Complex Cavity Machining
Sinker EDM (also called submerged or plunge EDM) works like engraving. A custom copper or graphite electrode with reverse part geometry is submerged in insulating oil. Pulsed electrical discharge replicates the electrode profile onto the workpiece, eroding material to form complex cavities and 3D structures.
Its working principle is as follows:
The electrode is machined to the workpiece’s reverse cavity shape and keeps a tiny discharge gap. Each pulse lasts mere microseconds, generating instant high heat to melt or vaporize material. The insulating oil cools the process, flushes debris, and prevents short circuits.
A 6 kW sinker EDM delivers a material removal rate of 15–50 mm³/h, with dimensional tolerance steady at ±0.01 mm and surface roughness from Ra 0.4 to 1.2 μm.
Application Scenarios:
It is mainly used for machining complex 3D cavities, blind holes, deep cavities, steps, inclined surfaces and other structures that are difficult to reach by conventional cutting methods. As a core process in mold manufacturing, it is widely applied to cavity machining of injection molds, die-casting molds and extrusion molds. It is also suitable for processing complex parts such as aero-engine turbine components and medical device parts.
For instance, sinker EDM can form deep cavities up to 47 mm in automotive die-casting molds in a single discharge pass, cutting out repeated machining and manual finishing and greatly boosting efficiency.
| Advantages | Disadvantages |
| Machines arbitrarily complex 3D cavities with excellent deep cavity capability over 50 mm depth. Delivers smooth surface finishes and works perfectly for precision forming of high-hardness materials. Easily creates grooves and blind cavities unreachable by milling tools. | Requires custom prefabricated electrodes. Complex designs mean longer lead times and higher costs, with electrode work exceeding 30% of mold labor expense. Material removal is slower than wire cut EDM, suited for low-volume precision molds instead of costly mass production. Inevitable electrode wear needs replacement or parameter tuning, which may impact accuracy. |

Small Hole EDM: Deep Micro-Hole Machining Solution
Small Hole EDM is a dedicated process for deep micro-hole machining. It uses a high-speed rotating hollow electrode tube to erode material via pulsed discharge for tiny deep holes, serving as a key process for aviation and medical high-end applications.
Working principle:
The hollow electrode spins at high speed, with continuous pulsed discharge at the tip to gradually erode workpiece material. Insulating fluid flushes the discharge gap for cooling and debris removal.
Stably machines 0.1–3 mm micro holes with aspect ratios above 20:1. Hole wall accuracy holds within ±0.02 mm at Ra 0.8 μm surface finish, and can even achieve deep holes with aspect ratios over 100:1.
Application Scenarios
Primarily for tiny deep micro-holes, widely used in aerospace turbine cooling holes and nozzles, surgical medical parts, and mold vent holes for precision instruments.
Aero-engine turbine blades need dozens of 0.5 mm cooling holes deeper than 12 mm. Conventional drills cannot handle them, while small hole EDM finishes in one pass with consistent hole precision.
| Advantages | Disadvantages |
| Unrestricted by material hardness, it machines tough alloys like cemented carbide and nickel-based superalloys. It maintains high precision and consistency for large aspect ratio micro-holes, solving deep micro-hole problems conventional drilling cannot tackle. | Extremely low machining efficiency, far slower than conventional drilling. Electrodes wear quickly; high-precision micro-hole work only yields dozens of holes per electrode. High overall cost limits it to micro-holes on high-value critical parts, not standard mass production. |
Special EDM: Custom Machining Solutions
There are also several specialized electrical discharge machining methods suitable for specific applications.
EDM Grinding
EDM grinding merges EDM and mechanical grinding strengths. It uses metal wire or shaped conductive grinding wheels for precision and micro grinding. Ideal for precision bearings and mold cavity finishing, it works ultra-hard materials while delivering high-precision surface quality.
EDM Generative Machining
Also called conjugate rotary machining, it uses conjugate rotation between tool electrode and workpiece with pulsed discharge. Applied to conjugate curved parts like thread ring gauges and gears, it offers higher accuracy and efficiency than conventional methods, fit for mass production of high-precision conjugate components.
Micro EDM
An extension of wire cut and small-hole EDM, it reaches ±0.001 mm dimensional accuracy and Ra 0.1 μm ultra-smooth finish. Ideal for MEMS, miniature semiconductor and micro medical components.
3-Step Guide: Choose the Right Machining Process
Follow these three steps to achieve precise process matching, avoid wrong process selection, and reduce cost waste.
1:Check part structure and define core machining requirements.
For through complex contours, narrow slits and key grooves without blind/deep cavities, prioritize Wire Cut EDM; select high/medium/low speed based on accuracy needs.
part has complex cavities, blind holes, deep cavities or 3D curved surfaces that are inaccessible to milling cutters, prioritize Sinker EDM;
requires tiny deep holes (diameter ≤ 3 mm, depth-to-diameter ratio ≥ 20:1), prioritize Small Hole EDM;
If the part has conjugate curved surfaces such as gears and thread gauges, adopt EDM Generative Machining; if precision grinding is needed, select EDM Grinding.
2:Select process by precision and surface finish.
Wire Cut EDM
standard precision of ±0.01–0.02 mm with low cost, adopt high-speed wire EDM.
For medium precision of ±0.005–0.01 mm with balanced cost performance, adopt medium-speed wire EDM.
For high precision of ±0.001–0.005 mm and excellent surface roughness of Ra ≤ 0.8 μm, adopt low-speed wire EDM.
Sinker EDM
When ultra-high precision within ±0.005 mm is required, optimize electrode design and apply multi-electrode processing (roughing + finishing) to compensate for electrode wear.
Small Hole EDM
For micro-holes requiring high precision within ±0.01 mm, use high-precision electrodes and strictly control electrode consumption.
Optimize process by volume and cost.
Mass Production:
Simple, low-precision parts prioritize conventional cutting for efficiency and low cost. If EDM is required, use high/medium-speed wire cut. For sinker EDM, optimize electrode design upfront to cut mass production costs.
Low-volume & Prototype Parts:
Prioritize sinker and low-speed wire cut EDM with minimal tooling. Focus on quality and precision over speed.
High-value Parts (Aerospace & Medical):
Adopt high-precision EDM: low-speed wire cut, precision sinker and small hole EDM. Prioritize accuracy and reliability over short-term cost to avoid rework losses.

Machining Selection: Common Pitfalls to Avoid
Improper EDM process selection often leads to low efficiency, higher costs and poor quality; avoid these common pitfalls.
Misconception 1
- Blindly choosing low-speed wire EDM or high-precision sinker EDM in pursuit of excessive precision.
For low precision needs like ±0.01 mm, medium-speed wire and standard sinker EDM suffice. Blindly using high-precision processes drives up costs unnecessarily.
Misconception 2
- Ignoring electrode costs and blindly choosing sinker EDM.
Electrode costs dominate sinker EDM, with complex parts requiring long lead times. For small batches, evaluate alternative processes.
Misconception 3
- Adopting wire cut EDM to machine blind holes and deep cavities.
Wire cut EDM can only process through structures. Forced application on blind features will lead to machining failure and part scrap.
Misconception 4
- Ignoring material conductivity.
EDM only works on conductive materials, not ceramics, plastics or glass. Verify workpiece conductivity before process selection.
Misconception 5
- Neglecting post-machining surface treatment.
EDM creates a thin recast deteriorated layer. High-surface-performance parts like medical devices and precision bearings need post grinding and polishing to avoid shortened service life.

Balance precision, efficiency & cost.
EDM excels at high-hardness, complex, high-precision parts beyond conventional cutting. Process selection hinges on demand fit: no best option, only the most suitable.
Select the corresponding special EDM types for special structures such as conjugate curved surfaces and precision grinding.
Optimize processes by precision, batch size and budget for efficient, accurate and cost-effective machining.
EDM is evolving toward higher precision, efficiency, intelligence and eco-friendliness. Advanced pulse power supplies, green working fluids and auto control systems keep boosting its performance, enabling it to serve more high-end manufacturing needs.
Mastering this selection logic avoids production pitfalls, matches machining needs precisely, and maximizes EDM value.