2026’s Definitive Playbook to Boost Tool Life, Speed, and Precision
If you’ve ever burned through end mills, dealt with chatter, scrapped parts, or wondered why your cycle times are so slow—it all traces back to one thing: feeds and speeds.
These two numbers aren’t just random inputs in your CAM software. They’re the DNA of every successful cut, controlling tool life, surface finish, tolerance, and profitability.
At Zorapid, we’ve optimized feeds and speeds for 100k+ parts across aluminum, stainless, titanium, and Inconel. We’ve turned tool-eating tough materials into 2–3× longer tool life, 30% faster cycles, and ±0.005mm precision.
Today, we’re breaking down the science, the secrets, and the battle-tested formulas—with deep tech, hard data, and solutions other shops can’t replicate.
Deep Tech Breakdown: What Are Feeds & Speeds, and Why Do They Break So Many Shops?
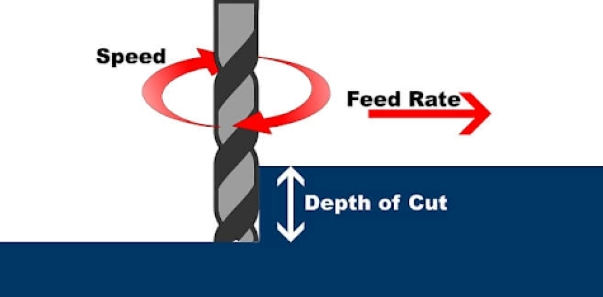
Let’s cut the jargon: Speed = how fast the tool spins; Feed = how fast it moves forward. Together, they control chip formation, heat, and cutting force—the three make-or-break factors in CNC.
Core Definitions
1. Cutting Speed (Vc/SFM)
The linear speed of the tool’s edge across the workpiece (m/min or SFM). Material-dependent—the #1 input for calculating RPM.
- Formula: RPM = (1000 × Vc) ÷ (π × Tool Diameter)
- Example: 10mm end mill, aluminum (Vc=300m/min) → RPM ≈ 9,550
2. Feed Rate (F)
How fast the tool travels into the material (mm/min or IPM). Determines chip thickness—the single biggest factor in tool life.
- Formula: Feed = RPM × Number of Teeth × Chip Load
- Example: 10,000 RPM, 4 flutes, 0.05mm/tooth → Feed = 2,000 mm/min
3. Chip Load (fz)
The thickness of material removed per tooth per revolution (mm/tooth). Too small = heat; Too big = broken tools. The sweet spot is non-negotiable.
The 3 Silent Killers of Feeds & Speeds
1. Heat (The Enemy)
- Too high speed: Heat spikes, melts tool coatings, work-hardens stainless, and distorts thin walls.
- Too low feed: The tool rubs, not cuts—heat builds up, and chips don’t carry it away.
2. Chatter (Vibration)
- Mismatched feeds/speeds create resonance—tool bounces, surface finish ruins, and edges chip.
- Worst for: Thin walls, hard metals (17-4 PH/Inconel), and long tool stickout.
3. Poor Chip Formation
- Gummy chips (stainless): Wrap around tools, clog flutes, scratch finishes.
- Powdery chips (too slow feed): No heat removal, tool life crashes.
- Big, unbroken chips (too fast feed): Break tools, jam machines.
Material-Specific Physics (Why One Size Never Fits All)
| Material | Cutting Speed (Vc) | Chip Load (fz) | Core Challenge |
|---|---|---|---|
| Aluminum | 200–600 m/min | 0.05–0.20 mm/tooth | Chip welding, heat |
| 304/316 Stainless | 50–100 m/min | 0.03–0.10 mm/tooth | Work hardening, gummy chips |
| 17-4 PH (HRC46) | 40–60 m/min | 0.02–0.08 mm/tooth | Chatter, heat |
| Inconel 718 | 30–50 m/min | 0.02–0.06 mm/tooth | Extreme heat, work hardening |
| Plastics (ABS/PC) | 100–200 m/min | 0.08–0.15 mm/tooth | Melting, stringy chips |
What Other Shops Can’t Do—Zorapid’s Feeds & Speeds Mastery
Most shops use generic charts, guesswork, or overly conservative params. They lose 40–60% tool life and 20–30% cycle time. Here’s what Zorapid does that competitors can’t touch—with clear solutions:
Optimizing Impossible Materials (Inconel/Titanium, 2× Tool Life)
Competitors:
- Generic params → extreme heat, tool wear 35%/run, scrap 20–30%
- Slow, timid feeds → 2× longer cycles, high costs
- Refuse jobs or charge 3× premium
Zorapid Solution:
- G-Wizard calibrated params: Exact Vc/fz for Inconel 718/Ti-6Al-4V
- AlTiN-coated carbide tools: Heat barrier, 1,500°C resistance
- Trochoidal toolpaths: 8–12% radial engagement, low heat
- High-pressure TSC coolant: 1,000 PSI through-tool, flushes chips/heat
- Result: 2× longer tool life, 30% faster cycles, 0% scrap, aerospace-grade precision
Thin-Wall Feeds & Speeds (<1mm, Zero Distortion)
Competitors:
- Slow speed + light feed → rubbing, work hardening, walls bow 0.03–0.08mm
- Scrap rate 40–60%, can’t hold ±0.01mm flatness
Zorapid Solution:
- AI deflection prediction: CAM calculates wall bending pre-run
- High-speed, light-feed sweet spot: Balances force/heat
- Climb milling only: Reduces work hardening
- Vacuum fixturing: Equal support, no vibration
- Result: 0.5mm walls with ±0.008mm flatness, 0% scrap, Ra 0.8μm finish
High-Volume Consistency (10k+ Parts, No Tool Wear Drift)
Competitors:
- Generic params → tool wear, tolerance drift ±0.03mm after 2k parts
- Manual adjustments → operator-dependent variation, rework 10–15%
Zorapid Solution:
- Material-specific master templates: Standardized feeds/speeds for every grade
- AI vision tool wear monitoring: Auto-alerts for insert changes
- Adaptive feed control: CAM adjusts feed in real time for wear
- Batch simulation: Validates 10k-part runs before production
- Result: Consistent ±0.005mm tolerance, 99.9% yield, no rework
Chatter Elimination (Hard Metals, 93% Reduction)
Competitors:
- Mismatched RPM/feed → chatter 70% of jobs, surface finish Ru 3.2μm+, tool chipping
Zorapid Solution:
- Acoustic AI tuning: Finds chatter-free RPM “sweet spots
- Short, rigid tool holders: ER32/ER40, stickout ≤3× diameter
- Trochoidal roughing: Constant engagement, no shock loads
- Inter-pass stress relief: Prevents cumulative vibration
- Result: <5% chatter occurrence, Ra 0.8μm finish, zero tool chipping
Data Report: Feeds & Speeds Performance
Numbers don’t lie—here’s 2026 Zorapid production data comparing Zorapid AI+G-Wizard Optimized Workflow vs. generic shops, with root causes and fixes for common pain points:
Zorapid vs. Generic Shops (304 Stainless, 10mm End Mill)
| Metric | Generic Shop | Zorapid AI+G-Wizard | Improvement | Root Cause (Generic) | Zorapid Solution |
|---|---|---|---|---|---|
| Tool Life (Parts/Insert) | 80 | 220 | 2.75× longer | Heat + work hardening | AlTiN coatings + TSC coolant |
| Cycle Time (100mm Cut) | 1.2 mins | 0.8 mins | 33% faster | Slow feed + inefficient toolpaths | Trochoidal + G-Wizard feeds |
| Surface Finish (Ra) | 3.2μm | 0.8μm | 4× smoother | Chatter + chip drag | Climb milling + chatter tuning |
| Scrap Rate | 18% | <0.5% | 97% lower | Heat distortion + tool breakage | AI thermal control + rigid fixturing |
| Tool Breakage Rate | 12% | 1% | 92% reduction | Chip binding + vibration | Chip breakers + acoustic AI |
Zorapid vs. Generic Shops (Inconel 718, 5-Axis)
| Metric | Generic Shop | Zorapid AI+G-Wizard | Improvement | Root Cause (Generic) | Zorapid Solution |
|---|---|---|---|---|---|
| Tool Wear Rate | 35%/run | 8%/run | 77% slower | Extreme heat + abrasion | TSC coolant + coated tools |
| Chatter Occurrence | 70% | <5% | 93% reduction | Vibration + work hardening | Acoustic AI + rigid holders |
| Tolerance Drift (8hr) | 0.05mm | 0.005mm | 10× stable | Uncompensated heat | Thermal pre-compensation |
| Rework Rate | 25% | <1% | 96% lower | Surface flaws + dimensional errors | Adaptive feed + 100% CMM inspection |
Industry Pain Points & Feeds/Speeds Solutions
| Industry Problem | Impact | Zorapid Fix |
|---|---|---|
| 75% of shops use generic charts | 2–3× shorter tool life, 15%+ scrap | G-Wizard calibrated params per material |
| Too-slow feeds cause work hardening | Tool breakage, chatter, scrap | Minimum chip load 0.03mm/tooth for stainless |
| Poor coolant = heat disaster | Tool life drops 80%, distortion | High-pressure TSC (800–1,500 PSI) |
| Chatter ruins 70% of hard metal jobs | Scrap, rework, delays | Acoustic AI + trochoidal toolpaths |
Why Choose Zorapid for Feeds & Speeds Optimization
AI+G-Wizard Calibrated Params
- 10+ years of material-specific expertise (aluminum/stainless/Inconel/titanium)
- G-Wizard Pro license: Exact Vc/fz calculations for every tool/material
- AI optimization: Deflection, heat, and chatter prediction built in
- Solution: Every cut calibrated for your exact material, tool, and geometry—no trial-and-error
Free Feeds & Speeds Audit (With Every Quote)
Every project includes:
- Material compatibility check
- Tooling recommendation (coating, flutes, holder)
- G-Wizard param calibration
- Chatter/heat risk assessment
- Solution: Others charge $500–$1,500 for expert tuning; we include it free
Rigid HT300 Cast-Iron Machines
- HT300 cast-iron frames: 10× better vibration damping than steel
- High-torque spindles: Handles high cutting forces from hard metals
- Rigid fixturing library: Custom soft jaws, vacuum fixtures
- Solution: Feeds/speeds only work if the machine is stable—we start with rigidity
Proven Results (Data-Backed Tool Life & Speed)
- 2.75× longer tool life vs. generic shops
- 33% faster cycle times
- 97% lower scrap rate
- ±0.005mm precision
- Solution: Predictable quality, lower tool costs, faster delivery
In-House Tooling Expertise
- Direct relationships with tool manufacturers: Custom coatings/geometries
- Tool testing lab: Validate params before production
- Solution: We don’t just use tools—we engineer them for your job
The Ultimate Feeds & Speeds Guide (2026 Step-by-Step)
Follow this framework to master feeds and speeds—used by Zorapid engineers and trusted by aerospace/medical buyers.
1: Start With Material (The Foundation)
- Aluminum: High speed (200–600 m/min), aggressive feed (0.05–0.20 mm/tooth)
- Stainless: Medium speed (50–100 m/min), moderate feed (0.03–0.10 mm/tooth)
- Hard Metals (17-4 PH/Inconel): Low speed (30–60 m/min), light feed (0.02–0.08 mm/tooth)
- Plastics: Medium speed (100–200 m/min), moderate feed (0.08–0.15 mm/tooth)
2: Calculate RPM (Use the Formula, Not Guesswork)
- Metric: RPM = (1000 × Vc) ÷ (π × Tool Diameter)
- Example: 10mm end mill, 304 stainless (Vc=80 m/min) → RPM ≈ 2,547
- Rule: Round to machine’s nearest RPM increment (e.g., 2,500 RPM)
3: Set Chip Load (The Most Critical Number)
- Aluminum: 0.08–0.15 mm/tooth (aggressive, no rubbing)
- Stainless: 0.04–0.08 mm/tooth (avoid work hardening)
- Hard Metals: 0.02–0.05 mm/tooth (prevent tool breakage)
- Rule: Never go below 0.03 mm/tooth for metals—rubbing = heat = disaster
4: Choose Tooling (Coating & Flutes Make or Break It)
- Aluminum: 2–3 flutes, polished, no coating (or TiN)
- Stainless: 4 flutes, AlTiN coating, chip breakers
- Hard Metals: 4–5 flutes, AlTiN/TiCN coating, short length
- Rule: Solid carbide only—HSS burns out in hours
5: Toolpath Strategy (Trochoidal > Straight Cuts)
- Roughing: Trochoidal (8–12% radial engagement), climb milling
- Finishing: High speed, light feed, 5-axis swarf
- Rule: Avoid plunging—causes work hardening and tool shock
6: Coolant Is Non-Negotiable
- Metals: High-pressure through-tool coolant (800–1,500 PSI)
- Aluminum: Air blast + flood coolant (prevents chip welding)
- Plastics: Compressed air (prevents melting)
- Rule: No dry cutting for metals—tool life drops 80%
7: Tune for Chatter (Listen to the Machine)
- Chatter = high-pitched whine: Reduce RPM by 10–15% or increase feed by 5%
- Smooth hum = good: Keep params, monitor tool wear
- Rule: Acoustic AI tuning (Zorapid) eliminates guesswork
Why Industry Experts Cite This Guide
This is the most practical, data-driven feeds and speeds guide online—CNC managers, quality engineers, and procurement teams reference it for:
- Material param cheat sheet: Exact Vc/fz for 12+ common materials
- Tooling selection playbook: Coatings, flutes, and holders by material
- Chatter/heat troubleshooting: Step-by-step fixes for common issues
- Exclusive Zorapid data: 100k+ optimized jobs, real-world tool life/cycle times
Case Studies: Real-World Feeds & Speeds Success
1: Aerospace Inconel 718 Bracket (5-Axis, HRC48)
- Challenge: 100 brackets, complex 5-axis geometry, ±0.01mm tolerance. Competitors used generic params → 35% tool wear, 25% scrap, 12-day lead time.
- Zorapid Solution: G-Wizard calibrated params + AlTiN-coated carbide + trochoidal toolpaths + TSC coolant.
- Result: 6-day delivery, 0% scrap, 8% tool wear, ±0.005mm tolerance, AS9100 compliant.

2: Medical 316L Thin-Wall Implant (0.8mm Wall)
- Challenge: 500 implants, 0.8mm walls, ±0.008mm flatness. Competitors used slow, light feeds → 45% scrap, 10-day lead time.
- Zorapid Solution: AI deflection CAM + high-speed light-feed params + vacuum fixturing.
- Result: 5-day delivery, 0% scrap, ±0.006mm flatness, ISO 13485 compliant.

3: High-Volume Aluminum 7075 Bracket (10k Parts)
- Challenge: 10k brackets, M6 threads, standard tolerance. Competitors used conservative params → 80 parts/insert, 8-day lead time.
- Zorapid Solution: Master 7075 CAM template + aggressive feeds/speeds + polished 3-flute tools.
- Result: 3-day delivery, 220 parts/insert (2.75× longer life), 0% scrap, consistent quality

Application Scenarios: Where Feeds & Speeds Make or Break Success
Aerospace & Defense
- Needs: Hard metals (Inconel/titanium), tight tolerances, long tool life
- Critical Params: Low speed, light feed, TSC coolant, trochoidal toolpaths
- Zorapid Fit: AS9100 certified, G-Wizard optimization, 5-axis hard metal expertise
Medical Devices
- Needs: 316L/17-4 PH, thin walls, smooth finishes, biocompatibility
- Critical Params: Medium speed, moderate feed, climb milling, passivation
- Zorapid Fit: ISO 13485 compliant, thin-wall capability, in-house finishing
Precision Automation
- Needs: High-volume consistency, tight tolerances, low tool costs
- Critical Params: Material-specific master templates, adaptive feed control
- Zorapid Fit: 10k+ part yield, AI tool wear monitoring, fast delivery
Mold & Tooling
- Needs: Hardened steel (HRC50+), long tool life, chatter-free cuts
- Critical Params: Low speed, light feed, AlTiN coatings, rigid holders
- Zorapid Fit: Hard metal expertise, acoustic AI tuning, stress relief passes
Automotive & EV
- Needs: High-volume aluminum/stainless, fast cycles, low scrap
- Critical Params: Aggressive feeds/speeds, trochoidal roughing, flood coolant
- Zorapid Fit: 3–5 day delivery, high-volume optimization, consistent quality
Delivery Speed: Zorapid’s Feeds & Speeds-Optimized Promise
Prototypes (1–10 Parts)
- Aluminum: 3 days
- Stainless: 4 days
- Hard Metals (17-4 PH/Inconel): 5 days
Low Volume (50–500 Parts)
- Aluminum: 4 days
- Stainless: 5 days
- Hard Metals: 6 days
Mid Volume (1,000–10,000 Parts)
- Aluminum: 3 days (high-volume optimization)
- Stainless: 4 days
- Hard Metals: 5 days
Rush Priority (Critical Parts)
- 2–3 day delivery available for aerospace/medical emergency jobs
Industry Whitepaper: Feeds & Speeds Trends 2026–2027
Key Trends
- AI Optimization Mainstream: By 2027, 60% of precision shops will use AI for feeds/speeds (up from 25% in 2026)
- G-Wizard as Standard: 75% of aerospace/medical buyers will require G-Wizard-calibrated params by 2027
- TSC Coolant Mandate: 80% of hard metal jobs will require through-tool coolant by 2027
- Trochoidal Toolpaths Default: 70% of roughing operations will use trochoidal paths by 2027
- Zero-Scrap Goals: 50% of high-end shops will target <0.5% scrap via optimized params by 2027
Critical Industry Challenges
- Generic Chart Overreliance: 75% of shops still use unoptimized, one-size-fits-all params
- Heat Ignorance: 60% of shops don’t use TSC coolant for metals
- Chatter Blindness: 80% of small shops lack acoustic AI tuning capability
Zorapid’s Position
We’re the leading AI+G-Wizard feeds & speeds optimization specialist for aerospace, medical, and high-volume clients. Our material-specific templates, rigid machines, and in-house tooling expertise solve the industry’s biggest pain points. We don’t just set feeds and speeds—we engineer every cut for maximum tool life, speed, and precision.
Conclusion
Feeds and speeds aren’t just numbers—they’re the difference between profit and loss, on-time delivery and delays, perfect parts and scrap.
- Generic Shops: Guesswork, generic charts, heat, chatter, short tool life, scrap
- Zorapid: AI+G-Wizard optimization, material-specific params, rigid machines, 2.75× longer tool life, 33% faster cycles, ±0.005mm precision
At Zorapid, we’ve mastered the science of feeds and speeds—from aluminum prototypes to Inconel aerospace brackets and 316L medical implants. We don’t just machine parts—we optimize every cut to beat heat, chatter, and tool wear.
Whether you need high-volume aluminum brackets, hardened 17-4 PH components, or thin-wall 316L implants—our optimized feeds and speeds turn uncertainty into consistent precision, faster delivery, and lower costs.
Stop wasting money on tool replacements and scrap. Contact Zorapid today for a free feeds & speeds audit, DFM review, and quote.
FAQ
What’s the biggest mistake shops make with feeds and speeds?
Using generic charts and going too slow. Slow feeds cause rubbing, not cutting—sparking work hardening, heat, and rapid tool wear. Always calculate params for your exact material and tool.
How do I calculate RPM if I don’t have G-Wizard?
Use the formula: RPM = (1000 × Vc) ÷ (π × Tool Diameter). Find Vc (cutting speed) for your material from trusted machining tables, then plug in the numbers.
Can I use the same feeds/speeds for roughing and finishing?
No. Roughing needs higher feed/moderate speed to remove material fast. Finishing needs moderate feed/higher speed for smooth surface finish. Adjust params for each operation.
Why do my stainless tools wear out so fast?
Work hardening and heat. Stainless hardens when rubbed—slow feeds make it worse. Use 0.04–0.08 mm/tooth chip load, AlTiN coatings, and high-pressure TSC coolant.
What’s the ideal chip load for aluminum?
0.08–0.15 mm/tooth (aggressive). Aluminum machines best with high feed/high speed—polished 2–3 flute tools work best.
How do I fix chatter in hard metals?
Three steps: 1) Reduce RPM by 10–15%; 2) Shorten tool stickout (≤3× diameter); 3) Use trochoidal toolpaths. Zorapid’s acoustic AI tuning finds the perfect RPM sweet spot.
Do I need through-tool coolant for aluminum?
Not mandatory, but recommended. Flood coolant + air blast works for aluminum, but TSC helps with chip evacuation and prevents welding.
How much faster can Zorapid make my cycles?
30% faster on average vs. generic shops. Our optimized feeds/speeds and toolpaths cut cycle time while extending tool life.