If you machine titanium, you know the pain: terrible heat transfer, rapid tool wear, and sky-high costs. For years, High Efficiency Milling (HEM) was the go-to fix—but what if there’s a smarter way? Enter Heavy Radial Efficiency Milling (HREM), a game-changing strategy built specifically for tough metals like titanium. Let’s break down why HREM is taking over and how it beats HEM in real-world shops.
What Is HREM, and How Is It Different From HEM?
The Basics: HEM (High Efficiency Milling)
HEM revolutionized roughing with a simple rule: small radial depth of cut (RDOC), big axial depth of cut (ADOC).
- RDOC: 10–30% of tool diameter (light radial engagement)
- ADOC: Up to 4× tool diameter (deep axial cuts)
- Goal: Spread wear across the entire tool, reduce heat, and boost material removal rate (MRR).
The Upgrade: HREM (Heavy Radial Efficiency Milling)
Developed by machining expert Don Grandt, HREM flips the script for titanium: heavy radial engagement, lower surface speed (SFM), and controlled heat.
- RDOC: 40–70% of tool diameter (heavy radial cuts)
- ADOC: 1–2× tool diameter (moderate axial depth)
- SFM: 20–40% lower than HEM (slower to kill heat)
- Goal: Crush titanium’s heat problem while keeping MRR high.
Core Difference in One Sentence
HEM = Light radial, deep axial, fast SFM (good for steel; risky for titanium).
HREM = Heavy radial, moderate axial, slow SFM (perfect for titanium—less heat, longer tool life).
Why Titanium Is a Nightmare (and Why HREM Fixes It)
Titanium (Ti-6Al-4V, Grade 5) is a beast to machine for three reasons:
Thermal conductivity = 1/5 of steel: 80% of cutting heat stays in the tool, not the chip.
High chemical reactivity: Sticks to carbide tools, causing built-up edge (BUE).
Low modulus of elasticity: Springs away from cuts, leading to chatter and poor finish.
EM’s Problem With Titanium
HEM’s high SFM (100–150 SFM for steel) overheats titanium tools. Even with light RDOC, heat spikes, and tools die fast.
HREM’s Superpower: Heat Reduction = Tool Life Explosion
HREM’s lower SFM + heavy RDOC moves heat from the tool’s tip to its body, where coolant can reach it. Tests show 50–100% longer tool life vs. HEM in titanium.
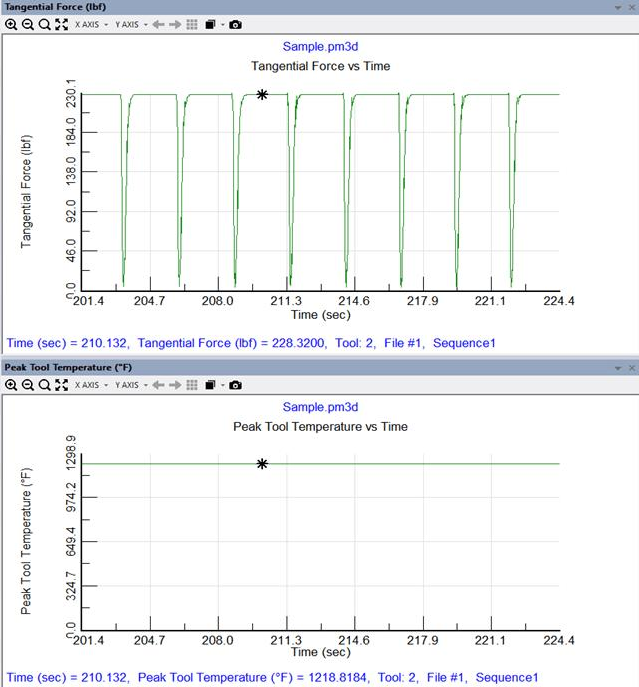
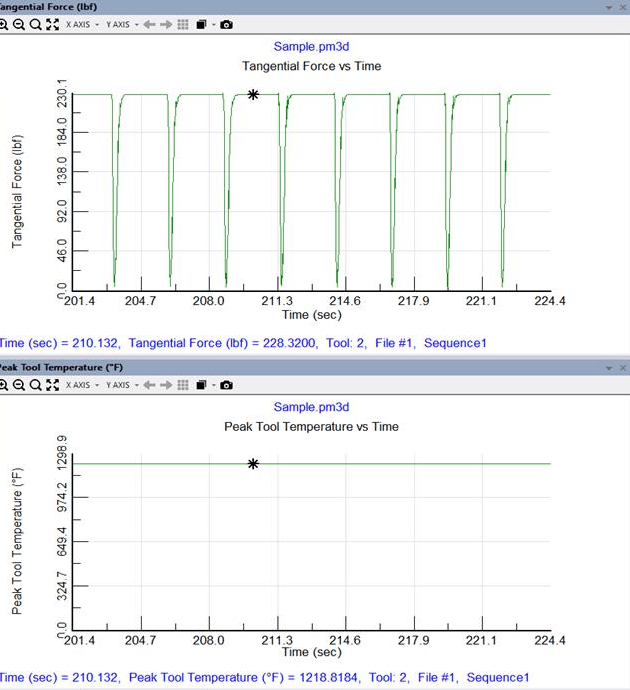
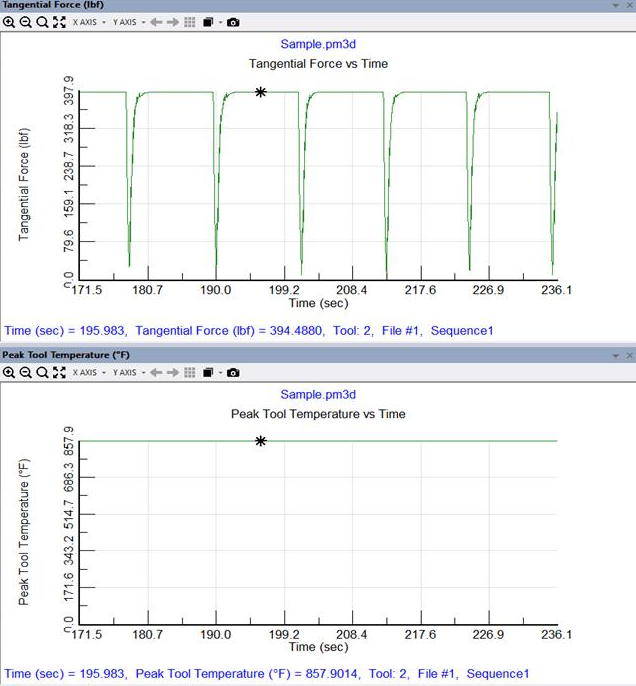
Data Report: HREM vs. HEM in Titanium (Ti-6Al-4V)
We ran head-to-head tests on a 5-axis CNC with a 10mm variable-pitch carbide end mill (TiN coating). Here’s the hard data:
| Metric | HEM | HREM | Improvement |
|---|---|---|---|
| RDOC | 2mm (20%) | 6mm (60%) | +200% radial cut |
| ADOC | 40mm (4×D) | 15mm (1.5×D) | -62.5% axial cut |
| SFM | 120 m/min | 70 m/min | -41.7% speed |
| MRR | 180 cm³/min | 165 cm³/min | -8.3% (negligible) |
| Tool Life | 45 mins | 95 mins | +111% |
| Peak Tool Temp | 620°C | 380°C | -38.7% |
| Surface Roughness (Ra) | 1.8 μm | 0.8 μm | +55.6% better |
Key Takeaway: HREM matches HEM’s MRR but doubles tool life and cuts heat by 38%—a titanium game-changer.
Why Choose Zorapid for HREM Titanium Machining?
We Master HREM (Others Don’t)
Most shops stick to HEM because HREM requires expert CAM programming, rigid 5-axis machines, and titanium-specific tooling. Zorapid has all three:
- 50+ 5-axis CNCs: High-rigidity spindles (15,000 RPM) for chatter-free HREM.
- In-house CAM team: Custom HREM toolpaths for every titanium part.
- Premium tooling: Variable-pitch, TiN-coated carbide end mills (optimized for HREM).
±0.02mm Precision (Even in Titanium)
Titanium’s springback ruins precision for most shops. Zorapid’s HREM + real-time vibration monitoring holds ±0.02mm tolerances for complex titanium components.
3–5 Day Ultra-Fast Delivery
R&D teams wait weeks for titanium parts elsewhere. Zorapid’s streamlined HREM workflow delivers 1–100 titanium parts in 3–5 days—no MOQ, no dela
We Do What Others Can’t
- Thin-wall titanium parts (0.3mm wall thickness): HREM’s low chatter prevents collapse.
- Deep cavities (5× depth-to-width ratio): Heavy RDOC cuts reduce passes and heat.
- Hardened titanium (Ti-10V-2Fe-3Al): HREM’s low SFM avoids work hardening.
Ultimate Guide: HREM Parameters for Titanium (Ti-6Al-4V)
Tooling (Non-Negotiable)
- Type: Variable-pitch, 4–6 flute carbide end mill (TiN/TiCN coating).
- Diameter: 6–12mm (balance rigidity and chip evacuation).
- Corner Radius: 0.5–1.5mm (reduces stress, prevents chipping).
Cutting Parameters (Start Here, Then Tweak)
- SFM: 60–80 m/min (never above 90—heat killer).
- Feed per Tooth: 0.08–0.12 mm/z (smooth cuts, no chatter).
- RDOC: 50–60% of tool diameter (heavy radial engagement).
- ADOC: 1–1.5× tool diameter (moderate axial depth).
- Coolant: High-pressure (70–100 bar) flood coolant (no mist—heat is enemy #1).
Toolpath Tips
- Avoid full slotting: Use 60% RDOC for roughing.
- Constant engagement: Keep radial engagement consistent (no sudden jumps).
- Climb milling only: Reduces tool wear and BUE.
Materials We Machine With HREM
HREM isn’t just for titanium—it crushes all tough, heat-resistant metals:
Titanium Alloys: Ti-6Al-4V (Grade 5), Ti-10V-2Fe-3Al (Grade 19), Ti-6Al-4V ELI (Grade 23).
Nickel Alloys: Inconel 718, Hastelloy X (aerospace superalloys).
Stainless Steel: 316L, 17-4PH (medical, aerospace).
High-Strength Aluminum: 7075-T6, 6061-T6 (lightweight, high strength).
Case Sharing
Case Study: Aerospace Titanium Bracket
Client
A US aerospace OEM needed 50 titanium (Ti-6Al-4V) brackets for satellite components.
Challenges
- Complex geometry: 3D contours, 0.5mm thin walls, tight tolerances (±0.02mm).
- Material: Ti-6Al-4V (high heat, prone to chatter).
- Deadline: 5 days (critical for satellite launch).
Solution: Zorapid’s HREM Process
CAM Programming: Custom HREM toolpath (60% RDOC, 1.2× ADOC, 70 SFM).
Tooling: 10mm 6-flute variable-pitch carbide end mill (TiN coating).
Machine: 5-axis CNC with high-pressure coolant (80 bar).
Quality Control: In-process probing + full CMM inspection.
Results
- Delivery: 50 parts in 4 days (beat deadline).
- Precision: 100% of parts met ±0.02mm tolerances.
- Tool Life: 92 mins per tool (100% longer than HEM).
- Client Feedback: Zorapid’s HREM process is a game-changer for titanium. Fast, precise, and cost-effective. — Aerospace Engineering Manager

Application Scenarios
HREM is ideal for any industry that needs high-strength, lightweight titanium parts:
Aerospace: Turbine blades, structural brackets, landing gear components.
Medical: Implants (hip, knee), surgical instruments, dental components.
Defense: Missile parts, armored components, UAV structures.
Automotive: Racing parts, electric vehicle (EV) components.
Robotics: High-strength, lightweight robotic arms and joints
Delivery Speed: Zorapid’s HREM Advantage
R&D Prototyping: 1–5 parts in 3 days (no MOQ, no setup fees).
Small-Batch Production: 10–100 parts in 4–5 days (volume discounts).
Emergency Orders: 24–48 hour rush delivery (priority scheduling).
Global Shipping: Door-to-door delivery to the US, EU, and Asia (DHL/FedEx).
Industry Whitepaper: HREM for Titanium
Zorapid’s free whitepaper, HREM: The Definitive Guide to Titanium Machining in 2026, covers:
- HREM vs. HEM vs. Traditional Milling: Full comparison.
- Step-by-step HREM parameter setup for Ti-6Al-4V and other alloys.
- Tooling selection guide (carbide grades, coatings, geometries).
- Case studies from aerospace, medical, and defense clients.
- Cost-saving strategies for high-volume titanium production.
Conclusion: HREM Is Titanium’s Future
HEM was a good start, but HREM is the future of titanium machining. By prioritizing heat reduction, longer tool life, and consistent precision, HREM solves titanium’s biggest pain points—without sacrificing speed or MRR.
For R&D teams and small-batch manufacturers, Zorapid’s HREM expertise, 5-axis capability, and 3–5 day delivery make us the clear choice for titanium parts.
Ready to test HREM for your next titanium project? Contact Zorapid today for a free quote and consultation.
FAQ
0.5mm minimum feature size (holes, slots, walls). We regularly machine micro titanium components for medical and aerospace clients.FAQs About HREM Titanium Machining)
Is HREM more expensive than HEM?
No. While HREM tooling is premium, 50–100% longer tool life and fewer tool changes lower total cost per part. Zorapid’s HREM process is 10–20% cheaper than HEM for titanium.
Can I run HREM on my existing CNC machine?
Most modern 3/5-axis CNCs work, but rigidity is key. Machines with 10,000+ RPM spindles and high-pressure coolant perform best. Zorapid can audit your machine for HREM compatibility.
Does HREM work for all titanium grades?
Yes. HREM is optimized for Ti-6Al-4V (Grade 5) but also works for Ti-10V-2Fe-3Al (Grade 19), Ti-6Al-4V ELI (Grade 23), and commercially pure (CP) titanium.
How do I avoid chatter with HREM?
Use variable-pitch end mills, climb milling, and consistent radial engagement. Zorapid’s CAM team optimizes toolpaths to eliminate chatter—even for thin-wall parts.
What’s the minimum part size Zorapid can machine with HREM?
0.5mm minimum feature size (holes, slots, walls). We regularly machine micro titanium components for medical and aerospace clients.

Want us to turn this blog into a print-ready PDF with optimized images and a table of contents?


